![]() SQ47 安装手册
SQ47 安装手册
Ver.5 E 2021年XNUMX月发行
服务与零件部
智能秤
SQ47
安装手册
本手册是使用特殊夹具轻松正确安装 SQ47 的参考资料。
首次安装 SQ47 时请使用本手册。
请将本说明书与主机附带的使用说明书一起使用。
备忘录:
SQ47 具有标尺和传感头分离的结构。 对于光栅尺和传感头的安装姿势,机械侧需要在有效光栅尺长度范围内满足光栅尺安装公差。
安装时建议使用安装工具和定位治具。
通过使用安装工具和定位工具,您可以轻松、正确地安装和检查安装状态。
安装位置注意事项
安装秤时请考虑以下几点。
传感器头与刻度表面的间隙
 |
|
| 标尺表面和传感器头之间的间隙保持恒定 | 刻度面与传感头之间的间隙不稳定 |
光栅尺安装面粗糙度
| 秤台安装平整,无凹凸不平 | 安装面不平整 | 安装基准面为曲面 |
 |
||
固定刻度接触面
安装支架的特征频率的基准为 600Hz 以上 * 也可以使用支架的 CAD 数据进行振动分析

传感头安装支架的刚性
安装支架的特征频率的准则为 600 Hz 或更高
* 也可以使用支架的 CAD 数据进行振动分析

刚性不足
对策:
- 使板厚增加支架的刚度
- 将支架固定位置靠近传感器头
- 更大的固定螺丝
秤的安装方法
准备秤安装支架
准备安装秤所需的支架。

安装前ample 使用平行销

标尺和传感器头安装面的确认
对于光栅尺安装面和传感器头安装位置(头支架),请考虑以下允许安装值。

传感器头和标尺的跟踪位置
注意传感头和标尺的轨迹位置(标尺中心和标尺中心)。
如果轨道位置发生偏移,将无法正常运行。
标尺与测头的中心线(CL)公差为CL±0.5mm

安装步骤①至⑧
步骤①:刻度支架的准备
确保止动面或平行销的平行度与 MG(机器导轨)的平行度在 0.1mm 以内,光栅尺安装面的平行度与 MG 的平行度在 0.05mm 以内。

Step②:传感器头支架的准备
确保传感器头支架与光栅尺安装面或 MG 的平行度在 0.1mm 以内,传感器头与光栅尺安装面的垂直度在 0.05mm 以内。 然后确保传感器头安装表面位置距离止动表面或平行销为 16.5±0.5mm。 (感测头厚度:20mm)

步骤③:秤安装
将刻度尺与止动面或平行销接触,并用刻度尺单元随附的螺钉固定。
笔记: 如果使用其他未提供的螺钉,螺钉头可能会从安装表面突出。 请勿使用底部带有大“R”或没有螺纹的螺钉,如下所示。


Step④:检查感应头方向,撕下标签
确保传感器头和刻度的序列号相同。
根据标签检查打印头电缆的方向。
确认后请撕掉标签,否则清关确认不正确。

笔记:
如果组合有不同的序列号,它将无法正常工作。
Step⑤:检查云台支架(Yaw and roll adjustment)
调整传感器头支架的偏航角和滚动角以确认在公差范围内。

传感器头到刻度表面的安装公差

步骤⑥:安装传感器头(间隙和间距调整)+0.065
使用间隙规 t0.185(标尺单元随附)将标尺表面和传感器头检测部分之间的间隙调整为 0.085 -0.185 mm。
使用间隙/间距调整垫片SZ26(另售)可同时进行间隙调整和间距调整。
将 SZ26 插入传感器头和刻度尺之间。 然后在两端轻接触的情况下固定传感头。

卸下 SZ26 并确保t=0.1mm的量规应进入间隙,t=0.25mm的量规不应进入间隙。
步骤⑦-1:检查轨道位置(从正面看)
- 要从秤的前面检查轨道位置,请准备大小合适的块和垫片。
适当尺寸的垫片 包括几张厚度为 0.1 毫米的片材
- 将块推到刻度底面上,并用垫片检查传感器头和块之间的间隙。

步骤⑦-2:检查轨道位置(从后面看)
- 要从秤的背面检查轨道位置,请准备轨道位置检查夹具和垫片。
适当尺寸的垫片 包括几张厚度为 0.1 毫米的片材
- 将夹具压在刻度尺基面上,用垫片检查传感器头和夹具之间的间隙。

