PIT PMAG200-C Manual Instruksi Mesin Las Tiga Fungsi

Cathetan Safety
PÈNGET PÈNGET PÈNGET PÈNGET PÈNGET PÈNGET PÈNGET PÈNGET PÈNGET PÈNGET PÈNGET PÈNGET PÈNGET PÈNGET PÈNGET XNUMX.

Gagal ngetutake bebaya lan instruksi bisa nyebabake kejut listrik, geni lan/utawa ciloko serius.
Simpen kabeh bebaya lan instruksi kanggo referensi ing mangsa ngarep.
Tembung "alat listrik" ing peringatan nuduhake alat listrik utama sing nganggo (kabel) utawa alat listrik sing dioperasikake karo batere (tanpa kabel).
Keamanan area kerja
- Supaya area kerja tetep resik lan cahya sing apik.Ngundang wilayah clurut utawa peteng
- Aja ngoperasikake piranti listrik kanthi bahan peledak kayata ing ngarsane cairan, gas utawa bledug sing gampang kobong. Piranti listrik nggawe kembang api sing bisa nyebabake bledug utawa asap.
- Tansah bocah lan wong sing nonton nalika ngoperasikake daya Gangguan bisa nyebabake sampeyan kelangan kontrol.
Keamanan listrik
- Colok alat listrik kudu cocog karo stopkontak. Aja ngowahi colokan kanthi cara apa wae. Aja nggunakake colokan adaptor kanthi kekuwatan (lemah) Colokan sing ora dimodifikasi lan stopkontak sing cocog bakal nyuda risiko kejut listrik.
- Aja kontak awak karo lumahing lemah utawa lemah, kayata pipa, radiator, kisaran lan kulkas. Ana risiko tambah kejut listrik yen awak wis earthed utawa
- Aja nyedhiyakake piranti listrik ing udan utawa udan. Banyu sing mlebu piranti listrik bakal nambah risiko listrik
- Aja nyiksa kabel. Aja nggunakake kabel kanggo mbeta, narik utawa nyopot piranti listrik. Tetep kabel adoh saka panas, lenga, sudhut cetha lan obah Kabel sing rusak utawa entangled nambah risiko kejut listrik.
- Nalika ngoperasikake alat listrik ing njaba, gunakake kabel ekstensi sing cocog kanggo panggunaan njaba. Panganggone kabel sing cocog kanggo panggunaan njaba bisa nyuda resiko listrik
- Yen ngoperasikake alat listrik ing iklanamp lokasi ora bisa diendhani, nggunakake piranti saiki residual (RCD) sumber dilindhungi. Panganggone RCD nyuda resiko listrik
safety pribadi
- Tetep waspada, nonton apa sing sampeyan lakoni lan gunakake akal sehat nalika ngoperasikake alat listrik. Aja nggunakake alat listrik nalika sampeyan kesel utawa kena pengaruh obat-obatan, alkohol utawa Ora digatekake nalika ngoperasikake alat listrik bisa nyebabake ciloko pribadi sing serius.
- Gunakake proteksi pribadi Tansah nganggo proteksi mripat. Peralatan protèktif kayata topeng bledug, sepatu safety non-slip, topi keras utawa pelindung pangrungu sing digunakake kanggo kahanan sing cocog bakal nyuda ciloko pribadi.
- Nyegah wiwitan sing ora disengaja. Priksa manawa saklar ing posisi mati sadurunge nyambung menyang sumber daya lan/utawa paket baterei, njupuk utawa nggawa Nindakake piranti daya kanthi driji ing saklar utawa piranti daya sing nguripake daya bisa nyebabake kacilakan.
- Copot kunci utawa kunci sing disetel sadurunge ngowahi alat listrik Kunci utawa kunci sing digandhengake karo bagean sing muter ing piranti listrik bisa nyebabake ciloko pribadi.
- Aja overreach. Tansah sikil lan keseimbangan sing tepat ing kabeh wektu. Iki mbisakake kontrol piranti daya sing luwih apik ing wektu sing ora dikarepke
- Klambi Aja nganggo klambi utawa perhiasan sing longgar. Jauhake rambut, sandhangan lan sarung tangan sampeyan saka bagean sing obah. Sandhangan longgar, perhiasan utawa rambut dawa bisa kejiret ing bagean obah.
- Yen piranti disedhiyakake kanggo nyambungake fasilitas ekstraksi bledug lan koleksi, priksa manawa piranti kasebut wis disambungake lan digunakake kanthi bener. Nggunakake koleksi bledug bisa nyuda bledug-related
- Aja nganti kenal karo alat sing kerep digunakake ngidini sampeyan dadi marem lan nglirwakake prinsip safety alat. Tumindak sing ora ati-ati bisa nyebabake ciloko parah sajrone sekedhik.
Panggunaan lan perawatan alat listrik
- Aja meksa alat listrik. Gunakake alat daya sing bener kanggo aplikasi sampeyan. Alat listrik sing bener bakal nindakake tugas sing luwih apik lan luwih aman ing tingkat sing ditindakake
- Aja nggunakake alat daya yen saklar ora nguripake lan mateni. Sembarang alat daya sing ora bisa dikontrol nganggo saklar yaiku
mbebayani lan kudu didandani.
- Copot plug saka sumber daya lan/utawa paket baterei saka piranti daya sadurunge nggawe pangaturan, ngganti aksesoris, utawa nyimpen piranti daya. Langkah-langkah keamanan pencegahan kaya ngono nyuda risiko miwiti alat listrik
- Nyimpen piranti listrik sing ora bisa diakses saka bocah-bocah lan aja ngidini wong sing ora ngerti alat listrik utawa instruksi kasebut kanggo ngoperasikake alat listrik kasebut. Piranti listrik mbebayani ing tangan sing ora dilatih
- Njaga daya Priksa manawa ora sejajar utawa naleni bagean sing obah, bagean sing rusak lan kahanan liyane sing bisa mengaruhi operasi alat listrik. Yen rusak, alat listrik didandani sadurunge digunakake. Akeh kacilakan sing disebabake dening piranti listrik sing ora dirawat.
