PIT PMAG200-C Three Function Welding Machine Manu-manong Instruksyon

Mga Tala sa Kaligtasan
Pangkalahatang Mga Babala sa Kaligtasan sa Power Tool BABALA Basahin ang lahat ng mga babala sa kaligtasan at lahat ng mga tagubilin.

Ang hindi pagsunod sa mga babala at tagubilin ay maaaring magresulta sa electric shock, sunog at/o malubhang pinsala.
I-save ang lahat ng babala at tagubilin para sa sanggunian sa hinaharap.
Ang term na "tool ng kuryente" sa mga babala ay tumutukoy sa iyong pangunahing soperated (corded) na tool ng kuryente o tool na pinapatakbo ng baterya (walang kurdon) na tool.
Kaligtasan sa lugar ng trabaho
- Panatilihing malinis at maliwanag ang lugar ng trabaho.Mag-aanyaya ang mga kalat-kalat o madilim na lugar
- Huwag patakbuhin ang mga power tool sa paputok tulad ng sa pagkakaroon ng mga nasusunog na likido, gas o alikabok. Ang mga power tool ay lumilikha ng mga spark na maaaring mag-apoy sa alikabok o usok.
- Ilayo ang mga bata at bystanders habang nagpapatakbo ng power Ang mga distraksyon ay maaaring magdulot sa iyo na mawalan ng kontrol.
Kaligtasan ng elektrikal
- Dapat tumugma ang mga plugs ng tool ng kuryente sa outlet. Huwag kailanman baguhin ang plug sa anumang paraan. Huwag gumamit ng anumang mga adapter plug na may earthed (grounded) na kapangyarihan Ang mga hindi binagong plug at magkatugmang saksakan ay magbabawas sa panganib ng electric shock.
- Iwasan ang pagkakadikit ng katawan sa mga naka-ground o grounded na ibabaw, tulad ng mga tubo, radiator, range at refrigerator. Mayroong mas mataas na panganib ng electric shock kung ang iyong katawan ay nakalupa o
- Huwag ilantad ang mga power tool sa ulan o basang kondisyon. Ang tubig na pumapasok sa isang power tool ay magpapataas ng panganib ng kuryente
- Huwag abusuhin ang kurdon. Huwag kailanman gamitin ang kurdon para sa pagdadala, paghila o pag-unplug sa power tool. Ilayo ang kurdon sa init, langis, matutulis na gilid at gumagalaw Ang mga nasira o nabuhol na mga kurdon ay nagpapataas ng panganib ng electric shock.
- Kapag nagpapatakbo ng power tool sa labas, gumamit ng extension cord na angkop para sa labas ng pinto. Ang paggamit ng kurdon na angkop para sa paggamit sa labas ng pinto ay nagbabawas sa panganib ng kuryente
- Kung nagpapatakbo ng power tool sa adamp hindi maiiwasan ang lokasyon, gumamit ng residual current device (RCD) protected supply. Ang paggamit ng RCD ay binabawasan ang panganib ng kuryente
Personal na kaligtasan
- Manatiling alerto, panoorin kung ano ang iyong ginagawa at gumamit ng sentido komun kapag nagpapatakbo ng power tool. Huwag gumamit ng power tool habang ikaw ay pagod o nasa ilalim ng impluwensya ng mga droga, alkohol o Ang isang sandali ng kawalan ng pansin habang nagpapatakbo ng mga power tool ay maaaring magresulta sa malubhang personal na pinsala.
- Gumamit ng personal na proteksiyon Laging magsuot ng proteksyon sa mata. Ang mga kagamitang pang-proteksyon tulad ng dust mask, non-skid safety shoes, hard hat o pandinig na proteksyon na ginagamit para sa naaangkop na mga kondisyon ay makakabawas sa mga personal na pinsala.
- Pigilan ang hindi sinasadyang pagsisimula. Tiyaking naka-off-position ang switch bago kumonekta sa power source at/o battery pack, kunin o bitbitin ang Ang pagdadala ng mga power tool gamit ang iyong daliri sa switch o ang mga power tool na nagbibigay lakas na may switch on ay nag-aanyaya ng mga aksidente.
- Alisin ang anumang key sa pag-aayos o wrench bago i-on ang power tool Ang wrench o isang susi na naiwang nakakabit sa isang umiikot na bahagi ng power tool ay maaaring magresulta sa personal na pinsala.
- Huwag mag-overreach. Panatilihin ang wastong footing at balanse sa lahat ng oras. Ito ay nagbibigay-daan sa mas mahusay na kontrol ng power tool sa hindi inaasahang pagkakataon
- Damit Huwag magsuot ng maluwag na damit o alahas. Panatilihin ang iyong buhok, damit at guwantes na malayo sa mga gumagalaw na bahagi. Ang mga maluwag na damit, alahas o mahabang buhok ay maaaring nasabit sa mga gumagalaw na bahagi.
- Kung ang mga kagamitan ay ibinigay para sa pagkonekta ng mga pasilidad sa pagkuha ng alikabok at pagkolekta, tiyaking nakakonekta ang mga ito at wastong ginagamit. Ang paggamit ng koleksyon ng alikabok ay maaaring mabawasan ang nauugnay sa alikabok
- Huwag hayaan ang pamilyar na nakuha mula sa madalas na paggamit ng mga tool ay nagbibigay-daan sa iyo na maging kampante at huwag pansinin ang kaligtasan ng tool. Ang walang ingat na pagkilos ay maaaring magdulot ng matinding pinsala sa loob ng isang bahagi ng isang segundo.
Paggamit at pangangalaga ng power tool
- Huwag pilitin ang power tool. Gamitin ang tamang power tool para sa iyong aplikasyon. Ang tamang power tool ay gagawa ng trabaho nang mas mahusay at mas ligtas sa rate kung saan ito ay ginawa
- Huwag gamitin ang power tool kung hindi naka-on at naka-off ang switch. Anumang power tool na hindi makokontrol gamit ang switch ay
mapanganib at dapat ayusin.
- Idiskonekta ang plug mula sa power source at/o ang battery pack mula sa power tool bago gumawa ng anumang pagsasaayos, pagpapalit ng mga accessory, o pag-imbak ng mga power tool. Ang nasabing mga panukalang pangkaligtasan ay nagbabawas ng panganib na simulan ang tool na kuryente
- Itabi ang mga idle power tool sa hindi maaabot ng mga bata at huwag payagan ang mga taong hindi pamilyar sa power tool o ang mga tagubiling ito na patakbuhin ang power tool. Mapanganib ang mga tool sa kuryente sa mga kamay ng hindi sanay
- Panatilihin ang kapangyarihan Suriin kung may maling pagkakahanay o pagkakatali ng mga gumagalaw na bahagi, pagkasira ng mga piyesa at anumang iba pang kundisyon na maaaring makaapekto sa pagpapatakbo ng power tool. Kung nasira, ipaayos ang power tool bago gamitin. Maraming mga aksidente ang sanhi ng hindi maayos na pagpapanatili ng mga kagamitan sa kuryente.
