PIT PMAG200-C तीन प्रकार्य वेल्डिङ मेसिन निर्देशन पुस्तिका

सुरक्षा नोटहरू
सामान्य पावर उपकरण सुरक्षा चेतावनी चेतावनी सबै सुरक्षा चेतावनीहरू र सबै निर्देशनहरू पढ्नुहोस्।

चेतावनी र निर्देशनहरू पालना गर्न असफल भएमा विद्युतीय झटका, आगो र/वा गम्भीर चोट लाग्न सक्छ।
भविष्यको सन्दर्भको लागि सबै चेतावनी र निर्देशनहरू बचत गर्नुहोस्।
चेतावनीमा शब्द "पावर उपकरण" ले तपाइँको मुख्य soperated (corded) उर्जा उपकरण वा ब्याट्री संचालित (ताररहित) पावर उपकरणलाई जनाउँछ।
कार्य क्षेत्र सुरक्षा
- कार्य क्षेत्र सफा र राम्रोसँग उज्यालो राख्नुहोस्।अव्यवस्थित वा अँध्यारो क्षेत्रहरूलाई निम्तो दिन्छ
- ज्वलनशील तरल पदार्थ, ग्याँस वा धुलोको उपस्थितिमा विस्फोटक पदार्थमा विद्युत उपकरणहरू सञ्चालन नगर्नुहोस्। पावर उपकरणहरूले स्पार्कहरू सिर्जना गर्दछ जसले धुलो वा धुवाँलाई जलाउन सक्छ।
- पावर सञ्चालन गर्दा बालबालिका र दर्शकहरूलाई टाढा राख्नुहोस् विचलितताले तपाईंलाई नियन्त्रण गुमाउन सक्छ।
विद्युतीय सुरक्षा
- पावर उपकरण प्लग आउटलेट संग मेल खान्छ। कुनै पनी तरीका मा प्लग परिमार्जन नगर्नुहोस्। माटो (ग्राउन्ड) शक्ति संग कुनै एडाप्टर प्लग को उपयोग नगर्नुहोस् अपरिवर्तित प्लगहरू र मिल्दो आउटलेटहरूले बिजुली झटकाको जोखिम कम गर्नेछ।
- पाइपहरू, रेडिएटरहरू, दायराहरू र रेफ्रिजरेटरहरू जस्ता माटो वा ग्राउन्डेड सतहहरूसँग शरीरको सम्पर्कबाट टाढा रहनुहोस्। यदि तपाईंको शरीर माटो वा माटो छ भने विद्युतीय झटकाको जोखिम बढेको छ
- पावर उपकरणहरू वर्षा वा भिजेको अवस्थामा खुला नगर्नुहोस्। पावर उपकरणमा पानी प्रवेश गर्दा बिजुलीको जोखिम बढ्छ
- डोरीको दुरुपयोग नगर्नुहोस्। पावर उपकरण बोक्न, तान्न वा अनप्लग गर्न कर्डको प्रयोग नगर्नुहोस्। कर्डलाई तातो, तेल, धारदार किनाराहरू र हिँड्नबाट टाढा राख्नुहोस् क्षतिग्रस्त वा फँसिएको डोरीले विद्युतीय झट्काको जोखिम बढाउँछ।
- बाहिर पावर उपकरण सञ्चालन गर्दा, बाहिरी प्रयोगको लागि उपयुक्त एक्स्टेन्सन कर्ड प्रयोग गर्नुहोस्। बाहिरी प्रयोगको लागि उपयुक्त कर्डको प्रयोगले बिजुलीको जोखिम कम गर्छ
- यदि विज्ञापनमा पावर उपकरण सञ्चालन गर्दै हुनुहुन्छamp स्थान अपरिहार्य छ, अवशिष्ट वर्तमान उपकरण (RCD) सुरक्षित आपूर्ति प्रयोग गर्नुहोस्। RCD को प्रयोगले बिजुलीको जोखिम कम गर्छ
व्यक्तिगत सुरक्षा
- सतर्क रहनुहोस्, तपाईले के गरिरहनु भएको छ हेर्नुहोस् र पावर उपकरण सञ्चालन गर्दा सामान्य ज्ञान प्रयोग गर्नुहोस्। तपाईं थकित हुँदा वा लागूपदार्थ, मदिरा वा प्रभाव अन्तर्गत पावर उपकरण प्रयोग नगर्नुहोस् पावर उपकरणहरू सञ्चालन गर्दा बेवास्ताको क्षण गम्भीर व्यक्तिगत चोट लाग्न सक्छ।
- व्यक्तिगत सुरक्षा प्रयोग गर्नुहोस् सधैं आँखा सुरक्षा लगाउनुहोस्। सुरक्षात्मक उपकरणहरू जस्तै धुलो मास्क, नन-स्किड सुरक्षा जुत्ता, कडा टोपी वा उपयुक्त परिस्थितिहरूको लागि प्रयोग हुने श्रवण सुरक्षाले व्यक्तिगत चोटहरू कम गर्नेछ।