步骤⑧:连接电缆
取下防水帽并连接连接线。 (防水帽对边5mm)
在拧紧连接器之前,确保两个 O 形圈没有脱落。
(如果 O 形环掉落,防水性将显着降低。)
将电缆侧连接器与传感器头连接器成一直线,对齐配合键,然后插入。
– 使用指定的拧紧力矩拧紧连接器。
– 如果连接器未充分拧紧,则冷却液可能会通过间隙进入。
– 请勿以过大的扭矩过度拧紧连接器,否则可能会损坏连接器。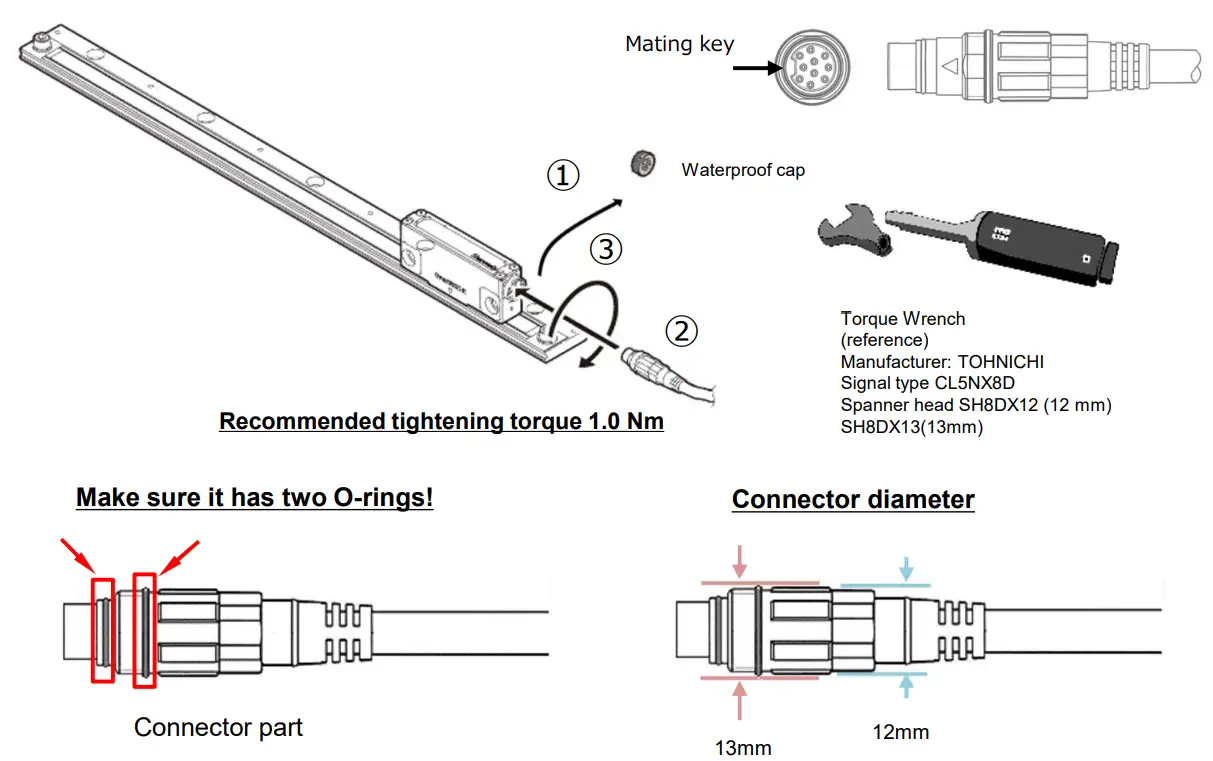
当没有空间使用扭矩扳手时
请使用扭力起子和套筒适配器组合使用的安装工具SZ30(CH22/23专用套筒)。

如何检查秤信号
AC20-B100监控系统
要检查秤信号,使用 AC20-B100(另售)。
使用前需要安装软件。 详情请参考AC20使用说明书。
还需要一根特殊的适配器电缆来连接秤。
AC20-B100信号检测工具
转接线
CE35-02(三菱控制用)
CE36-02(发那科控制用)
CE36-02T01(安川控用)
CE37-02(用于西门子DQ控制)

系统要求
| 物品 | 环境 |
| 中央处理器 | Intel Core i3 或更高版本 |
| 内存 | 1GB 或更高 |
| OS | Windows 7(32 位/64 位) Windows 10(32 位/64 位) |
| 展示 | 1080 x 800 像素或更高 |
| USB | 2.0 |
AC20-B100 屏幕字幕(1.03.0 版)
刻度信号(李萨如波形)、传感器头间隙和报警状态可通过 AC20-B100 检查。
可以通过条形图监控总长度的头部间隙情况。 确保没有出现红色指示。
- 开始时的步骤:与AC20的所有连接⇒ [电源开关] ON ⇒ [测量开关] ON
- 结束步骤: [测量开关] OFF ⇒ [电源开关] OFF ⇒ 拆下秤连接电缆
* 电源由 AC20 提供给秤。 使用两根 USB 电缆以防止电源短路tage.
*AC20启动时会自动识别体重秤,如果不识别请参考下页操作。