- Panatilihing matalim ang mga tool sa paggupit at Ang wastong pinapanatili na mga tool sa paggupit na may matutulis na mga gilid ay mas malamang na magbigkis at mas madaling kontrolin.
- Gamitin ang power tool, accessories at tool bits atbp. alinsunod sa mga tagubiling ito, na isinasaalang-alang ang mga kondisyon sa pagtatrabaho at ang trabahong gagawin. Ang paggamit ng power tool para sa mga operasyong iba sa mga nilalayon ay maaaring magresulta sa isang mapanganib na sitwasyon.
- Panatilihing tuyo, malinis at walang mantika at mantika ang mga hawakan at panghawak na ibabaw. Ang madulas na mga hawakan at nakakapit na ibabaw ay hindi nagpapahintulot para sa ligtas na paghawak at kontrol ng tool sa hindi inaasahang pagkakataon
Serbisyo
- Ipaserbisyuhan ang iyong power tool ng isang kwalipikadong tagapag-ayos na gumagamit lamang ng magkaparehong mga kapalit na piyesa. Titiyakin nito na ang kaligtasan ng power tool ay pangunahing-
Mga tagubilin sa kaligtasan para sa electric welding machine
- Tiyaking naka-ground ang saksakan ng kuryente kung saan nakakonekta ang inverter.
- Huwag hawakan ang mga nakalantad na bahagi ng kuryente at elektrod na may mga nakalantad na bahagi ng katawan, basang guwantes o
- Huwag simulan ang trabaho hangga't hindi ka sigurado na ikaw ay insulated mula sa lupa at mula sa workpiece.
- Tiyaking nasa ligtas ka
- Huwag lumanghap ng welding fumes, nakakapinsala sila sa kalusugan.
- Ang sapat na bentilasyon ay dapat ibigay sa lugar ng trabaho o ang mga espesyal na hood ay dapat gamitin upang alisin ang mga gas na nabuo sa panahon ng hinang.
- Gumamit ng angkop na face shield, light filter at protective clothing para protektahan ang iyong mga mata at katawan. Ang damit ay dapat na naka-button nang buo upang ang mga spark at splashes ay hindi mahulog sa katawan.
- Maghanda ng angkop na panangga sa mukha o kurtina upang protektahan ang vieweh. Upang maprotektahan ang ibang tao mula sa arc radiation at mainit na mga metal, dapat mong lagyan ng fireproof na bakod ang lugar ng trabaho.
- Ang lahat ng mga dingding at sahig sa lugar ng trabaho ay dapat na protektado mula sa posibleng mga spark at mainit na metal upang maiwasan ang nagbabaga at sunog.
- Ilayo ang mga nasusunog na materyales (kahoy, papel, basahan, ) sa lugar ng trabaho.
- Kapag nagwe-welding, kinakailangang bigyan ang lugar ng trabaho ng pamatay ng apoy
- BAWAL:
- Gamitin ang semiautomatic welding machine sa damp mga silid o sa ulan;
- Gumamit ng mga kableng elektrikal na may sira na pagkakabukod o mahihirap na koneksyon;
- Magsagawa ng welding work sa mga lalagyan, lalagyan o tubo na naglalaman ng likido o gas na mapanganib na mga sangkap;
- Magsagawa ng welding work sa mga pressure vessel;
- Kasuotang pangtrabaho na may mantsa ng mantika, grasa, gasolina at iba pang nasusunog
- Gumamit ng mga headphone o iba pang proteksiyon sa tainga-
- Babalaan ang mga nanood na ang ingay ay nakakapinsala sa pandinig.
- Kung may mga problema sa panahon ng pag-install at pagpapatakbo, mangyaring sundin ang manu-manong tagubiling ito upang
- Kung hindi mo lubos na nauunawaan ang manwal o hindi mo malutas ang problema sa manwal, dapat kang makipag-ugnayan sa supplier o service center para sa propesyonal.
- Ang makina ay dapat na patakbuhin sa mga tuyong kondisyon na may antas ng halumigmig na hindi lalagpas sa 90%.
- Ang temperatura sa paligid ay dapat nasa pagitan ng -10 at 40 degrees
- Iwasan ang pagwelding sa araw o sa ilalim ng tubig mga droplet. Huwag hayaang makapasok ang tubig sa loob ng makina.
- Iwasan ang pagwelding sa maalikabok o kinakaing gas
- Iwasan ang gas welding sa malakas na daloy ng hangin
- Ang isang manggagawa na may naka-install na pacemaker ay dapat kumonsulta sa doktor bago Dahil ang electromagnetic field ay maaaring makagambala sa normal na operasyon ng pacemaker.
 Paglalarawan at Pagtutukoy ng Produkto
Paglalarawan at Pagtutukoy ng Produkto
Basahin ang lahat ng mga babala sa kaligtasan at lahat ng mga tagubilin.
Ang hindi pagsunod sa mga babala at tagubilin ay maaaring magresulta sa electric shock, sunog at/o malubhang pinsala.
Sinasadyang paggamit
Semiautomatic inverter type direct current welding machine (simula dito tinutukoy bilang produkto) ay idinisenyo para sa hinang gamit ang mga pamamaraan ng MIG / MAG (welding na may electrode wire sa isang shielded gas) at MMA (manual arc welding na may stick fusible covered electrodes). Ang produkto ay maaaring gamitin para sa hinang iba't ibang uri ng mga metal.
Mga tampok ng produkto
Ang pagnunumero ng mga bahaging ipinapakita ay tumutukoy sa representasyon ng power tool sa mga graphic na pahina.
- Polarity reversing cable
- Socket ng koneksyon ng tanglaw
- Power connector "+"
- Power connector "-"
- Fan
- Power button
- Koneksyon para sa shielding gas
- Power cable pumapasok
Teknikal na data\
| Modelo | PMAG200-C |
| 3BUFE WPMUBHF | 190-250V~ /50 Hz |
| 3BUFE QPXFS | 5800 W |
| Kasalukuyang saklaw ng output | 10-200 A |
| Wire diameter (MIG) | Ø 0-8mm |
| Electrode diameter (MMA) | Ø 1.6-4.0 mm (1/16” – 5/32”) |
| Electrode diameter (TIG) | Ø 1.2/1.6/ 2.0mm |
| Duty cycle (DC) | 25 ˫ 60% |
| Timbang | 13 kg |
Mga nilalaman ng paghahatid
| Awtomatikong welding machine | 1pc |
| Cable na may electrode holder | 1pc |
| Cable na may grounding terminal | 1pc |
| Kable ng tanglaw | 1pc |
| Welding shield | 1pc |
| Sipilyo ng martilyo | 1pc |
| Manwal ng pagtuturo | 1pc |
| Tandaan |
Ang teksto at mga numero ng mga tagubilin ay maaaring naglalaman ng mga teknikal na error at typographical na mga error.