- अनायास सुरु गर्न रोक्नुहोस्। पावर स्रोत र/वा ब्याट्री प्याकमा जडान गर्नु, उठाउनु वा बोक्नु अघि स्विच अफ-पोजिसनमा रहेको सुनिश्चित गर्नुहोस्। स्वीचमा औँलाले पावर औजार बोक्दा वा स्वीच अन भएका पावर औजारहरूले दुर्घटनालाई निम्तो दिन्छ।
- शक्ति उपकरण घुमाउनु अघि कुनै समायोजन कुञ्जी वा रिंच हटाउनुहोस् पावर उपकरणको घुम्ने भागमा जोडिएको रेन्च वा कुञ्जी बायाँले व्यक्तिगत चोटपटक लाग्न सक्छ।
- अतिक्रमण नगर्नुहोस्। सधैं उचित खुट्टा र सन्तुलन राख्नुहोस्। यसले अप्रत्याशित रूपमा पावर उपकरणको राम्रो नियन्त्रण सक्षम गर्दछ
- लुगा लुगा वा गहना नलगाउनुहोस्। आफ्नो कपाल, लुगा र ग्लोभ्स भागहरु बाट टाढा राख्नुहोस्। छाडा लुगा, गहना वा लामो कपाल चल्ने भागहरूमा समात्न सकिन्छ।
- यदि यन्त्रहरू धुलो निकासी र सङ्कलन सुविधाहरूको जडानको लागि प्रदान गरिएको छ भने, यिनीहरू जडान भएका छन् र ठीकसँग प्रयोग गरिएको छ भनी सुनिश्चित गर्नुहोस्। धुलो संकलनको प्रयोगले धूलो सम्बन्धी समस्या कम गर्न सक्छ
- उपकरणहरूको बारम्बार प्रयोगबाट प्राप्त परिचितताले तपाईंलाई सन्तुष्ट हुन र उपकरण सुरक्षा प्रिन्टहरूलाई बेवास्ता गर्न अनुमति नदिनुहोस्। एक लापरवाह कार्य एक सेकेन्ड को एक अंश भित्र गम्भीर चोट लाग्न सक्छ।
पावर उपकरण प्रयोग र हेरचाह
- शक्ति उपकरण जबरजस्ती नगर्नुहोस्। तपाईंको अनुप्रयोगको लागि सही पावर उपकरण प्रयोग गर्नुहोस्। सही पावर उपकरणले कामलाई अझ राम्रो र सुरक्षित गर्नेछ जुन दरको लागि यो थियो
- यदि स्विच अन र अफ छैन भने पावर उपकरण प्रयोग नगर्नुहोस्। कुनै पनि शक्ति उपकरण जुन स्विच संग नियन्त्रण गर्न सकिँदैन
खतरनाक र मर्मत गर्नु पर्छ।
- कुनै पनि समायोजन गर्नु, सामानहरू परिवर्तन गर्नु वा पावर उपकरणहरू भण्डारण गर्नु अघि पावर स्रोतबाट प्लग र/वा ब्याट्री प्याकलाई पावर उपकरणबाट विच्छेद गर्नुहोस्। यस्तो निवारक सुरक्षा उपायहरु बिजुली उपकरण शुरू गर्ने जोखिम घटाउँछन्
- निष्क्रिय पावर उपकरणहरू बच्चाहरूको पहुँच बाहिर भण्डार गर्नुहोस् र पावर उपकरण वा यी निर्देशनहरूसँग अपरिचित व्यक्तिहरूलाई विद्युत उपकरण सञ्चालन गर्न अनुमति नदिनुहोस्। शक्ति उपकरण अप्रशिक्षित को हात मा खतरनाक छन्
- पावर कायम राख्नुहोस् चलिरहेको भागहरूको गलत पङ्क्तिबद्धता वा बाइन्डिङ, पार्ट्स टुटेको र विद्युत उपकरणको सञ्चालनलाई असर गर्न सक्ने अन्य कुनै पनि अवस्थाको जाँच गर्नुहोस्। यदि क्षतिग्रस्त छ भने, प्रयोग गर्नु अघि पावर उपकरण मर्मत गर्नुहोस्। धेरै दुर्घटनाहरू खराब मर्मतसम्भार विद्युत उपकरणहरूका कारण हुन्छन्।
- काट्ने उपकरण तीखो राख्नुहोस् र तीखो काट्ने किनारहरू भएका काट्ने उपकरणहरू ठीकसँग मर्मत गरिएका काट्ने उपकरणहरू बाँध्ने सम्भावना कम हुन्छ र नियन्त्रण गर्न सजिलो हुन्छ।
- काम गर्ने अवस्था र गर्नुपर्ने कामलाई ध्यानमा राखी यी निर्देशनहरू अनुसार पावर उपकरण, सहायक उपकरण र उपकरण बिटहरू प्रयोग गर्नुहोस्। अभिप्रेत भन्दा फरक सञ्चालनका लागि पावर उपकरणको प्रयोगले खतरनाक अवस्था निम्त्याउन सक्छ।