- Tindakake alat sing tetep cetha lan Piranti nglereni sing dijaga kanthi apik kanthi ujung pemotong sing cetha kurang bisa diikat lan luwih gampang dikontrol.
- Gunakake alat daya, aksesoris lan bit alat lan sapiturute miturut pandhuan kasebut, kanthi nggatekake kahanan kerja lan karya sing bakal ditindakake. Panganggone alat daya kanggo operasi sing beda karo sing dituju bisa nyebabake kahanan sing mbebayani.
- Tansah gagang lan nangkep lumahing garing, resik lan bebas saka lenga lan pelumas. Ngalahake lunyu lan lumahing nangkep ora ngidini kanggo nangani lan ngontrol alat kanthi aman ing wektu sing ora dikarepke.
Layanan
- Nduwe alat listrik sing dilayani dening tukang ndandani sing mumpuni kanthi nggunakake komponen pengganti sing padha. Iki bakal mesthekake yen safety saka alat daya utama-
Instruksi safety kanggo mesin welding listrik
- Priksa manawa stopkontak listrik sing disambungake inverter wis grounded.
- Aja ndemek bagean listrik lan elektroda sing kapapar bagean awak, sarung tangan teles utawa
- Aja miwiti karya nganti sampeyan yakin yen sampeyan wis terisolasi saka lemah lan saka workpiece.
- Priksa manawa sampeyan ana ing aman
- Aja nyedhot asap welding, mbebayani kanggo kesehatan.
- Ventilasi sing cukup kudu disedhiyakake ing papan kerja utawa hood khusus kudu digunakake kanggo mbusak gas sing diasilake sajrone welding.
- Gunakake tameng pasuryan sing cocog, saringan cahya lan sandhangan protèktif kanggo nglindhungi mripat lan awak. Sandhangan kudu kancing kanthi lengkap supaya kembang api lan cipratan ora tiba ing awak.
- Siapke tameng pasuryan utawa langsir cocok kanggo nglindhungi viewer. Kanggo nglindhungi wong liya saka radiasi busur lan logam panas, sampeyan kudu nutupi area kerja nganggo pager tahan geni.
- Kabeh tembok lan lantai ing area kerja kudu dilindhungi saka kemungkinan percikan api lan logam panas supaya ora smoldering lan geni.
- Simpen bahan sing gampang kobong (kayu, kertas, gombal, ) saka papan kerja.
- Nalika welding, iku perlu kanggo nyedhiyani panggonan karo geni extinguishing
- DILARANG:
- Gunakake mesin welding semiotomatis ing damp kamar utawa ing udan;
- Gunakake kabel listrik kanthi insulasi sing rusak utawa sambungan sing ora apik;
- Nindakake karya welding ing wadhah, wadhah utawa pipa sing ngemot zat mbebayani cair utawa gas;
- Nindakake karya welding ing kapal tekanan;
- Sandhangan kerja sing diwarnai lenga, pelumas, bensin lan liya-liyane sing gampang kobong
- Gunakake headphone utawa alat pelindung kuping liyane
- Ngelingake wong sing ana ing kono yen swara mbebayani kanggo pangrungu.
- Yen ana masalah nalika instalasi lan operasi, tindakake pandhuan iki kanggo
- Yen sampeyan ora ngerti manual utawa ora bisa ngatasi masalah karo manual, sampeyan kudu hubungi supplier utawa pusat layanan kanggo profesional.
- Mesin kudu dioperasikake ing kahanan garing kanthi tingkat kelembapan ora ngluwihi 90%.
- Suhu sekitar kudu ing antarane -10 lan 40 derajat
- Aja welding ing srengenge utawa ing banyu tetes. Aja ngidini banyu mlebu ing njero mesin.
- Aja welding ing gas bledug utawa korosif
- Aja welding gas ing aliran udara kuwat
- Wong sing duwe alat pacu jantung kudu takon dhokter sadurunge Amarga medan elektromagnetik bisa ngganggu operasi normal alat pacu jantung.
 Katrangan lan Spesifikasi Produk
Katrangan lan Spesifikasi Produk
Waca kabeh bebaya safety lan kabeh instruksi.
Gagal ngetutake bebaya lan instruksi bisa nyebabake kejut listrik, geni lan/utawa ciloko serius.
Panggunaan sing dikarepake
Semiautomatic inverter jinis mesin welding saiki langsung (sabanjuré diarani minangka produk) dirancang kanggo welding nggunakake cara MIG / MAG (welding karo kabel elektroda ing gas shielded) lan MMA (manual busur welding karo kelet fusible ditutupi elektroda). Produk bisa digunakake kanggo welding macem-macem jinis logam.
Fitur produk
Nomer komponen sing ditampilake nuduhake representasi alat daya ing kaca grafis.
- Kabel reversing polaritas
- Soket sambungan obor
- Konektor daya "+"
- Konektor daya "-"
- Penggemar
- Tombol daya
- Sambungan kanggo shielding gas
- Inlet kabel daya
Data Teknis\
| Model | PMAG200-C |
| 3BUFE WPMUBHF | 190-250V~ /50 Hz |
| 3BUFE QPXFS | 5800 W |
| Range saiki output | 10-200 A |
| Diameter kawat (MIG) | Ø 0-8 mm |
| Diameter elektroda (MMA) | Ø 1.6-4.0 mm (1/16" - 5/32") |
| Diameter elektroda (TIG) | Ø 1.2/1.6/2.0mm |
| Siklus tugas (DC) | 25˫ 60% |
| Bobot | 13 kg |
Isi kiriman
| Mesin welding otomatis | 1 pc |
| Kabel karo wadhah elektroda | 1 pc |
| Kabel karo terminal grounding | 1 pc |
| Kabel obor | 1 pc |
| Welding tameng | 1 pc |
| Sikat palu | 1 pc |
| Manual instruksi | 1 pc |
| Cathetan |
Teks lan nomer instruksi bisa uga ngemot kesalahan teknis lan kesalahan tipografi.