Dahil ang produkto ay patuloy na pinapabuti, inilalaan ng PIT ang karapatang gumawa ng mga pagbabago sa mga detalye at mga detalye ng produkto na tinukoy dito nang walang paunang abiso.
Paghahanda para sa trabaho
Ilagay ang makina sa isang patag na ibabaw. Ang lugar ng trabaho ay dapat na mahusay na maaliwalas, ang welding machine ay hindi dapat malantad sa alikabok, dumi, kahalumigmigan at aktibong singaw. Upang matiyak ang sapat na bentilasyon, ang distansya mula sa aparato sa iba pang mga bagay ay dapat na hindi bababa sa 50 cm.
PANSIN! Para maiwasan ang electric shock, gumamit lamang ng mga electrical mains na may protective earth conductor at grounded receptacles. HUWAG baguhin ang plug kung hindi ito kasya sa labasan. Sa halip, ang isang kwalipikadong electrician ay dapat mag-install ng naaangkop na outlet.
Tinitiyak ang kaligtasan ng paghahanda para sa trabaho
Bago i-on ang produkto, itakda ang switch sa "0" na posisyon, at ang kasalukuyang regulator sa matinding kaliwang posisyon.
Maghanda para sa trabaho:
- Ihanda ang mga bahagi na hinangin;
- Magbigay ng sapat na bentilasyon sa lugar ng trabaho;
- Siguraduhin na walang solvent vapors, nasusunog, sumasabog at mga sangkap na naglalaman ng chlorine sa hangin;
- Suriin ang lahat ng koneksyon sa produkto; dapat silang gawin nang tama at ligtas;
- Suriin ang welding cable, kung nasira dapat itong palitan;
- Ang suplay ng kuryente ay dapat na nilagyan ng proteksiyon
Kung nakatagpo ka ng mga problema na hindi mo makayanan, makipag-ugnayan sa service center.
Mga Kontrol at Tagapagpahiwatig

- Gas check function: suriin kung ang gas ay konektado sa makina at kung may gas sa labas ng welding torch
2.2T function indicator: 2T function ay nangangahulugan na pindutin ang gun switch para gumana, bitawan ang gun switch para huminto sa paggana
3.2T/4T function switch button: 2T/4T selection function na button
4.4T function indicator light: 4T function ay nangangahulugan na pindutin ang gun switch para gumana, bitawan ang gun switch at gumagana pa rin, pindutin muli ang gun switch para magpatuloy sa paggana, bitawan ang gun switch para huminto sa paggana
- Pinag-isang adjustment (awtomatiko)/partial (manual) adjustment mode switch button
- Unified adjustment (awtomatiko)/partial (manual) adjustment mode indicator: ang indicator ay umiilaw kapag nasa partial adjustment mode. Ang pinag-isang pagsasaayos ay nangangahulugan na ang welding current at ang welding voltage ay inaayos nang sabay-sabay (awtomatikong) upang tumugma sa isa't isa, at ang bahagyang pagsasaayos ay nangangahulugan na ang welding current at Hiwalay na pagsasaayos ng welding boltahe (manu-manong pagsasaayos, para sa propesyonal na paggamit)
- Kasalukuyang regulasyon
- Gas pre-blowing mode indicator: ikonekta muna ang gas, pagkatapos ay mabuti
- VRD status indicator: Anti-shock mode, kapag naka-on ang indicator light, nasa anti-shock mode ito, at ang output voltage ay mas mababa kaysa sa ligtas na voltage.
- Gas blow mode indicator light: patuloy na pasabugin ang cooling gun head pagkatapos ihinto ang welding
- Button ng activation/cancel ng VRD status: activation/deactivation ng anti-shock function
- Pindutan ng switch ng mode ng pamumulaklak sa harap/pabalik na pamumulaklak ng gas: pagpili ng function ng pamumulaklak sa harap ng gas at pamumulaklak sa likod
- Carbon dioxide gas indicator light, gamit ang 8mm welding wire
- TIG function indicator
- Mixed gas indicator light, na may 8mm welding wire
- Voltage pagsasaayos: Welding voltage adjustment (valid sa ilalim ng partial adjustment mode
- MMA function indicator light: nakabukas ang ilaw, gumagana ang welder sa manual welding (MMA) mode
- Flux-cored wire 0 indicator
- MMA, MIG, TIG function switch button
- 8 indicator light para sa flux-cored welding wire
- Wire inspection function: Suriin kung ang welding wire ay maayos na nakakonekta sa makina, at ang baril ay hindi makaalis sa wire
- Voltmeter
- Power on indicator
- Tagapagpahiwatig ng proteksyon ng thermal
- Ammeter
Diagram ng koneksyon ng welding machine
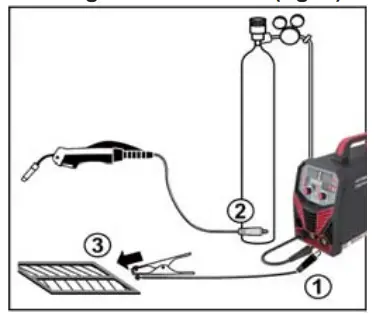
Welding gamit ang solid wire (fi g. 1)
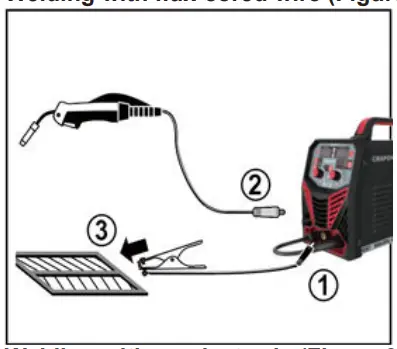
Welding gamit ang fl ux-cored wire (Larawan 2)
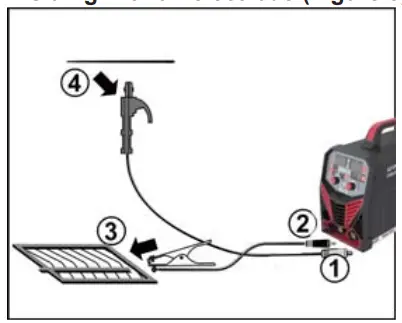
Hinang gamit ang isang elektrod (Larawan 3)
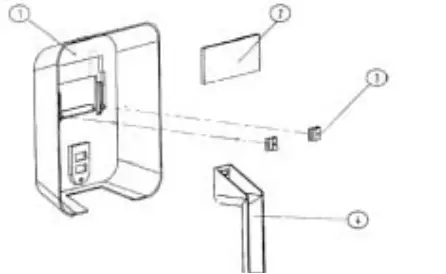
Pagtitipon ng kalasag ng hinang
Paghahanda para sa MIG / MAG Welding Piliin ang kinakailangang uri ng welding gamit ang button 15. Gayundin, gamitin ang switch 2 para i-set ang welding current on/off mode (2T – ang welding ay isinasagawa nang pinindot ang torch trigger, 4T – ang unang pagpindot ng torch trigger – ang simula ng welding, ang pangalawang pindutin - ang dulo ng welding).