- ह्यान्डलहरू र ग्रासिङ सतहहरू सुक्खा, सफा र तेल र ग्रीसबाट मुक्त राख्नुहोस्। चिप्लो ह्यान्डलहरू र ग्रासिङ सतहहरूले अप्रत्याशित रूपमा उपकरणको सुरक्षित ह्यान्डलिंग र नियन्त्रणको लागि अनुमति दिँदैन।
सेवा
- आफ्नो पावर औजारलाई एउटै प्रतिस्थापन पार्ट्सहरू मात्र प्रयोग गरेर एक योग्य मर्मत व्यक्तिद्वारा सेवा दिनुहोस्। यसले सुनिश्चित गर्नेछ कि पावर उपकरणको सुरक्षा मुख्य छ-
बिजुली वेल्डिंग मेसिनको लागि सुरक्षा निर्देशनहरू
- इन्भर्टर जडान भएको विद्युतीय आउटलेट ग्राउन्ड गरिएको छ भनी सुनिश्चित गर्नुहोस्।
- शरीरको खुला भागहरू, भिजेको पन्जा वा विद्युतीय भागहरू र इलेक्ट्रोडलाई नछुनुहोस्।
- तपाईं जमिन र वर्कपीसबाट इन्सुलेटेड हुनुहुन्छ भनेर निश्चित नभएसम्म काम सुरु नगर्नुहोस्।
- सुनिश्चित गर्नुहोस् कि तपाइँ सुरक्षित मा हुनुहुन्छ
- वेल्डिङको धुवाँ सास नफाल्नुहोस्, ती स्वास्थ्यका लागि हानिकारक हुन्छन्।
- कार्यस्थलमा पर्याप्त भेन्टिलेसनको व्यवस्था गरिनुपर्छ वा वेल्डिङको समयमा उत्पन्न हुने ग्यासहरू हटाउन विशेष हुडहरू प्रयोग गर्नुपर्छ।
- आफ्नो आँखा र शरीर जोगाउन उपयुक्त अनुहार ढाल, हल्का फिल्टर र सुरक्षात्मक कपडा प्रयोग गर्नुहोस्। लुगाहरू पूरै बटनमा राख्नुपर्छ ताकि स्पार्क र स्प्लासहरू शरीरमा नपरोस्।
- सुरक्षाको लागि उपयुक्त अनुहार ढाल वा पर्दा तयार गर्नुहोस् viewer अन्य मानिसहरूलाई आर्क विकिरण र तातो धातुहरूबाट जोगाउन, तपाईंले कार्य क्षेत्रलाई फायरप्रूफ बारले घेर्नु पर्छ।
- कार्य क्षेत्रका सबै भित्ता र भुइँहरू धुवाँ र आगोबाट बच्न सम्भावित स्पार्कहरू र तातो धातुहरूबाट सुरक्षित हुनुपर्छ।
- कार्यस्थलबाट ज्वलनशील पदार्थहरू (काठ, कागज, र्यागहरू,) टाढा राख्नुहोस्।
- वेल्डिङ गर्दा, कार्यस्थलमा आगो निभाउने सुविधा उपलब्ध गराउनुपर्छ।
- यो निषेधित छ:
- d मा अर्ध स्वचालित वेल्डिङ मेसिन प्रयोग गर्नुहोस्amp कोठा वा वर्षामा;
- क्षतिग्रस्त इन्सुलेशन वा कमजोर जडान भएका विद्युतीय तारहरू प्रयोग गर्नुहोस्;
- तरल वा ग्यासयुक्त खतरनाक पदार्थहरू भएका कन्टेनरहरू, कन्टेनरहरू वा पाइपहरूमा वेल्डिङ कार्य गर्नुहोस्;
- दबाबका भाँडाहरूमा वेल्डिङ कार्य गर्नुहोस्;
- काम गर्ने लुगाहरू तेल, ग्रीस, पेट्रोल र अन्य ज्वालामुखीहरूले दागिएको
- हेडफोन वा अन्य कान सुरक्षा प्रयोग गर्नुहोस्-
- आवाज सुन्न हानिकारक छ भनी दर्शकहरूलाई चेतावनी दिनुहोस्।
- यदि स्थापना र सञ्चालनको क्रममा समस्याहरू देखा पर्छन् भने, कृपया यो निर्देशन पुस्तिका पालना गर्नुहोस्
- यदि तपाईंले म्यानुअललाई पूर्ण रूपमा बुझ्नुभएको छैन वा म्यानुअलबाट समस्या समाधान गर्न सक्नुहुन्न भने, तपाईंले पेशेवरको लागि आपूर्तिकर्ता वा सेवा केन्द्रलाई सम्पर्क गर्नुपर्छ।
- 90% भन्दा बढी आर्द्रता स्तर संग सुक्खा अवस्थामा मेशिन सञ्चालन गर्नुपर्छ।
- परिवेश तापमान -10 र 40 डिग्री बीच हुनुपर्छ
- घाममा वा पानीमुनि वेल्डिङ नगर्नुहोस् ड्रपलेट। मेसिन भित्र पानी पस्न अनुमति नदिनुहोस्।
- धुलो वा संक्षारक ग्यासमा वेल्डिङबाट बच्नुहोस्
- बलियो हावा प्रवाहमा ग्यास वेल्डिंगबाट बच्नुहोस्