Amarga produk kasebut terus didandani, PIT nduweni hak kanggo ngowahi spesifikasi lan spesifikasi produk sing ditemtokake ing kene tanpa kabar sadurunge.
Preparation kanggo karya
Selehake mesin ing permukaan sing rata. Papan kerja kudu duwe ventilasi sing apik, mesin las ora kena bledug, rereget, kelembapan lan uap aktif. Kanggo njamin ventilasi sing cukup, jarak saka piranti menyang obyek liyane kudu paling sethithik 50 cm.
kawigatosan! Kanggo ngindhari kejut listrik, gunakake mung sumber listrik kanthi konduktor bumi protèktif lan wadhah sing digiling. AJA ngganti plug yen ora pas karo stopkontak. Nanging, tukang listrik sing mumpuni kudu nginstal stopkontak sing cocog.
Njamin safety saka preparation kanggo karya
Sadurunge nguripake produk, setel saklar menyang posisi "0", lan regulator saiki menyang posisi kiwa ekstrem.
Siapke kanggo karya:
- Siapke bagean sing bakal dilas;
- Nyedhiyakake ventilasi sing cukup ing papan kerja;
- Priksa manawa ora ana uap pelarut, bahan sing gampang kobong, mbledhos lan klorin ing udara;
- Priksa kabeh sambungan menyang produk; kudu digawe kanthi bener lan aman;
- Priksa kabel welding, yen rusak kudu diganti;
- Sumber daya kudu dilengkapi protèktif
Yen sampeyan nemoni masalah sing ora bisa ditangani, hubungi pusat layanan.
Kontrol lan Indikator

- Fungsi mriksa gas: mriksa apa gas disambungake menyang mesin lan apa ana gas metu saka obor welding
Indikator fungsi 2.2T: fungsi 2T tegese penet saklar gun supaya bisa digunakake, uculake saklar gun supaya ora bisa digunakake
3.2T/4T tombol switch fungsi: 2T/4T tombol fungsi pilihan
Lampu indikator fungsi 4.4T: Fungsi 4T tegese kanggo mencet tombol gun supaya bisa digunakake, ngeculake saklar gun lan isih bisa digunakake, penet saklar gun maneh kanggo terus digunakake, ngeculake saklar gun kanggo mandheg kerja
- Tombol switch mode pangaturan tunggal (otomatis)/parsial (manual).
- Indikator mode pangaturan tunggal (otomatis)/sebagean (manual): indikator murup nalika ana ing mode pangaturan parsial. Penyesuaian unified tegese arus welding lan vol weldingtage sing diatur synchronously (otomatis) kanggo cocog saben liyane, lan imbuhan sebagean tegese welding saiki lan imbuhan kapisah saka welding voltase (imbuhan manual, kanggo nggunakake profesional)
- angger saiki
- Indikator mode pra-blowing gas: pisanan nyambungake gas, banjur uga
- Indikator status VRD: Mode anti-kejut, nalika lampu indikator urip, ing mode anti-kejut, lan vol outputtage luwih murah tinimbang vol amantage.
- Lampu indikator mode jotosan gas: terus njeblug sirah bedhil pendingin sawise mungkasi welding
- Tombol aktivasi / batal status VRD: aktivasi / mateni fungsi anti-kejut
- Gas ngarep ndamu / tombol ngalih mode ndamu mburi: ndamu gas ngarep lan mburi ndamu pilihan fungsi
- Lampu indikator gas karbon dioksida, nggunakake kawat las 8mm
- Indikator fungsi TIG
- Lampu indikator gas campuran, kanthi kawat las 8mm
- Voltage imbuhan: Welding voltage pangaturan (valid ing mode pangaturan parsial
- Lampu indikator fungsi MMA: lampu urip, tukang las digunakake ing mode welding manual (MMA).
- Indikator flux-cored wire 0
- Tombol switch fungsi MMA, MIG, TIG
- 8 lampu indikator kanggo kabel las fluks-inti
- Fungsi pengawasan kabel: Priksa manawa kabel las disambungake kanthi apik menyang mesin, lan bedhil ora bisa metu saka kabel
- Voltmeter
- Indikator daya ing
- Indikator pangayoman termal
- Amperemeter
Diagram sambungan mesin las
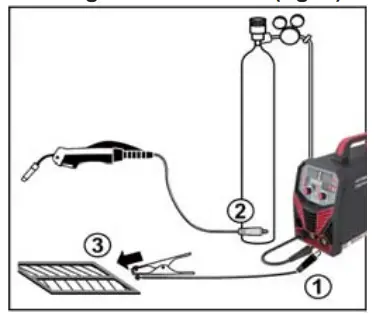
Welding nganggo kawat padat (fi g. 1)
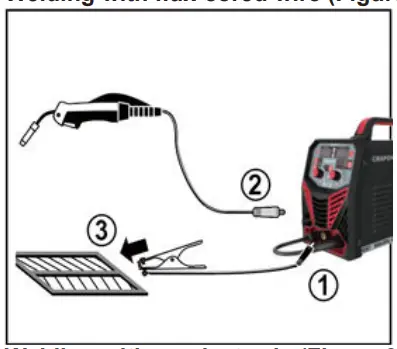
Welding nganggo kabel fl ux-core (Gambar 2)
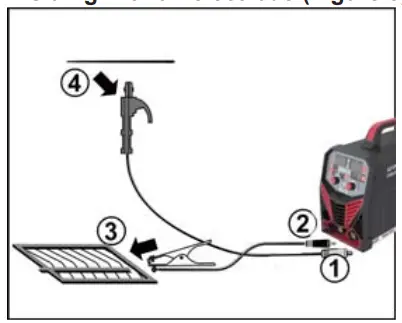
Welding karo elektroda (Gambar 3)
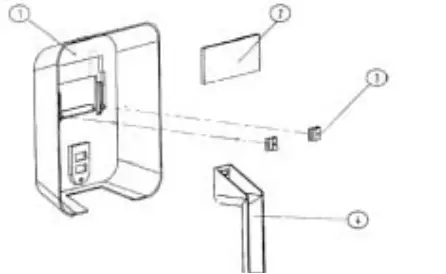
Ngrakit tameng welding
Nyiapake kanggo MIG / MAG Welding Pilih jinis welding sing dibutuhake nggunakake tombol 15. Uga, gunakake saklar 2 kanggo nyetel mode on / off arus welding (2T - welding ditindakake kanthi pemicu obor ditekan, 4T - pencet pisanan saka pemicu obor - ing wiwitan welding, pencet kaping pindho - pungkasan welding).