Ang VRD function ay responsable para sa pagpapababa ng open-circuit voltage ng pinagmulan sa 12-24 volts na ligtas para sa mga tao, ibig sabihin, voltage bumababa kapag naka-on ang makina, ngunit walang ginagawang welding. Sa sandaling magsimula ang proseso ng hinang, ibinabalik ng VRD ang operating voltage mga parameter.
Ang pagpipiliang VRD ay may kaugnayan sa mga ganitong kaso: Ang aparato ay pinapatakbo sa mga kondisyon ng mataas na kahalumigmigan ng hangin; mataas na mga kinakailangan para sa kaligtasan sa pasilidad; paggamit ng welding equipment sa maliliit na lugar.
Burner
Ang MIG / MAG welding torch ay binubuo ng isang base, isang connecting cable at isang hawakan. Ang base ay nag-uugnay sa welding torch at wire feeder. Kable ng koneksyon:
Ang isang naylon-covered liner ay inilalagay sa gitna ng guwang na cable. Ang panloob na bahagi ng channel ay para sa wire feeding. Ang libreng puwang sa pagitan ng duct at ng hollow cable ay ginagamit upang i-supply ang shielding gas, habang ang hollow cable mismo ay ginagamit upang matustusan ang kasalukuyang.
PANSIN! Bago i-assemble at i-dissembling ang burner o bago palitan ang mga bahagi, idiskonekta ang power supply.
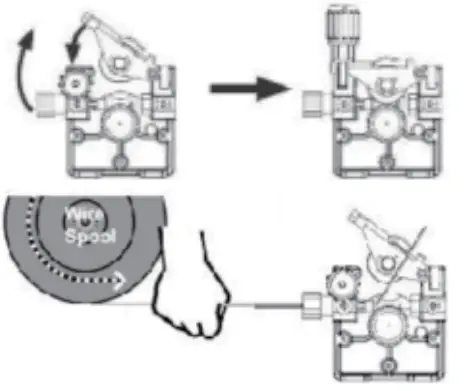
Pag-install ng coil
Piliin ang kinakailangang wire ayon sa pamamaraan ng hinang. Dapat tumugma ang diameter ng wire sa drive roll, wire liner at contact tip. Buksan ang takip sa gilid ng makina para ipasok ang wire spool. Alisin ang tornilyo sa reel seat adjusting screw, ilagay ang spool sa reel seat at ayusin ito gamit ang parehong turnilyo. Ang dulo ng wire ay dapat nasa ilalim ng drum, sa tapat ng wire feeder. Gamitin ang adjusting screw para ayusin ang retention force ng spool. Ang coil ay dapat na malayang umiikot, ngunit walang wire loops ang dapat mabuo sa panahon ng operasyon. Kung nabuo ang mga bisagra, mas higpitan ang adjusting screw. Kung ang spool ay diffi-
kulto upang i-on, paluwagin ang turnilyo.
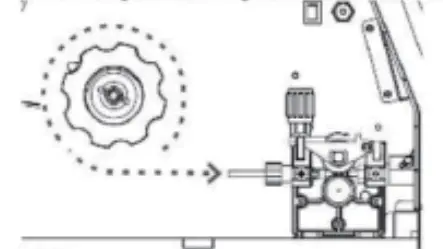
Ang pagpasok ng wire sa wire liner
Maluwag at ibaba ang adjuster patungo sa iyo. Itaas ang pinch roller;
Putulin ang baluktot na dulo ng wire at i-thread ang wire sa wire liner ng feeder, ihanay ito sa channel ng drive roll. Siguraduhin na ang bore ng roller ay tumutugma sa diameter ng wire;
Ilagay ang wire sa welding torch connector bore, bitawan ang pinch roller, at ibalik ang adjuster sa patayong posisyon.
Ayusin ang presyon ng pinch roller.
- Kapag hinang gamit ang bakal na wire, dapat gamitin ang V-groove ng drive roll;
- Kapag gumagamit ng flux-cored wire, dapat gamitin ang gear groove ng drive roll (depende ang availability sa modelo at kagamitan ng device).
- Kapag gumagamit ng aluminum wire, dapat gamitin ang U-groove ng drive roll (depende ang availability sa modelo at kagamitan ng makina).
Wire feed sa welding arm
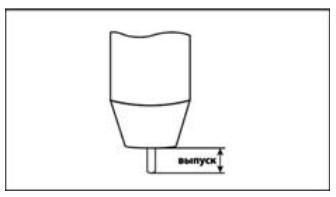
Alisin ang welding tip sa sulo.
Para ipasok ang wire sa torch sleeve, pansamantalang i-on ang power sa pamamagitan ng paglipat ng switch 6 at pindutin ang button 16 (wire feed) hanggang sa mapuno nito ang channel ng welding sleeve at umalis sa torch. Idiskonekta ang power supply. Tandaan! Para sa libreng pagpasa ng wire in
ang cable, ituwid ito sa buong haba nito. Kapag pinapakain ang wire, tiyaking malayang gumagalaw ito sa drive roll channel at pare-pareho ang bilis ng feed. Kung ang feed rate ay hindi pantay, ayusin ang presyon ng pinch roller. Itugma at i-screw sa isang contact tip na tumutugma sa diameter ng wire at nakakabit sa nozzle.
Mga semi-awtomatikong welding mode Maaaring gumana ang makinang ito sa dalawang uri ng welding wires: solidong copper-coated wire sa isang shielding gas environment, at self-shielded flux-cored wire, kung saan hindi kinakailangan ang gas cylinder.
Ang iba't ibang uri ng filler wire ay nangangailangan ng ibang wiring diagram.