- पेसमेकर जडान भएको कामदारले पहिले डाक्टरसँग परामर्श गर्नुपर्छ किनभने विद्युत चुम्बकीय क्षेत्रले पेसमेकरको सामान्य सञ्चालनमा हस्तक्षेप गर्न सक्छ।
 उत्पादन विवरण र निर्दिष्टीकरणहरू
उत्पादन विवरण र निर्दिष्टीकरणहरू
सबै सुरक्षा चेतावनी र सबै निर्देशनहरू पढ्नुहोस्।
चेतावनी र निर्देशनहरू पालना गर्न असफल भएमा विद्युतीय झटका, आगो र/वा गम्भीर चोट लाग्न सक्छ।
अभिप्रेत प्रयोग
सेमीआटोमेटिक इन्भर्टर प्रकारको प्रत्यक्ष वर्तमान वेल्डिङ मेसिन (यसपछि उत्पादन भनिन्छ) MIG/MAG विधिहरू (एक ढाल गरिएको ग्यासमा इलेक्ट्रोड तारसँग वेल्डिङ) र MMA (स्टिक फ्युजिबल कभर इलेक्ट्रोडसहित म्यानुअल आर्क वेल्डिङ) प्रयोग गरी वेल्डिङको लागि डिजाइन गरिएको हो। उत्पादन विभिन्न प्रकारका धातुहरू वेल्डिंगको लागि प्रयोग गर्न सकिन्छ।
उत्पादन सुविधाहरू
देखाइएका घटकहरूको संख्याले ग्राफिक पृष्ठहरूमा पावर उपकरणको प्रतिनिधित्वलाई जनाउँछ।
- पोलरिटी रिभर्सिङ केबल
- टर्च जडान सकेट
- पावर कनेक्टर "+"
- पावर कनेक्टर "-"
- फ्यान
- पावर बटन
- सिल्डिङ ग्यासको लागि जडान
- पावर केबल इनलेट
प्राविधिक डाटा\
| मोडेल | PMAG200-C |
| 3BUFE WPMUBHF | 190-250V~ /50 Hz |
| 3BUFE QPXFS | ७०० डब्ल्यू |
| आउटपुट हालको दायरा | -10०-२०१ |
| तार व्यास (MIG) | Ø 0-8mm |
| इलेक्ट्रोड व्यास (MMA) | Ø १.६-४.० मिमी (१/१६” – ५/३२”) |
| इलेक्ट्रोड व्यास (TIG) | Ø 1.2/1.6/ 2.0mm |
| कर्तव्य चक्र (DC) | २५ ˫ ६०% |
| वजन | 13 किलो |
वितरण सामग्री
| स्वचालित वेल्डिङ मेसिन | ८ पीसी |
| इलेक्ट्रोड होल्डर संग केबल | ८ पीसी |
| ग्राउन्डिङ टर्मिनलको साथ केबल | ८ पीसी |
| टर्च केबल | ८ पीसी |
| वेल्डिंग ढाल | ८ पीसी |
| ह्यामर ब्रश | ८ पीसी |
| निर्देशन पुस्तिका | ८ पीसी |
| नोट |
निर्देशनहरूको पाठ र संख्याहरूमा प्राविधिक त्रुटिहरू र टाइपोग्राफिकल त्रुटिहरू हुन सक्छन्।
उत्पादन निरन्तर सुधार भइरहेको हुनाले, PIT सँग पूर्व सूचना बिना यहाँ निर्दिष्ट गरिएका विशिष्टता र उत्पादन निर्दिष्टीकरणहरूमा परिवर्तन गर्ने अधिकार सुरक्षित छ।
कामको लागि तयारी
मेसिनलाई समतल सतहमा राख्नुहोस्। कार्यस्थल राम्रोसँग हावामा भरिपूर्ण हुनुपर्छ, वेल्डिङ मेसिन धुलो, फोहोर, चिसो र सक्रिय स्टीमको सम्पर्कमा आउनु हुँदैन। पर्याप्त वेंटिलेशन सुनिश्चित गर्न, उपकरणबाट अन्य वस्तुहरूको दूरी कम्तिमा 50 सेन्टिमिटर हुनुपर्छ।
ध्यान दिनुहोस्! बिजुलीको झटकाबाट बच्न, सुरक्षात्मक अर्थ कन्डक्टर र ग्राउन्डेड रिसेप्टेकलहरू मात्र बिजुलीका मुख्यहरू प्रयोग गर्नुहोस्। यदि प्लग आउटलेटमा फिट भएन भने परिवर्तन नगर्नुहोस्। यसको सट्टा, एक योग्य इलेक्ट्रीशियनले उपयुक्त आउटलेट स्थापना गर्नुपर्छ।
कामको लागि तयारीको सुरक्षा सुनिश्चित गर्दै
उत्पादन खोल्नु अघि, "0" स्थितिमा स्विच सेट गर्नुहोस्, र हालको नियामकलाई चरम बायाँ स्थितिमा सेट गर्नुहोस्।
कामको लागि तयारी गर्नुहोस्:
- वेल्डेड गर्नका लागि भागहरू तयार गर्नुहोस्;
- कार्यस्थलमा पर्याप्त वेंटिलेशन प्रदान गर्नुहोस्;