AC20不自动识别体重秤时
AC20 可能无法自动识别连接秤。
- 如果AC20版本旧⇒安装新版本
- 如果比例模型不是标准产品 ⇒ 输入比例模型名称并让 AC20 识别 如果不执行自动识别,将在 [电源开关] 打开后立即出现输入以下比例信息的屏幕。
在此屏幕上,AC20 通过输入带有连字符的所有比例模型名称来识别比例。
【程序】

使用定位夹具安装
这里说明的定位夹具是正确再现线性标尺(SQ47)安装支架位置的夹具。 使用停止表面类型支架和头部支架进行说明。
如果此夹具因您机器的机构和配置而不合适,请将其用作参考资料以创建适合您机器的夹具。
*定位治具尺寸图请参考本手册第23页。
头部支架相对于定位夹具的位置
参照安装图检查机头支架位置和螺丝拧紧方向amp如下。


安装步骤①至⑨
* 这是前任amp刻度支架使用止动面型支架。
| 步骤①:固定刻度支架 将标尺支架暂时固定在机器侧后,检查与机器导轨的平行度,然后完全拧紧。 |
步骤②:固定定位治具 将定位夹具连接到刻度支架上的适当位置。 |
 |
|
| 步骤③:安装头托 暂时固定头部支架。 |
步骤④:固定头部支架 将头部支架固定到机器侧。 |
 |
|
步骤⑤:拆除定位治具
拆下固定头托的螺丝,移动设备,滑动头托,检查头托的位置。 检查后,拆下定位夹具。

步骤⑥:秤安装
将刻度尺侧的基准安装面与刻度尺支架的止动面紧贴,用附带的安装螺丝固定。

将标尺底座的参考面压在止动面上
笔记: 如果使用其他未提供的螺钉,螺钉头可能会从安装表面突出。 请勿使用底部带有大“R”或没有螺纹的螺钉,如下所示。


安装工具(选项)
间隙和俯仰调整垫片:
相对于刻度,可以轻松完成传感器头间隙和俯仰方向定位。 t=2.0

SZ30 (AM-000-820-1)
CH22/23专用插座:
在不能使用扭矩扳手的地方有效。
与扭矩驱动器组合,可制成扭矩控制产品。
(参考)
制造商:TOHNICHI 信号式扭力起子
RTD120CN
RTD260CN
AC20-B100
信号检查工具:
您可以在安装秤后检查秤信号和间隙。 您还可以在发生错误时检查信号。
AC20 软件必须提前安装在您的 PC 上。
需另行准备连接秤的专用电缆。

转接线
CE35-02(三菱控制用)
CE36-02(发那科控制用)
CE36-02T01(安川控用)
CE37-02(用于西门子DQ控制)
专用夹具尺寸图(参考资料)
轨道位置确认治具(从背面)
*这个夹具是参考前amp勒。
创建适合您设备的夹具时,请参考此外形图和比例外形图。

定位治具(SQ47 )
*这个夹具是参考前amp勒。
创建适合您设备的夹具时,请参考此外形图和比例外形图。

SZ30(CH22/23专用插座)加工尺寸
*此夹具是 TONE Corporation 的产品。
加工时请参照本加工图。
外形尺寸 (加工前)

制造商:TONE Co., Ltd.
品名:超长插座
型号名称:3S-12L120
| 产品编号 | 对边宽度 (mm) S | 尺寸(毫米)D1 | 尺寸(毫米)D2 | 尺寸(毫米)L1 | 尺寸 (mm) L | 尺寸(毫米)d |
| 3S-12L120 | 12 | 16.8 | 17.3 | 8.0 | 120.0 | 11.0 |
加工尺寸

笔记:
- 本部分不得使用含有 RMS-0002:产品环境技术标准中指定物质的材料。
- 添加后的后部,未标明的角部应为C0.05以下。
- 附加机加工后重新电镀。
![]()
文件/资源
 |
Magnescale SmartScale SQ47 绝对线性编码器 [pdf] 使用说明书 SQ47, SQ57, SmartScale SQ47, 绝对式线性编码器, SmartScale SQ47 绝对式线性编码器, 线性编码器, 编码器 |