Gas welding (GAS) na may solidong cop-per-plated wire:
- Ikonekta ang maikling cable gamit ang connector na matatagpuan sa ibaba ng front panel ng device sa kaliwang connector sa front panel (“+” terminal).
- Ayusin ang grounding terminal sa workpiece na i-welded, ikabit ang connector sa kabilang dulo ng cable sa kanang connector sa front panel (“-” terminal).
- Suriin ang mga marka sa feed roll ayon sa diameter ng wire
- Ipasok ang spool ng wire sa slot.
- Ipakain ang wire sa tanglaw sa pamamagitan ng pagtiklop pabalik sa roll clamp at pagpasok ng wire sa channel sa pamamagitan ng recess sa
- Isara ang roller clamp sa pamamagitan ng bahagyang paghihigpit sa clampsa turnilyo.
- Siguraduhing itugma ang diameter ng butas ng dulo ng baril sa wire
- I-on ang makina at patakbuhin ang wire hanggang sa lumabas ito sa dulo sa pamamagitan ng pagpindot sa trigger sa sulo.
- Ikonekta ang hose mula sa gas regulator sa fitting sa likod ng device.
- Buksan ang balbula sa shielding gas cylinder, pindutin ang torch trigger at i-adjust ang gas flow gamit ang reducer (karaniwan ay ang gas flow ay nakatakda sa mga sumusunod: gas flow (l / min) = Wire diameter (mm) x
- Itakda ang kinakailangang welding mode gamit ang
- Magsimula
Welding na walang gas (NO GAS) na may self-shielded flux-cored wire:
- Ikonekta ang maikling cable sa connector na matatagpuan sa ibaba ng front panel ng device sa kanang connector sa front panel (“-” terminal).
- Ayusin ang grounding terminal sa workpiece na i-welded, ikonekta ang connector sa kabilang dulo ng cable sa kaliwang connector sa front panel (“+” terminal).
- Suriin ang mga marka sa feed roll ayon sa diameter ng wire
- Ipasok ang spool ng wire sa slot.
- Ipakain ang wire sa tanglaw sa pamamagitan ng pagtiklop pabalik sa roll clamp at pagpasok ng wire sa channel sa pamamagitan ng recess sa
- Isara ang roller clamp sa pamamagitan ng bahagyang paghihigpit sa clampsa turnilyo.
- Siguraduhing itugma ang diameter ng butas ng dulo ng baril sa wire
- I-on ang makina at patakbuhin ang wire hanggang sa lumabas ito sa dulo sa pamamagitan ng pagpindot sa trigger sa sulo.
- Itakda ang kinakailangang welding mode gamit ang
Proseso ng hinang
Itakda ang welding current batay sa kapal ng materyal na hinangin at ang diameter ng electrode wire na ginamit. Ang bilis ng wire feed ay awtomatikong naka-synchronize sa kasalukuyang hinang. Ilipat ang sulo sa workpiece upang hindi mahawakan ng wire ang workpiece, ngunit nasa layo na ilang milimetro mula dito. Pindutin ang pindutan ng tanglaw upang sindihan ang arko at simulan ang hinang. Tinitiyak ng pinindot na key ang feed ng electrode wire at ang daloy ng shielding gas na itinakda ng reducer.
Ang haba ng arko at ang bilis ng paggalaw ng elektrod ay nakakaapekto sa hugis ng hinang.
Maaaring palitan ang operasyon ng polarity Sa una, ang power contact ng welding torch ay konektado sa "+" sa polarity reversal module. Ito ay REVERSE POLARITY. Ito ay ginagamit para sa pagwelding ng manipis na sheet na bakal sa hindi kinakalawang na asero, haluang metal na bakal at mataas na carbon steel, na napakasensitibo sa sobrang init.
Sa panahon ng DIRECT POLARITY welding, karamihan sa init ay puro sa produkto mismo, na nagiging sanhi ng paglalim ng ugat ng weld. Upang baguhin ang polarity mula sa reverse hanggang direct, kinakailangan na ilipat ang output ng power wire sa module mula sa "+" sa "-". At sa kasong ito, ikonekta ang cable sa earth clamp sa workpiece sa pamamagitan ng pagpasok ng power cable lug sa "+" terminal sa front panel.
Para sa hinang gamit ang flux-cored wire na walang shielding gas, DIRECT POLARITY ang ginagamit. Sa
sa kasong ito, mas maraming init ang napupunta sa produkto, at ang wire at ang welding torch channel ay mas kaunting init.
Sa pagtatapos ng hinang:
- Alisin ang torch nozzle mula sa seam, na nakakaabala sa welding arc;
- Bitawan ang torch trigger upang ihinto ang wire at gas feed;
- Idiskonekta ang supply ng gas sa pamamagitan ng pagsara ng gas supply valve mula sa cylinder reducer;
- Ilipat ang switch sa "off" na posisyon - off
Manual arc welding mode (mma)
- Ikonekta ang electrode holder sa "-" terminal ng device, ang grounding cable sa "+"
terminal ng device (direct polarity), o vice versa, kung kinakailangan ng mga kondisyon ng welding at / o ang tatak ng mga electrodes:
Sa manu-manong arc welding, dalawang uri ng koneksyon ang nakikilala: direct polarity at reverse. Koneksyon "direktang" polarity: electrode - "minus", welded na bahagi - "plus". Ang ganitong koneksyon at isang tuwid na polarity current ay angkop para sa pagputol ng metal at pag-welding ng malalaking kapal na nangangailangan ng malaking halaga ng init upang mapainit ang mga ito.
"Reverse" polarity (electrode - "plus", bahagi
- Ang "minus") ay ginagamit kapag hinang ang maliliit na kapal at manipis na pader Ang katotohanan ay na sa negatibong poste (cathode) ng isang electric arc, ang temperatura ay palaging mas mababa kaysa sa positibo (anode), dahil sa kung saan ang elektrod mas mabilis na natutunaw, at bumababa ang pag-init ng bahagi - at nababawasan din ang panganib ng pagka-burnout nito.
- Itakda ang switch ng mode sa MMA
- Itakda ang kasalukuyang hinang ayon sa uri at diameter ng elektrod at magsimula
- Ang kasalukuyang welding ay kinokontrol ng kasalukuyang regulator, ang aktwal na halaga ng kasalukuyang sa panahon ng operasyon ay ipinapakita sa ammeter
- Ang paggulo ng arko ay isinasagawa sa pamamagitan ng pagdampi sa dulo ng elektrod sa produkto at pag-withdraw nito sa kinakailangang dis- Sa teknikal, ang prosesong ito ay maaaring gawin sa dalawang paraan:
- Sa pamamagitan ng pagpindot sa elektrod pabalik sa likod at paghila nito pataas;
- Sa pamamagitan ng paghampas sa dulo ng elektrod na parang tugma sa ibabaw ng
Pansin! Huwag itumba ang elektrod sa gumaganang ibabaw kapag sinusubukang i-apoy ang arko, dahil maaari itong makapinsala dito at higit na kumplikado ang pag-aapoy ng arko.