Fungsi VRD tanggung jawab kanggo ngedhunake vol sirkuit mbukaktage saka sumber kanggo 12-24 volt aman kanggo manungsa, IE voltage irungnya nalika mesin diuripake, nanging ora welding dileksanakake. Sanalika proses welding diwiwiti, VRD mulihake vol operasitage paramèter.
Opsi VRD cocog ing kasus kaya mengkono: Piranti dioperasikake ing kahanan asor udara sing dhuwur; syarat dhuwur kanggo safety ing fasilitas; nggunakake peralatan welding ing wilayah cilik.
Pembakar
Obor welding MIG / MAG kasusun saka basa, kabel nyambungake lan gagang. Dasar nyambungake obor las lan feeder kawat. Kabel sambungan:
A liner-ditutupi nilon diselehake ing tengah kabel kothong. Bagian njero saluran kasebut kanggo pakan kabel. Ruang kosong ing antarane saluran lan kabel kothong digunakake kanggo nyuplai gas pelindung, dene kabel kothong dhewe digunakake kanggo nyuplai arus.
kawigatosan! Sadurunge ngrakit lan mbongkar burner utawa sadurunge ngganti komponen, copot sumber daya.
Pemasangan kumparan
Pilih kabel sing dibutuhake miturut prosedur welding. Dhiameter kabel kudu cocog karo gulungan drive, liner kabel lan tip kontak. Bukak tutup sisih mesin kanggo masang spool kabel. Copot sekrup pangaturan kursi rol, pasang spool ing kursi rol lan pasang nganggo sekrup sing padha. Pungkasan kabel kudu ana ing sangisore drum, ngelawan feeder kabel. Gunakake meneng nyetel kanggo nyetel pasukan penylametan spool. Koil kudu muter kanthi bebas, nanging ora ana puteran kawat sing kudu dibentuk sajrone operasi. Yen hinges kawangun, ngencengi sekrup nyetel liyane. Yen spool beda-beda
kultus kanggo nguripake, loosen meneng.
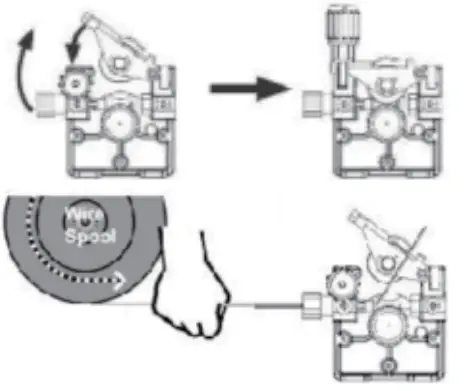
Nglebokake kabel menyang liner kabel
Loosen lan murahake adjuster menyang sampeyan. Angkat roller jiwit;
Cut mati mburi mbengkongaken saka kabel lan thread kabel menyang liner kabel feeder, kempal ing saluran saka drive muter. Priksa manawa bolongan roller cocog karo diameter kabel;
Selehake kabel ing bolongan konektor obor welding, ngeculake roller jiwit, lan bali adjuster menyang posisi vertikal.
Nyetel tekanan saka roller jiwit.
- Nalika welding karo kabel baja, V-alur saka muter drive kudu digunakake;
- Nalika nggunakake kabel flux-cored, alur pindah saka drive roll kudu digunakake (kasedhiyan gumantung ing model lan peralatan piranti).
- Nalika nggunakake kabel aluminium, U-groove saka gulungan drive kudu digunakake (kasedhiyan gumantung ing model lan peralatan saka mesin).
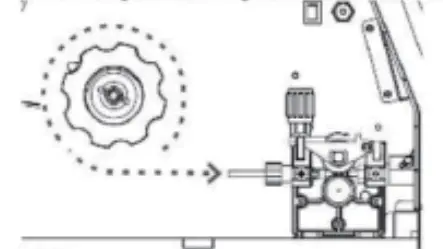
Feed kawat menyang lengen welding
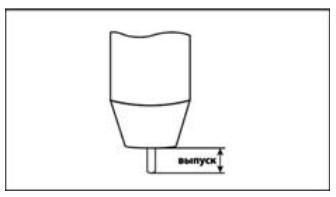
Copot ujung welding ing obor.
Kanggo nyopot kabel menyang lengen obor, uripake sauntara daya kanthi ngoper saklar 6 banjur pencet tombol 16 (umpanan kawat) nganti ngisi saluran selongsong las lan ninggalake obor. Pedhot sumber daya. Wigati! Kanggo free wacana kabel ing
kabel, straighten sadawane kabeh dawa. Nalika dipakani kabel, priksa manawa iku gerakane bebas ing saluran drive muter lan kacepetan feed seragam. Yen tingkat feed ora rata, setel tekanan roller jiwit. Cocokake lan meneng ing tip kontak sing cocog karo diameteripun kabel lan masang muncung.