- हावामा विलायक वाष्प, ज्वलनशील, विस्फोटक र क्लोरीन युक्त पदार्थहरू छैनन् भनी सुनिश्चित गर्नुहोस्;
- उत्पादनमा सबै जडानहरू जाँच गर्नुहोस्; तिनीहरू सही र सुरक्षित रूपमा बनाउनु पर्छ;
- वेल्डिङ केबल जाँच गर्नुहोस्, यदि क्षतिग्रस्त छ भने यसलाई प्रतिस्थापन गर्नुपर्छ;
- बिजुली आपूर्ति सुरक्षात्मक संग सुसज्जित हुनुपर्छ
यदि तपाईंले सामना गर्न नसक्ने समस्याहरू सामना गर्नुहुन्छ भने, सेवा केन्द्रमा सम्पर्क गर्नुहोस्।
नियन्त्रण र सूचकहरू

- ग्याँस जाँच प्रकार्य: जाँच गर्नुहोस् कि ग्यास मेसिनमा जडान भएको छ र वेल्डिङ टर्चबाट ग्यास बाहिर छ कि छैन
2.2T प्रकार्य सूचक: 2T प्रकार्य भनेको काम गर्न बन्दुकको स्विच थिच्नु हो, काम गर्न बन्द गर्न बन्दुकको स्विच छोड्नुहोस्
3.2T/4T प्रकार्य स्विच बटन: 2T/4T चयन प्रकार्य बटन
4.4T प्रकार्य सूचक प्रकाश: 4T प्रकार्य भनेको बन्दुकको स्विचलाई काम गर्न थिच्नु हो, बन्दुकको स्विच छोड्नुहोस् र अझै काम गर्नुहोस्, काम जारी राख्न बन्दुकको स्विचलाई फेरि थिच्नुहोस्, काम गर्न बन्द गर्न बन्दुकको स्विच छोड्नुहोस्।
- युनिफाइड समायोजन (स्वचालित)/आंशिक (म्यानुअल) समायोजन मोड स्विच बटन
- युनिफाइड समायोजन (स्वचालित)/आंशिक (म्यानुअल) समायोजन मोड सूचक: आंशिक समायोजन मोडमा हुँदा सूचक उज्यालो हुन्छ। एकीकृत समायोजन भनेको वेल्डिङ करन्ट र वेल्डिङ भोल्युम होtage एक अर्कासँग मिलाउनको लागि सिंक्रोनस (स्वचालित रूपमा) समायोजन गरिन्छ, र आंशिक समायोजनको अर्थ वेल्डिङ वर्तमान र वेल्डिङ भोल्टेजको अलग समायोजन (व्यवसायिक प्रयोगको लागि म्यानुअल समायोजन) हो।
- वर्तमान नियमन
- ग्यास पूर्व उडाउने मोड सूचक: पहिले ग्यास जडान गर्नुहोस्, त्यसपछि राम्रोसँग
- VRD स्थिति सूचक: एन्टी-सक मोड, जब सूचक प्रकाश सक्रिय हुन्छ, यो एन्टि-सक मोडमा हुन्छ, र आउटपुट भोल्युमtage सुरक्षित भोल्युम भन्दा कम छtage.
- ग्यास ब्लो मोड सूचक बत्ती: वेल्डिङ रोकेपछि कूलिङ बन्दुकको हेड उडाउन जारी राख्नुहोस्
- VRD स्थिति सक्रियता/रद्द बटन: एन्टी-शक प्रकार्य सक्रियता/निष्क्रिय
- ग्यास फ्रन्ट ब्लोइङ/ब्याक ब्लोइङ मोड स्विच बटन: ग्यास फ्रन्ट ब्लोइङ र ब्याक ब्लोइङ प्रकार्य चयन
- कार्बन डाइअक्साइड ग्याँस सूचक प्रकाश, 8mm वेल्डिंग तार प्रयोग गरेर
- TIG प्रकार्य सूचक
- मिश्रित ग्याँस सूचक प्रकाश, 8mm वेल्डिंग तार संग
- भोल्युमtagई समायोजन: वेल्डिंग भोल्युमtage समायोजन (आंशिक समायोजन मोड अन्तर्गत मान्य
- MMA प्रकार्य सूचक प्रकाश: प्रकाश सक्रिय छ, वेल्डर म्यानुअल वेल्डिंग (MMA) मोडमा काम गरिरहेको छ
- फ्लक्स-कोर्ड तार ० सूचक
- MMA, MIG, TIG प्रकार्य स्विच बटन
- फ्लक्स-कोर्ड वेल्डिङ तारको लागि 8 सूचक प्रकाश
- तार निरीक्षण प्रकार्य: जाँच गर्नुहोस् कि वेल्डिंग तार मेसिनमा राम्रोसँग जडान भएको छ, र बन्दुक तारबाट बाहिर निस्कन सक्दैन।
- भोल्टमिटर
- सूचकमा पावर
- थर्मल सुरक्षा सूचक
- एमिटर
वेल्डिङ मेसिन जडान रेखाचित्र
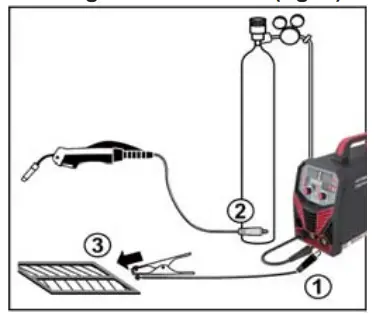
ठोस तार संग वेल्डिंग (fi g. 1)
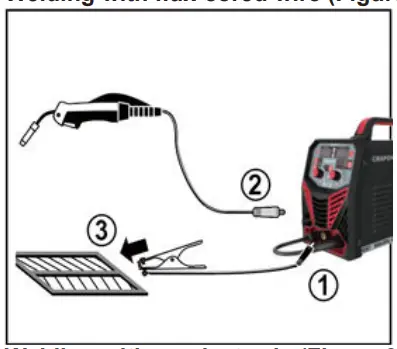