- Sa sandaling tumama ang arko, ang elektrod ay dapat na hawakan sa ganoong distansya mula sa workpiece na tumutugma sa diameter ng elektrod. Upang makakuha ng isang pare-parehong tahi, ito ay higit na kinakailangan upang mapanatili ang distansya na ito bilang pare-pareho hangga't maaari. Dapat ding tandaan na ang pagkahilig ng axis ng elektrod ay dapat na humigit-kumulang 20-30 degrees, para sa mas mahusay na visual na kontrol ng patnubay ng welding seam.
- Kapag tinatapos ang weld, hilahin ng kaunti ang electrode pabalik upang mapuno ang welding crater, at pagkatapos ay iangat ito nang husto hanggang sa arko.
Mga talahanayan ng parameter ng welding (para sa sanggunian lamang)
| Kapal ng metal, mm | Inirerekomendang diameter ng wire, mm | ||||||
| Solid wire | Flux wire | ||||||
| 0,6 | 0,8 | 0,9 | 1,0 | 0,8 | 0,9 | 1,2 | |
| 0,6 | + | ||||||
| 0,75 | + | + | + | ||||
| 0,9 | + | + | + | + | |||
| 1,0 | + | + | + | + | + | ||
| 1,2 | + | + | + | + | + | ||
| 1,9 | + | + | + | + | + | + | |
| 3,0 | + | + | + | + | + | ||
| 5,0 | + | + | + | + | |||
| 6,0 | + | + | + | ||||
| 8,0 | + | + | |||||
| 10,0 | + | + | |||||
| 12,0 | + | + | |||||
| Para sa mataas na kalidad na hinang ng metal na may kapal na 5 mm o higit pa, kinakailangan na i-chamfer ang dulong gilid ng mga bahagi sa punto ng kanilang pagsali o upang magwelding sa ilang mga pass. | |||||||
Mga setting ng daloy ng gas para sa MIG, MAG welding
Mga parameter ng kasalukuyang lakas at diameter ng mga electrodes kapag hinang ang MMA
| diameter ng elektrod, mm | Kasalukuyang hinang, A
Pinakamababang Pinakamataas |
|
| 1,6 | 20 | 50 |
| 2,0 | 40 | 80 |
| 2,5 | 60 | 110 |
| 3,2 | 80 | 160 |
| 4,0 | 120 | 200 |
Mga katangian ng weld seam
Depende sa amperage at bilis ng elektrod, maaari mong makuha ang mga sumusunod na resulta:

1.masyadong mabagal na paggalaw ng elektrod
2.isang napakaikling arko
3.Napakababa ng welding current 4.masyadong mabilis na paggalaw ng elektrod 5.napakahaba ng arko
6. Napakataas na kasalukuyang hinang 7. normal na tahi
Inirerekomenda namin na magsagawa ka ng ilang pagsubok na welds upang makakuha ng ilang praktikal na kasanayan.
Pagpatay ng welding machine. Thermal na proteksyon
Ang iyong welding machine ay nilagyan ng thermal protection para maiwasan ang sobrang init ng mga elektronikong bahagi ng makina. Kung lumampas ang temperatura, i-off ng thermal switch ang device. Ang pagpapatakbo ng thermal protection ay ipinahiwatig ng glow ng indicator.
PANSIN! Kapag ang temperatura ay bumalik sa normal na operating temperatura, voltage ay awtomatikong ibibigay sa elektrod. Huwag iwanan ang produkto nang walang pag-aalaga sa panahong ito, ngunit ang may hawak ng elektrod ay nakahiga sa lupa o sa mga bahaging hinangin.
Inirerekomenda namin na i-off mo ang device gamit ang switch sa panahong ito.
Normal na uminit ang produkto sa panahon ng operasyon.
PANSIN! Upang maiwasan ang mga pagkasira o napaaga na pagkabigo ng welding machine (lalo na sa madalas na pag-trip ng thermal switch), bago magpatuloy sa trabaho, alamin ang dahilan ng pag-trip ng thermal protection. Upang gawin ito, idiskonekta ang device mula sa mains at sumangguni sa seksyong “Posibleng malfunction at paraan ng pag-aalis ng mga ito” ng Manwal na ito.
Posibleng mga malfunction at paraan ng pag-aalis ng mga ito
Subaybayan ang magandang kondisyon ng produkto. Sa kaso ng paglitaw ng mga kahina-hinalang amoy, usok, apoy, sparks, patayin ang aparato, idiskonekta ito sa mga mains at makipag-ugnayan sa isang espesyal na sentro ng serbisyo.
Kung makakita ka ng abnormal sa pagpapatakbo ng produkto, ihinto kaagad ang paggamit nito. Dahil sa teknikal na pagiging kumplikado ng produkto, ang pamantayan ng estado ng limitasyon ay hindi maaaring matukoy ng user nang nakapag-iisa.
Sa kaso ng isang maliwanag o pinaghihinalaang mal-function, sumangguni sa seksyong "Posibleng mga malfunction at paraan ng pag-aalis ng mga ito". Kung walang malfunction sa listahan o.
Kung hindi mo ito maayos, makipag-ugnayan sa isang dalubhasang service center.
Ang lahat ng iba pang gawain (kabilang ang pagkukumpuni) ay dapat na isagawa lamang ng mga espesyalista ng mga service center.