Mode welding semi-otomatis Mesin iki bisa digunakake nganggo rong jinis kabel las: kabel sing dilapisi tembaga sing padhet ing lingkungan gas pelindung, lan kabel fluks sing dilindhungi dhewe, mula ora dibutuhake silinder gas.
Jinis kabel pangisi sing beda-beda mbutuhake diagram pengkabelan sing beda.
Gas welding (GAS) karo kabel cop-per-plated padhet:
- Sambungake kabel cendhak karo konektor sing ana ing sisih ngisor panel ngarep piranti menyang konektor kiwa ing panel ngarep ("+" terminal).
- Ndandani terminal grounding ing workpiece sing bakal dilas, sambungake konektor ing ujung kabel liyane menyang konektor tengen ing panel ngarep ("-" terminal).
- Priksa tandha ing gulungan feed miturut diameteripun kabel
- Lebokake spool kabel menyang slot.
- Feed kabel menyang obor dening lempitan bali cl muteramp lan masang kabel menyang saluran liwat recess ing
- Nutup roller clamp dening rada tightening clamping sekrup.
- Priksa manawa kanggo cocog diameteripun bolongan tip gun kanggo kabel
- Nguripake mesin lan mbukak kabel nganti metu saka tip kanthi mencet pemicu ing obor.
- Sambungake selang saka regulator gas menyang fitting ing mburi piranti.
- Bukak katup ing silinder gas pelindung, pencet pemicu obor lan setel aliran gas nganggo reducer (biasane aliran gas disetel kaya ing ngisor iki: aliran gas (l / min) = Diameter kabel (mm) x
- Setel mode welding sing dibutuhake nggunakake
- Miwiti
Welding tanpa gas (NO GAS) karo kabel flux-cored self-shielded:
- Sambungake kabel cendhak karo konektor sing ana ing sisih ngisor panel ngarep piranti menyang konektor tengen ing panel ngarep ("-" terminal).
- Ndandani terminal grounding ing workpiece sing bakal dilas, sambungake konektor ing ujung kabel liyane menyang konektor kiwa ing panel ngarep ("+" terminal).
- Priksa tandha ing gulungan feed miturut diameteripun kabel
- Lebokake spool kabel menyang slot.
- Feed kabel menyang obor dening lempitan bali cl muteramp lan masang kabel menyang saluran liwat recess ing
- Nutup roller clamp dening rada tightening clamping sekrup.
- Priksa manawa kanggo cocog diameteripun bolongan tip gun kanggo kabel
- Nguripake mesin lan mbukak kabel nganti metu saka tip kanthi mencet pemicu ing obor.
- Setel mode welding sing dibutuhake nggunakake
Proses welding
Setel arus welding adhedhasar kekandelan materi sing bakal dilas lan diameter kabel elektroda sing digunakake. Kacepetan feed kabel kanthi otomatis disinkronake karo arus welding. Pindhah obor menyang workpiece supaya kabel ora ndemek workpiece, nanging ing jarak sawetara milimeter saka iku. Pencet tombol obor kanggo cahya busur lan miwiti welding. Tombol sing dipencet njamin feed kabel elektroda lan aliran gas pelindung sing disetel dening reducer.
Dawa busur lan kacepetan gerakan elektroda mengaruhi wangun weld.
Operasi polaritas sing bisa diganti Kaping pisanan, kontak daya saka obor welding disambungake menyang "+" ing modul kutub kuwalikan. Iki minangka REVERSE POLARITY. Iki digunakake kanggo welding baja lembaran tipis kanggo stainless steels, alloy steels lan baja karbon dhuwur, kang banget sensitif overheating.
Sajrone welding POLARITY LANGSUNG, paling saka panas klempakan ing produk dhewe, kang nimbulaké ROOT saka las kanggo deepen. Kanggo ngganti polaritas saka mbalikke menyang langsung, perlu kanggo ngalih output kabel daya ing modul saka "+" kanggo "-". Lan ing kasus iki, sambungake kabel karo cl bumiamp menyang workpiece kanthi masang lug kabel daya menyang terminal "+" ing panel ngarep.
Kanggo welding karo kabel flux-cored tanpa gas shielding, POLARITY LANGSUNG digunakake. Ing
kasus iki, liyane panas dadi kanggo produk, lan kabel lan saluran obor welding panas munggah kurang.
Ing pungkasan welding:
- Copot nozzle obor saka lapisan, interrupting busur welding;
- Ngeculake pemicu obor kanggo mungkasi kabel lan feed gas;
- Pedhot pasokan gas kanthi mateni katup pasokan gas saka reducer silinder;
- Pindhah saklar menyang posisi "mati" - mati
Mode pengelasan busur manual (mma)
- Sambungake wadhah elektroda menyang terminal "-" piranti, kabel grounding menyang "+"
terminal piranti (polaritas langsung), utawa kosok balene, yen dibutuhake dening kondisi welding lan / utawa merek elektroda:
Ing welding busur manual, rong jinis sambungan dibedakake: polaritas langsung lan mbalikke. Polaritas "langsung" sambungan: elektroda - "minus", bagean sing dilas - "plus". Sambungan kasebut lan arus polaritas lurus cocok kanggo nglereni logam lan ngelas kekandelan gedhe sing mbutuhake panas sing akeh kanggo anget.
Polaritas "Balik" (elektroda - "plus", bagean
- "minus") digunakake nalika ngelas kekandelan cilik lan tembok tipis Kasunyatane yaiku ing kutub negatif (katoda) busur listrik, suhu tansah luwih murah tinimbang ing positif (anoda), amarga elektroda kasebut. nyawiji luwih cepet, lan dadi panas saka bagean sudo - lan bebaya saka burnout uga suda.