fl ux-cored तार संग वेल्डिंग (चित्र 2)
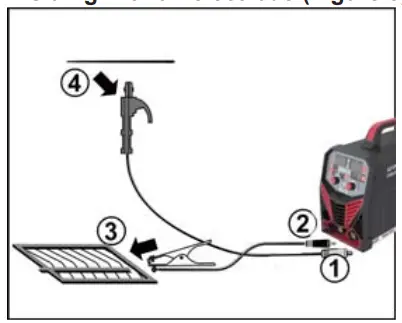
एक इलेक्ट्रोड संग वेल्डिंग (चित्र 3)
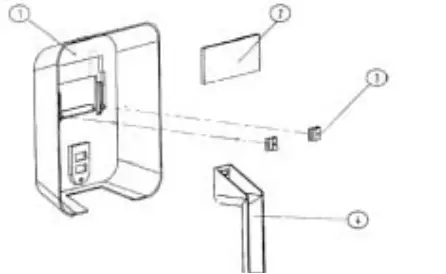
वेल्डिङ ढाल जम्मा गर्दै
MIG / MAG वेल्डिङको लागि तयारी गर्दै बटन 15 प्रयोग गरी आवश्यक प्रकारको वेल्डिङ चयन गर्नुहोस्। साथै, वेल्डिङ करन्ट अन/अफ मोड सेट गर्न स्वीच 2 प्रयोग गर्नुहोस् (2T - वेल्डिङ टर्च ट्रिगर थिचेर गरिन्छ, 4T - टर्च ट्रिगरको पहिलो प्रेस - वेल्डिङको सुरुवात, दोस्रो प्रेस - वेल्डिङको अन्त्य)।
VRD प्रकार्य खुला-सर्किट भोल्युम कम गर्न जिम्मेवार छtagस्रोतको e 12-24 भोल्ट मानिसका लागि सुरक्षित, अर्थात् भोल्टtagमेसिन खोल्दा e ड्रप हुन्छ, तर कुनै वेल्डिङ गरिएको छैन। वेल्डिङ प्रक्रिया सुरु हुने बित्तिकै, VRD ले अपरेटिङ भोल्युमलाई पुनर्स्थापित गर्छtagई मापदण्डहरु।
VRD विकल्प यस्तो अवस्थामा सान्दर्भिक छ: उपकरण उच्च हावा आर्द्रता को अवस्थामा संचालित छ; सुविधा मा सुरक्षा को लागी उच्च आवश्यकताहरु; साना क्षेत्रहरूमा वेल्डिङ उपकरणको प्रयोग।
बर्नर
MIG/MAG वेल्डिङ टर्चमा आधार, जडान गर्ने केबल र ह्यान्डल हुन्छ। आधारले वेल्डिङ टर्च र तार फिडरलाई जोड्छ। जडान केबल:
खोक्रो केबलको बिचमा नायलनले ढाकिएको लाइनर राखिएको छ। च्यानलको भित्री भाग तार फिडिङको लागि हो। डक्ट र होलो केबल बीचको खाली ठाउँलाई सिल्डिङ ग्यास आपूर्ति गर्न प्रयोग गरिन्छ, जबकि खोक्रो केबल आफैं करेन्ट आपूर्ति गर्न प्रयोग गरिन्छ।
ध्यान दिनुहोस्! बर्नरलाई एसेम्बल र डिस्सेम्बल गर्नु अघि वा कम्पोनेन्टहरू बदल्नु अघि, बिजुली आपूर्ति विच्छेद गर्नुहोस्।
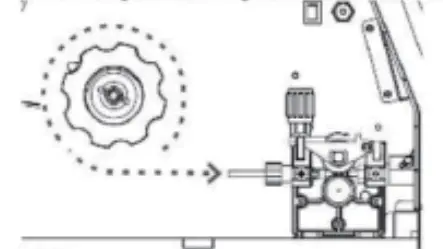
कुंडल स्थापना
वेल्डिङ प्रक्रिया अनुसार आवश्यक तार चयन गर्नुहोस्। तारको व्यास ड्राइभ रोल, तार लाइनर र सम्पर्क टिपसँग मेल खानुपर्छ। तार स्पूल घुसाउन मेसिनको साइड कभर खोल्नुहोस्। रिल सिट समायोजन गर्ने स्क्रू खोल्नुहोस्, स्पूललाई रिल सिटमा राख्नुहोस् र उही पेचको साथ मिलाउनुहोस्। तारको अन्त्य ड्रम मुनि, तार फिडरको विपरीत हुनुपर्छ। स्पूलको अवधारण बल समायोजन गर्न समायोजन पेंच प्रयोग गर्नुहोस्। कुण्डली स्वतन्त्र रूपमा घुमाउनुपर्छ, तर सञ्चालनको क्रममा कुनै तार लूपहरू बन्नु हुँदैन। यदि टिकाहरू बनाइएका छन् भने, समायोजन पेंच थप कडा गर्नुहोस्। यदि स्पूल फरक छ -
घुमाउन पंथ, पेंच खोल्नुहोस्।
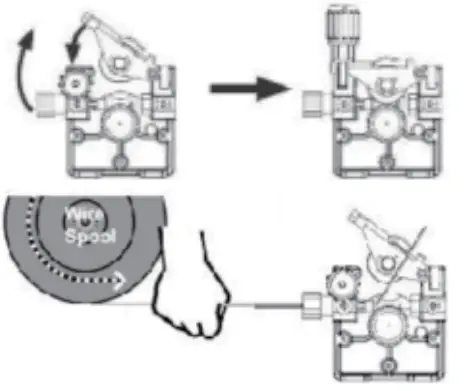
तार लाइनरमा तार घुसाउँदै
समायोजकलाई तपाइँ तर्फ ढीला र कम गर्नुहोस्। पिन्च रोलर उठाउनुहोस्;
तारको झुकेको छेउलाई काट्नुहोस् र फिडरको तार लाइनरमा तार थ्रेड गर्नुहोस्, यसलाई ड्राइभ रोलको च्यानलमा पङ्क्तिबद्ध गर्नुहोस्। सुनिश्चित गर्नुहोस् कि रोलरको बोर तारको व्याससँग मेल खान्छ;
तारलाई वेल्डिङ टर्च कनेक्टर बोरमा राख्नुहोस्, पिन्च रोलर छोड्नुहोस्, र समायोजकलाई ठाडो स्थितिमा फर्काउनुहोस्।
पिन्च रोलरको दबाब समायोजन गर्नुहोस्।
- स्टिलको तारसँग वेल्डिङ गर्दा, ड्राइभ रोलको V-ग्रुभ प्रयोग गरिनुपर्छ;