| Problema | Posibleng dahilan | Solusyon | |
|
1 |
Ang indicator ay nasa thermal protection |
Voltage masyadong mataas | I-off ang power source; Suriin ang pangunahing pagkain; I-on muli ang makina kapag ang voltage ay normal. |
| Voltage masyadong mababa | |||
| Mahina ang daloy ng hangin | Pagbutihin ang daloy ng hangin | ||
| Na-trigger ang thermal protection ng device | Hayaang lumamig ang device | ||
|
2 |
Walang wire feed |
Ang wire feed knob ay pinakamababa | Ayusin |
| Nakadikit sa kasalukuyang tip | Palitan ang tip | ||
| Ang mga feed roller ay hindi tumutugma sa diameter ng wire | Ilagay sa kanang roller | ||
|
3 |
Ang fan ay hindi gumagana o mabagal na umiikot | Hindi gumagana ang power button | Mangyaring makipag-ugnayan sa service center |
| Sira ang fan | |||
| Mahina ang koneksyon ng fan | Suriin ang koneksyon | ||
|
4 |
Hindi matatag na arko, malaking spatter |
Mahina ang contact sa bahagi | Pagbutihin ang pakikipag-ugnayan |
| Masyadong manipis ang cable ng network, nawalan ng kuryente | Baguhin ang network cable | ||
| Input voltage masyadong mababa | Dagdagan ang input voltage may regulator | ||
| Ang mga bahagi ng burner ay sira na | Palitan ang mga bahagi ng burner | ||
| 5 | Hindi tumatama ang arko | Sirang welding cable | Suriin ang cable |
| Ang bahagi ay marumi, sa pintura, sa kalawang | Linisin ang bahagi | ||
|
6 |
Walang shielding gas |
Ang burner ay hindi konektado nang tama | Ikonekta nang tama ang burner |
| Nabaluktot o nasira ang hose ng gas | Suriin ang hose ng gas | ||
| Maluwag ang mga koneksyon sa hose | Suriin ang mga koneksyon sa hose | ||
| 7 | Iba pa | Mangyaring makipag-ugnayan sa service center |
Mga graphic na simbolo at teknikal na data
| U0…….V | Ipinapakita ng simbolo na ito ang pangalawang no-load voltage (sa volts). |
| X | Ipinapakita ng simbolo na ito ang na-rate na duty cycle. |
| I2……A | Ang simbolo na ito ay nagpapakita ng welding current sa AMPS. |
| U2……V | Ang simbolo na ito ay nagpapakita ng welding voltage sa VOLTS. |
| U1 | Ipinapakita ng simbolo na ito ang na-rate na supply voltage. |
| I1max...A | Ang simbolo na ito ay nagpapakita ng maximum na hinihigop na kasalukuyang in ng welding unit AMP. |
| I1eff…A | Ang simbolo na ito ay nagpapakita ng maximum na hinihigop na kasalukuyang in ng welding unit AMP. |
| IP21S | Ipinapakita ng simbolo na ito ang klase ng proteksyon ng welding unit. |
| S | Ang simbolo na ito ay nagpapakita na ang welding unit ay angkop para gamitin sa mga kapaligiran kung saan may mataas na panganib ng electric shocks. |
 |
Ipinapakita ng simbolo na ito na basahin nang mabuti ang mga tagubilin sa pagpapatakbo bago ang operasyon. |
| |
Ang simbolo na ito ay nagpapakita na ang welding unit ay isang single phased DC welder. |
 |
Ang simbolo na ito ay nagpapakita ng supply ng power phase at line frequency sa Hertz. |
Pagpapanatili at Serbisyo
Pagpapanatili at Paglilinis
- Hilahin ang plug sa socket bago isagawa ang anumang trabaho sa power
- Alisin ang alikabok sa pamamagitan ng tuyo at malinis na naka-compress na hangin nang regular. Kung ang welding machine ay pinapatakbo sa kapaligiran kung saan naroroon ang malakas na usok at maruming hangin, ang makina ay kailangang linisin kahit isang beses sa isang
- Ang presyon ng naka-compress na hangin ay dapat nasa loob ng makatwirang saklaw upang maiwasan ang pinsala sa maliliit at sensitibong bahagi sa
- Regular na suriin ang panloob na circuit ng welding machine at siguraduhin na ang mga koneksyon sa circuit ay konektado nang tama at mahigpit (lalo na ang plug-in connector at mga bahagi). Kung may nakitang sukat at kalawang, mangyaring linisin ito, at kumonekta muli
- Pigilan ang tubig at singaw na pumasok sa makina. Kung nangyari iyon, mangyaring patuyuin ito at suriin ang pagkakabukod ng
- Kung ang welding machine ay hindi gagamitin sa mahabang panahon, dapat itong ilagay sa packing box at itago sa tuyo at malinis.
Upang maiwasan ang mga panganib sa kaligtasan, kung kailangang palitan ang kurdon ng power supply, dapat itong gawin ng PIT o ng isang after-sales service center na awtorisadong mag-ayos ng mga power tool ng PIT.
Serbisyo
- Ipaayos lamang ang iyong power tool ng mga kwalipikadong tauhan at gamit lamang ang mga orihinal na kapalit na piyesa. Tinitiyak nito ang kaligtasan ng power tool.
Ang listahan ng mga awtorisadong service center ay maaaring viewed sa fficial website ng PIT sa pamamagitan ng link: https://pittools.ru/servises/
Imbakan at transportasyon
Ang welding machine ay dapat na naka-imbak sa mga saradong silid na may natural na bentilasyon sa mga temperatura mula 0 hanggang + 40 ° С at kamag-anak na kahalumigmigan hanggang sa + 80%. Ang pagkakaroon ng acid vapors, alkalis at iba pang agresibong impurities sa hangin ay hindi pinapayagan.
Maaaring dalhin ang mga produkto sa pamamagitan ng anumang uri ng saradong transportasyon sa packaging ng tagagawa o wala nito, habang pinapanatili ang produkto mula sa mekanikal na pinsala, atmospheric precipitation.
 Itapon ang basura
Itapon ang basura
Ang mga nasirang kagamitan sa kuryente, baterya, accessories at mga materyales sa pag-iimpake ng basura ay dapat na i-recycle at muling gamitin sa paraang pangkalikasan.
Huwag itapon ang mga power tool at accumulator / baterya sa pangkalahatang basura ng sambahayan!
Ang serial number ng interpretasyon ng produkto ay serial number
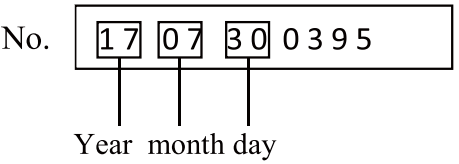
Ang una at pangalawang digit ng serial number ng produkto mula kaliwa hanggang kanan
Taon ng produksyon, ang ikatlo at ikaapat na numero ay nagpapahiwatig ng buwan ng produksyon.
Ang ikalima at ikaanim na numero ay nagpapahiwatig ng araw ng produksyon.
MGA TUNTUNIN NG SERBISYONG WARRANTY
- Ang Sertipiko ng Warranty na ito ay ang tanging dokumento na nagpapatunay sa iyong karapatan sa libreng warranty Nang hindi ipinakita ang sertipikong ito, walang tinatanggap na mga paghahabol. Sa kaso ng pagkawala o pinsala, ang warranty certificate ay hindi naibabalik.