- Setel ngalih mode kanggo MMA
- Setel saiki welding miturut jinis lan diameteripun elektroda lan miwiti
- Arus las diatur dening regulator saiki, nilai nyata arus sajrone operasi ditampilake ing ammeter.
- Eksitasi busur ditindakake kanthi ndemek ujung elektroda menyang prodhuk lan ditarik menyang posisi sing dibutuhake - Secara teknis, proses iki bisa ditindakake kanthi rong cara:
- Kanthi ndemek elektroda bali menyang mburi lan narik munggah;
- Kanthi striking mburi elektroda kaya match ing lumahing ing
manungsa waé! Aja ngalahake elektroda ing lumahing apa nalika nyoba kanggo ignite busur, amarga iki bisa ngrusak lan luwih complicate kontak saka busur.
- Sanalika busar nyerang, elektroda kudu dicekel ing jarak kasebut saka benda kerja sing cocog karo diameter elektroda. Kanggo entuk jahitan sing seragam, luwih penting kanggo njaga jarak kasebut kanthi konstan. Sampeyan uga kudu eling yen inklinasi sumbu elektroda kudu kira-kira 20-30 derajat, kanggo kontrol visual sing luwih apik saka tuntunan jahitan welding.
- Nalika ngrampungake las, tarik elektroda mundur sethithik kanggo ngisi kawah las, banjur angkat kanthi cepet nganti busur.
Tabel parameter welding (mung kanggo referensi)
| Ketebalan logam, mm | Diameter kabel sing disaranake, mm | ||||||
| Kawat padhet | Kawat fluks | ||||||
| 0,6 | 0,8 | 0,9 | 1,0 | 0,8 | 0,9 | 1,2 | |
| 0,6 | + | ||||||
| 0,75 | + | + | + | ||||
| 0,9 | + | + | + | + | |||
| 1,0 | + | + | + | + | + | ||
| 1,2 | + | + | + | + | + | ||
| 1,9 | + | + | + | + | + | + | |
| 3,0 | + | + | + | + | + | ||
| 5,0 | + | + | + | + | |||
| 6,0 | + | + | + | ||||
| 8,0 | + | + | |||||
| 10,0 | + | + | |||||
| 12,0 | + | + | |||||
| Kanggo welding kualitas dhuwur saka logam karo kekandelan saka 5 mm utawa luwih, iku perlu kanggo chamfer pinggiran mburi bagean ing titik gabung utawa welding ing sawetara liwat. | |||||||
Setelan aliran gas kanggo welding MIG, MAG
Parameter kekuatan saiki lan diameter elektroda nalika welding MMA
| Diameter elektroda, mm | Arus las, A
Minimal Maksimal |
|
| 1,6 | 20 | 50 |
| 2,0 | 40 | 80 |
| 2,5 | 60 | 110 |
| 3,2 | 80 | 160 |
| 4,0 | 120 | 200 |
Karakteristik jahitan las
Gumantung ing amperage lan kacepetan elektroda, sampeyan bisa entuk asil ing ngisor iki:

1.obah alon banget saka elektroda
2. busur cendhak banget
3. Saiki welding banget kurang 4. gerakan elektroda cepet banget 5. busur dawa banget
6. Saiki welding dhuwur banget 7. jahitan normal
Disaranake sampeyan nindakake sawetara las test kanggo entuk sawetara katrampilan praktis.
Mateni mesin las. Proteksi termal
Mesin las sampeyan dilengkapi proteksi termal kanggo nyegah panas banget ing bagean elektronik mesin. Yen suhu ngluwihi, saklar termal bakal mateni piranti kasebut. Operasi saka pangayoman termal dituduhake dening cahya saka indikator.
kawigatosan! Nalika suhu bali menyang suhu operasi normal, voltage bakal diwenehake menyang elektroda kanthi otomatis. Aja ninggalake prodhuk unattended sak iki wektu, nanging nduwèni elektroda lying ing lemah utawa ing bagean bakal gandheng.
Disaranake sampeyan mateni piranti kanthi saklar sajrone wektu iki.
Iku normal kanggo prodhuk dadi panas sak operasi.
kawigatosan! Kanggo ngindhari kerusakan utawa kegagalan mesin las sing durung wayahe (utamane kanthi asring saklar termal), sadurunge nerusake kerja, goleki sebabe proteksi termal rusak. Kanggo nindakake iki, copot sambungan piranti saka sumber daya lan deleng bagean "Kemungkinan malfungsi lan cara ngilangi" ing Manual iki.
Kemungkinan malfunctions lan cara ngilangi
Ngawasi kondisi produk sing apik. Yen katon mambu sing curiga, kumelun, geni, kembang api, mateni piranti kasebut, copot saka sumber listrik lan hubungi pusat layanan khusus.
Yen sampeyan nemokake ana sing ora normal ing pengoperasian produk, langsung mandheg nggunakake. Amarga kerumitan teknis produk, kritéria negara watesan ora bisa ditemtokake dening pangguna kanthi mandiri.
Ing kasus sing katon utawa dicurigai malfungsi, deleng bagean "Kamungkinan malfungsi lan cara ngilangi". Yen ora ana malfunction ing dhaftar utawa.
Yen sampeyan ora bisa ndandani, hubungi pusat layanan khusus.