- फ्लक्स-कोर्ड तार प्रयोग गर्दा, ड्राइभ रोलको गियर ग्रूभ प्रयोग गरिनुपर्छ (उपलब्धता उपकरणको मोडेल र उपकरणमा निर्भर गर्दछ)।
- एल्युमिनियम तार प्रयोग गर्दा, ड्राइभ रोलको U-ग्रुभ प्रयोग गर्नुपर्छ (उपलब्धता मेसिनको मोडेल र उपकरणमा निर्भर गर्दछ)।
वेल्डिङ हातमा तार फिड गर्नुहोस्
टर्चमा वेल्डिङ टिप खोल्नुहोस्।
तारलाई टर्च आस्तीनमा फिड गर्नको लागि, स्विच 6 लाई स्विच गरेर अस्थायी रूपमा पावर अन गर्नुहोस् र बटन 16 (तार फिड) थिच्नुहोस् जबसम्म यसले वेल्डिंग आस्तीनको च्यानल भर्दैन र टर्च छोड्दैन। बिजुली आपूर्ति विच्छेद गर्नुहोस्। नोट! मा तार को नि: शुल्क पास को लागी
केबल, यसको सम्पूर्ण लम्बाइ संग सीधा। तारलाई खुवाउँदा, यो ड्राइभ रोल च्यानलमा स्वतन्त्र रूपमा सर्छ र फिडको गति समान छ भनी सुनिश्चित गर्नुहोस्। यदि फिड दर असमान छ भने, पिन्च रोलरको दबाब समायोजन गर्नुहोस्। तारको व्याससँग मेल खाने र नोजल स्थापना गर्ने सम्पर्क टिपमा मिलाउनुहोस् र स्क्रू गर्नुहोस्।
अर्ध-स्वचालित वेल्डिंग मोडहरू यो मेसिनले दुई प्रकारका वेल्डिङ तारहरूसँग काम गर्न सक्छ: ढाल ग्यास वातावरणमा ठोस तामा-लेपित तार, र सेल्फ-शिल्ड फ्लक्स-कोर्ड तार, जसमा ग्यास सिलिन्डर आवश्यक पर्दैन।
विभिन्न प्रकारका फिलर तारका लागि फरक तारिङ रेखाचित्र चाहिन्छ।
ठोस cop-per-plated तार संग ग्यास वेल्डिंग (GAS):
- यन्त्रको अगाडिको प्यानलको फेदमा रहेको कनेक्टरसँग छोटो केबललाई अगाडिको प्यानल (“+” टर्मिनल) को बायाँ कनेक्टरमा जडान गर्नुहोस्।
- वेल्डेड गर्नको लागि वर्कपीसमा ग्राउन्डिङ टर्मिनल फिक्स गर्नुहोस्, केबलको अर्को छेउमा रहेको कनेक्टरलाई अगाडिको प्यानल ("-" टर्मिनल) मा रहेको दायाँ कनेक्टरमा जडान गर्नुहोस्।
- तारको व्यास अनुसार फिड रोलमा चिन्हहरू जाँच गर्नुहोस्
- स्लटमा तारको स्पूल घुसाउनुहोस्।
- रोल cl पछाडि फोल्ड गरेर टर्चमा तार फिड गर्नुहोस्amp र रिसेस मार्फत च्यानलमा तार घुसाउँदै
- रोलर cl बन्द गर्नुहोस्amp cl लाई थोरै कडा गरेरamping पेंच।
- तारमा बन्दुक टिपको प्वाल व्यास मिलाउन सुनिश्चित गर्नुहोस्
- मेसिन खोल्नुहोस् र टर्चमा ट्रिगर थिचेर टिपबाट बाहिर नआउन्जेल तार चलाउनुहोस्।
- ग्यास नियामकबाट नलीलाई उपकरणको पछाडिको फिटिङमा जडान गर्नुहोस्।
- शिल्डिङ ग्यास सिलिन्डरमा भल्भ खोल्नुहोस्, टर्च ट्रिगर थिच्नुहोस् र रिड्यूसरसँग ग्यास प्रवाह समायोजन गर्नुहोस् (सामान्यतया ग्यास प्रवाह निम्नानुसार सेट गरिएको छ: ग्यास प्रवाह (l / मिनेट) = तार व्यास (मिमी) x
- प्रयोग गरी आवश्यक वेल्डिङ मोड सेट गर्नुहोस्
- सुरु गर्नुहोस्
ग्यास बिना वेल्डिङ (NO GAS) सेल्फ-शिल्ड फ्लक्स-कोर्ड तारको साथ:
- यन्त्रको अगाडिको प्यानलको फेदमा रहेको कनेक्टरसँग छोटो केबललाई अगाडिको प्यानल (“-” टर्मिनल) मा रहेको दायाँ कनेक्टरमा जडान गर्नुहोस्।
- वेल्डेड गर्नको लागि वर्कपीसमा ग्राउन्डिङ टर्मिनल फिक्स गर्नुहोस्, केबलको अर्को छेउमा रहेको कनेक्टरलाई अगाडिको प्यानल (“+” टर्मिनल) मा बाँया कनेक्टरमा जडान गर्नुहोस्।
- तारको व्यास अनुसार फिड रोलमा चिन्हहरू जाँच गर्नुहोस्