- Ang panahon ng warranty para sa de-koryenteng makina ay 12 buwan mula sa petsa ng pagbebenta, sa panahon ng warranty ang departamento ng serbisyo ay nag-aalis ng mga depekto sa pagmamanupaktura at pinapalitan ang mga bahagi na nabigo dahil sa kasalanan ng tagagawa nang walang bayad. Sa pagkukumpuni ng warranty, hindi ibinibigay ang katumbas na produkto na magagamit. Ang mga pinapalitang bahagi ay nagiging pag-aari ng mga tagapagbigay ng serbisyo.
Ang PIT ay hindi mananagot para sa anumang pinsala na maaaring sanhi ng pagpapatakbo ng electric machine.
- Tanging malinis na tool na may kasamang mga sumusunod na dokumentong naisakatuparan: ang Sertipiko ng Warranty na ito, Warranty Card, kasama ang lahat ng mga patlang, na naglalaman ng st.amp ng organisasyon ng kalakalan at ang pirma ng mamimili, ay dapat tanggapin para sa warranty
- Ang pag-aayos ng warranty ay hindi ginagawa sa mga sumusunod na kaso:
- sa kawalan ng Warranty Certification at Warranty Card o ang kanilang maling pagpapatupad;
- na may pagkabigo ng parehong rotor at stator ng de-koryenteng makina, pagkasunog o pagkatunaw ng pangunahing paikot-ikot ng welding machine transformer, pag-charge o panimulang pag-charge na aparato, na may mga panloob na bahagi na natutunaw, nasusunog ang mga electronic circuit board;
- kung isang Warranty Certificate o Warranty Card
ay hindi tumutugma sa electric machine na ito o sa form na itinatag ng supplier;
- sa pag-expire ng panahon ng warranty;
- sa mga pagtatangkang buksan o ayusin ang de-koryenteng makina sa labas ng pagawaan ng warranty; paggawa ng mga nakabubuong pagbabago at pagpapadulas ng tool sa panahon ng warranty, gaya ng napatunayan, para sa example, sa pamamagitan ng mga creases sa spline bahagi ng fasteners ng non-rotational
- kapag gumagamit ng mga de-koryenteng kasangkapan para sa produksyon o iba pang mga layunin na nauugnay sa paggawa ng kita, pati na rin sa kaso ng mga malfunctions na may kaugnayan sa kawalang-tatag ng mga parameter ng network ng kapangyarihan na lumampas sa mga pamantayan na itinatag ng GOST;
- sa mga kaganapan ng hindi wastong pagpapatakbo (gamitin ang de-koryenteng makina para sa iba sa inilaan na layunin, mga attachment sa de-koryenteng makina ng mga attachment, mga accessory, na hindi ibinigay ng tagagawa);
- na may mekanikal na pinsala sa case, power cord at sa kaso ng mga pinsala na dulot ng mga agresibong ahente at mataas at mababang temperatura, pagpasok ng mga dayuhang bagay sa mga ventilation grid ng electric machine, gayundin sa kaso ng pinsala na nagreresulta mula sa hindi tamang imbakan (kaagnasan ng mga bahagi ng metal);
- natural na pagkasira sa mga bahagi ng de-koryenteng makina, bilang resulta ng pangmatagalang operasyon (natukoy batay sa mga palatandaan ng buo o bahagyang pag-ubos ng tinukoy na average na buhay, malaking kontaminasyon, pagkakaroon ng kalawang sa labas at loob ang electric machine, basurang pampadulas sa gearbox);
- paggamit ng tool para sa mga layunin maliban sa tinukoy sa pagpapatakbo
- mekanikal na pinsala sa tool;
- sa kaganapan ng mga pinsala dahil sa hindi pagsunod sa mga kundisyon sa pagpapatakbo na tinukoy sa pagtuturo (tingnan ang kabanata "Mga Pag-iingat sa Kaligtasan" ng Manwal).
- pinsala sa produkto dahil sa hindi pagsunod sa mga patakaran ng imbakan at transportasyon.
- sa kaso ng malakas na panloob na kontaminasyon ng tool.
Ang preventive maintenance ng mga electric machine (paglilinis, paghuhugas, pagpapadulas, pagpapalit ng anthers, piston at sealing ring) sa panahon ng warranty ay isang bayad na serbisyo.
Ang buhay ng serbisyo ng produkto ay 3 taon. Ang buhay ng istante ay 2 taon. Hindi ito inirerekomenda para sa operasyon pagkatapos ng 2 taon ng imbakan mula sa petsa ng paggawa, na ipinahiwatig sa serial number sa label ng instrumento, nang walang paunang pag-verify (para sa kahulugan ng
petsa ng paggawa, tingnan ang Manwal ng Gumagamit nang mas maaga).
Inaabisuhan ang may-ari ng anumang posibleng paglabag sa mga tuntunin sa itaas ng serbisyo sa garantiya kapag natapos ang mga diagnostic sa service center.
Ipinagkatiwala ng may-ari ng tool ang diagnostic procedure na isasagawa sa service center kapag wala siya.
Huwag patakbuhin ang de-koryenteng makina kapag may mga palatandaan ng sobrang init, spark, o ingay sa gearbox. Upang matukoy ang sanhi ng malfunction, dapat makipag-ugnayan ang mamimili sa warranty service center.
Ang mga malfunction na sanhi ng huli na pagpapalit ng mga carbon brush ng makina ay tinanggal sa gastos ng bumibili.
- Hindi saklaw ng warranty ang:
- mga kapalit na accessory (mga accessory at bahagi), para sa halample: mga baterya, disc, blades, drill bits, borers, chucks, chain, sprockets, collet clamps, guide rails, tension at fastening elements, trimming device heads, base ng grinding at belt sander machine, hexagonal head, ,
- mabilis na pagsusuot ng mga bahagi, halample: mga carbon brush, drive belt, seal, protective cover, guide roller, guide, rubber seal, bearings, may ngipin na sinturon at gulong, shanks, brake belt, starter ratchet at rope, piston ring, Ang kapalit ng mga ito sa panahon ng warranty ay isang bayad na serbisyo;
- mga kable ng kuryente, kung sakaling masira ang pagkakabukod, ang mga kable ng kuryente ay sasailalim sa mandatoryong pagpapalit nang walang pahintulot ng may-ari (bayad na serbisyo);
- kahon ng kasangkapan.
Magbasa Nang Higit Pa Tungkol sa Manwal na Ito at Mag-download ng PDF:
Mga Dokumento / Mga Mapagkukunan
 |
PIT PMAG200-C Three Function Welding Machine [pdf] Manwal ng Pagtuturo PMAG200-C, PMAG200-C Tatlong Function Welding Machine, Tatlong Function Welding Machine, Function Welding Machine, Welding Machine, Machine, MIG-MMA-TIG-200A |