Kabeh karya liyane (kalebu ndandani) kudu ditindakake mung dening spesialis pusat layanan.
| Masalah | Kemungkinan alesan | Solusi | |
|
1 |
Indikator ing proteksi termal |
Voltage dhuwur banget | Pateni sumber daya; Priksa panganan utama; Nguripake mesin maneh nalika voltage wis biasa. |
| Voltage kurang banget | |||
| Aliran udara sing ora apik | Ngapikake aliran udara | ||
| Proteksi termal piranti kasebut wis dipicu | Ayo piranti dadi adhem | ||
|
2 |
Ora ana feed kabel |
Kabel feed knob minimal | Nyetel |
| Kelet tip saiki | Ganti tip | ||
| Roller feed ora cocog karo diameter kabel | Sijine ing roller tengen | ||
|
3 |
Kipas angin ora bisa utawa muter alon-alon | Tombol daya ora bisa | Hubungi pusat layanan |
| Kipas angin rusak | |||
| Sambungan penggemar sing ora apik | Priksa sambungan | ||
|
4 |
Busur ora stabil, spatter gedhe |
Kontak bagean miskin | Ngapikake kontak |
| Kabel jaringan banget tipis, daya ilang | Ngganti kabel jaringan | ||
| Input voltage kurang banget | Tambah volume inputtage karo regulator | ||
| Bagian burner wis entek | Ganti bagean burner | ||
| 5 | Arc ora nyerang | Kabel las putus | Priksa kabel |
| Bagian kasebut reged, ing cat, ing teyeng | Ngresiki bagean | ||
|
6 |
Ora ana gas pelindung |
Burner ora disambungake kanthi bener | Sambungake burner kanthi bener |
| Selang gas kinked utawa rusak | Priksa selang gas | ||
| Sambungan selang kenthel | Priksa sambungan selang | ||
| 7 | Liyane | Hubungi pusat layanan |
Simbol grafis lan data teknis
| U0…….V | Simbol iki nuduhake sekunder ora mbukak voltage (ing volt). |
| X | Simbol iki nuduhake siklus tugas sing dirating. |
| I2……A | Simbol iki nuduhake arus welding ing AMPS. |
| U2……V | Simbol iki nuduhake vol weldingtage ing VOLTS. |
| U1 | Simbol iki nuduhake volume pasokan sing diratingtage. |
| I1max…A | Simbol iki nuduhake arus diserep maksimum unit welding ing AMP. |
| I1eff…A | Simbol iki nuduhake arus diserep maksimum unit welding ing AMP. |
| IP21S | Simbol iki nuduhake kelas proteksi unit welding. |
| S | Simbol iki nuduhake yen unit welding cocok kanggo digunakake ing lingkungan sing ana risiko kejut listrik. |
 |
Simbol iki nuduhake maca instruksi operasi kasebut kanthi teliti sadurunge operasi. |
| |
Simbol iki nuduhake unit welding iku siji phased DC welder. |
 |
Simbol iki nuduhake fase daya lan frekuensi baris ing Hertz. |
Maintenance lan Service
Maintenance lan Cleaning
- Tarik plug metu saka soket sadurunge nindakake karya ing daya
- Copot bledug kanthi udhara sing garing lan resik kanthi rutin. Yen mesin las dioperasikake ing lingkungan sing ana asap sing kuwat lan hawa sing polusi, mesin kasebut kudu diresiki paling ora sapisan.
- Tekanan udara sing dikompres kudu ana ing jarak sing cukup kanggo nyegah karusakan komponen cilik lan sensitif ing
- Priksa sirkuit internal mesin welding kanthi rutin lan priksa manawa sambungan sirkuit disambungake kanthi bener lan kenceng (utamane konektor plug-in lan komponen). Yen skala lan karat ditemokake, resiki, banjur sambungake maneh
- Nyegah banyu lan uap ora mlebu ing mesin. Yen mengkono, please jotosan garing lan mriksa jampel saka
- Yen mesin las ora bakal digunakake kanggo dangu, iku kudu dilebokake ing kothak packing lan disimpen ing garing lan resik.
Kanggo ngindhari bebaya safety, yen kabel sumber daya kudu diganti, iki kudu ditindakake dening PIT utawa pusat layanan sawise dodolan sing duwe wewenang kanggo ndandani alat listrik PIT.
Layanan
- Ndandani piranti listrik mung dening personel sing mumpuni lan mung nganggo komponen panggantos asli. Iki njamin safety saka alat daya.
Dhaptar pusat layanan sah bisa viewed ing fficial websitus PIT kanthi tautan: https://pittools.ru/servises/
Panyimpenan lan transportasi
Mesin welding kudu disimpen ing kamar sing ditutup kanthi ventilasi alami ing suhu saka 0 nganti + 40 ° C lan kelembapan relatif nganti + 80%. Anane uap asam, alkali lan impurities agresif liyane ing udhara ora diidini.
Produk bisa diangkut nganggo sembarang jinis transportasi tertutup ing kemasan pabrikan utawa tanpa, nalika njaga prodhuk saka karusakan mekanis, udan atmosfer.
 Mbuwang sampah
Mbuwang sampah
Piranti listrik, baterei, aksesoris lan bahan kemasan sampah sing rusak kudu didaur ulang lan digunakake maneh kanthi cara sing ramah lingkungan.
Aja mbuwang piranti listrik lan akumulator / baterei menyang sampah rumah tangga umum!
Nomer seri produk interpretasi nomer seri
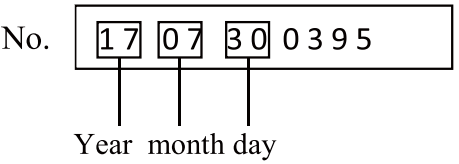
Digit pisanan lan nomer loro saka nomer seri produk saka kiwa menyang tengen
Taun produksi, angka katelu lan kaping papat nuduhake sasi produksi.
Angka kaping lima lan enem nuduhake dina produksi.
SYARAT-SYARAT LAYANAN JAMINAN
- Sertifikat Garansi iki mung siji-sijine dokumen sing ngonfirmasi hak sampeyan kanggo gratis garansi Tanpa menehi sertifikat iki, ora ana klaim sing ditampa. Yen ilang utawa rusak, sertifikat garansi ora dibalekake maneh.
- Periode babar pisan kanggo mesin listrik yaiku 12 sasi wiwit tanggal adol, sajrone periode garansi, departemen layanan ngilangi cacat manufaktur lan ngganti bagean sing gagal amarga kesalahan pabrikan kanthi gratis. Ing ndandani garansi, produk sing bisa digunakake sing padha ora kasedhiya. Bagian sing bisa diganti dadi properti panyedhiya layanan.
PIT ora tanggung jawab kanggo karusakan apa wae sing bisa disebabake dening operasi mesin listrik.
- Mung alat sing resik sing diiringi dokumen sing ditindakake kanthi bener ing ngisor iki: Sertifikat Garansi iki, Kartu Garansi, kanthi kabeh lapangan diisi, ngemotamp saka organisasi perdagangan lan teken saka panuku, bakal ditampa babar pisan
- Ndandani garansi ora ditindakake ing kasus ing ngisor iki:
- yen ora ana Sertifikat Garansi lan Kertu Garansi utawa eksekusi sing ora bener;
- kanthi gagal rotor lan stator mesin listrik, gulung utawa leleh utami trafo mesin las, piranti ngisi daya utawa wiwitan, kanthi bagian internal leleh, ngobong papan sirkuit elektronik;
- yen Sertifikat Garansi utawa Kertu Garansi
ora cocog karo mesin listrik iki utawa formulir sing ditetepake dening supplier;
- sawise kadaluwarsa periode babar pisan;
- nalika nyoba mbukak utawa ndandani mesin listrik ing njaba bengkel garansi; nggawe owah-owahan mbangun lan lubrication alat sajrone periode babar pisan, minangka bukti, kanggo example, dening creases ing bagean spline saka fasteners non-rotasi
- nalika nggunakake piranti listrik kanggo produksi utawa tujuan liyane sing digandhengake karo nggawe bathi, uga ing kasus malfunctions related kanggo kahanan kang ora tetep paramèter jaringan daya ngluwihi norma ditetepake dening GOST;
- ing kasus operasi sing ora bener (nggunakake mesin listrik kanggo tujuan liyane, lampiran menyang mesin listrik lampiran, aksesoris, ora diwenehake dening pabrikan);
- kanthi karusakan mekanis ing kasus kasebut, kabel listrik lan yen ana kerusakan sing disebabake dening agen agresif lan suhu dhuwur lan kurang, mlebune obyek manca ing jaringan ventilasi mesin listrik, uga yen ana karusakan. asil saka panyimpenan sing ora bener (karat bagian logam);
- nyandhang alami ing bagean mesin listrik, minangka akibat saka operasi jangka panjang (ditemtokake adhedhasar tandha-tandha penipisan lengkap utawa sebagean saka umur rata-rata sing ditemtokake, kontaminasi gedhe, anane teyeng ing njaba lan njero. mesin listrik, pelumas sampah ing gearbox);
- nggunakake alat kanggo tujuan liyane saka sing ditemtokake ing operasi
- karusakan mechanical kanggo alat;
- yen ana kerusakan amarga ora netepi kahanan operasi sing ditemtokake ing instruksi kasebut (pirsani bab "Panyegahan Keamanan" ing Manual).
- karusakan ing produk amarga ora netepi aturan panyimpenan lan transportasi.
- ing cilik saka kontaminasi internal kuwat saka alat.
Pangopènan preventif mesin listrik (ngresiki, ngumbah, pelumasan, panggantos anthers, piston lan dering sealing) sajrone wektu garansi yaiku layanan sing dibayar.
Urip layanan produk yaiku 3 taun. Urip beting yaiku 2 taun. Ora dianjurake kanggo operasi sawise 2 taun panyimpenan wiwit tanggal pabrik, sing dituduhake ing nomer seri ing label instrumen, tanpa verifikasi awal (kanggo definisi
tanggal pabrik, deleng Manual pangguna sadurunge).
Pamilik diwenehi kabar babagan kemungkinan nglanggar syarat-syarat layanan wawaran ing ndhuwur sawise diagnosa rampung ing pusat layanan.
Pemilik alat kasebut ngandelake prosedur diagnostik sing bakal ditindakake ing pusat layanan nalika ora ana.
Aja ngoperasikake mesin listrik yen ana tandha panas banget, sparking, utawa swara ing gearbox. Kanggo nemtokake sabab saka malfunction, panuku kudu hubungi pusat layanan babar pisan.
Malfunctions disebabake telat panggantos saka sikat karbon engine wis ngilangi ing beyo saka panuku.
- Garansi ora kalebu:
- aksesoris panggantos (aksesoris lan komponen), contoneample: baterei, cakram, bilah, mata bor, borer, chuck, chain, sprockets, collet clamps, rel panuntun, unsur tension lan fastening, trimming kepala piranti, dasar mesin grinding lan sander sabuk, sirah heksagonal,
- bagean nganggo cepet, kanggo Example: sikat karbon, sabuk drive, segel, tutup protèktif, rol panuntun, guide, segel karet, bantalan, sabuk untu lan rodha, shanks, sabuk rem, ratchet lan tali wiwitan, dering piston, panggantos nalika periode babar pisan. layanan mbayar;
- kabel listrik, yen ana karusakan ing insulasi, kabel listrik kudu diganti tanpa idin saka pemilik (layanan sing dibayar);
- kasus alat.
Waca Liyane Babagan Manual Iki & Unduh PDF:
Dokumen / Sumber Daya
 |
PIT PMAG200-C Tiga Fungsi Welding Machine [pdf] Instruksi Manual PMAG200-C, PMAG200-C Mesin Las Tiga Fungsi, Mesin Las Tiga Fungsi, Mesin Las Fungsi, Mesin Las, Mesin, MIG-MMA-TIG-200A |