- स्लटमा तारको स्पूल घुसाउनुहोस्।
- रोल cl पछाडि फोल्ड गरेर टर्चमा तार फिड गर्नुहोस्amp र रिसेस मार्फत च्यानलमा तार घुसाउँदै
- रोलर cl बन्द गर्नुहोस्amp cl लाई थोरै कडा गरेरamping पेंच।
- तारमा बन्दुक टिपको प्वाल व्यास मिलाउन सुनिश्चित गर्नुहोस्
- मेसिन खोल्नुहोस् र टर्चमा ट्रिगर थिचेर टिपबाट बाहिर नआउन्जेल तार चलाउनुहोस्।
- प्रयोग गरी आवश्यक वेल्डिङ मोड सेट गर्नुहोस्
वेल्डिङ प्रक्रिया
वेल्डिङ गर्ने सामग्रीको मोटाई र प्रयोग गरिएको इलेक्ट्रोड तारको व्यासको आधारमा वेल्डिङ करन्ट सेट गर्नुहोस्। तार फिड गति स्वचालित रूपमा वेल्डिंग वर्तमान संग सिंक्रोनाइज गरिएको छ। टर्चलाई वर्कपीसमा सार्नुहोस् ताकि तारले वर्कपीसलाई नछोस्, तर त्यसबाट धेरै मिलिमिटरको दूरीमा होस्। चाप उज्यालो गर्न टर्च बटन थिच्नुहोस् र वेल्डिङ सुरु गर्नुहोस्। थिचिएको कुञ्जीले इलेक्ट्रोड तारको फिड र रिड्यूसरद्वारा सेट गरिएको सिल्डिङ ग्यासको प्रवाह सुनिश्चित गर्दछ।
चापको लम्बाइ र इलेक्ट्रोडको चालको गतिले वेल्डको आकारलाई असर गर्छ।
प्रतिस्थापन योग्य ध्रुवता सञ्चालन सुरुमा, वेल्डिङ टर्चको पावर कन्ट्याक्ट पोलरिटी रिभर्सल मोड्युलमा "+" मा जोडिएको हुन्छ। यो रिभर्स पोलारिटी हो। यो स्टेनलेस स्टील्स, मिश्र धातु स्टील्स र उच्च कार्बन स्टील्स को पातलो पाना स्टील को वेल्डिंग को लागी प्रयोग गरिन्छ, जुन अति तताउने को लागी धेरै संवेदनशील छ।
प्रत्यक्ष ध्रुवता वेल्डिंगको समयमा, अधिकांश ताप उत्पादनमा केन्द्रित हुन्छ, जसले वेल्डको जरालाई गहिरो बनाउँछ। उल्टो देखि प्रत्यक्ष मा polarity परिवर्तन गर्न, यो मोड्युल मा पावर तार को आउटपुट "+" बाट "-" मा स्विच गर्न आवश्यक छ। र यस अवस्थामा, पृथ्वी cl संग केबल जडान गर्नुहोस्amp अगाडिको प्यानलको "+" टर्मिनलमा पावर केबल लग घुसाएर workpiece मा।
ढाल ग्यास बिना फ्लक्स-कोर्ड तार संग वेल्डिंग को लागी, प्रत्यक्ष ध्रुवता प्रयोग गरिन्छ। मा
यस अवस्थामा, अधिक तातो उत्पादनमा जान्छ, र तार र वेल्डिङ टर्च च्यानल कम तातो हुन्छ।
वेल्डिङको अन्त्यमा:
- वेल्डिंग चाप अवरोध गर्दै, सीमबाट टर्च नोजल हटाउनुहोस्;
- तार र ग्यास फिड रोक्न टर्च ट्रिगर जारी गर्नुहोस्;
- सिलिन्डर रिड्युसरबाट ग्यास आपूर्ति भल्भ बन्द गरेर ग्यास आपूर्ति विच्छेद गर्नुहोस्;
- स्विचलाई "बन्द" स्थितिमा सार्नुहोस् - बन्द
म्यानुअल आर्क वेल्डिङ मोड (mma)
- इलेक्ट्रोड होल्डरलाई उपकरणको "-" टर्मिनलमा, ग्राउन्डिङ केबललाई "+" मा जडान गर्नुहोस्।
उपकरणको टर्मिनल (प्रत्यक्ष ध्रुवता), वा यसको विपरित, यदि वेल्डिङ अवस्था र / वा इलेक्ट्रोडको ब्रान्ड द्वारा आवश्यक छ भने:
म्यानुअल आर्क वेल्डिङमा, दुई प्रकारका जडानहरू छुट्याइएको छ: प्रत्यक्ष ध्रुवता र उल्टो। जडान "प्रत्यक्ष" ध्रुवता: इलेक्ट्रोड - "माइनस", वेल्डेड भाग - "प्लस"। यस्तो जडान र सीधा ध्रुवता प्रवाह धातु काट्न र ठूला मोटाइहरू वेल्डिंग गर्न उपयुक्त हुन्छ जसलाई न्यानो गर्न ठूलो मात्रामा तातो चाहिन्छ।
"रिभर्स" ध्रुवता (इलेक्ट्रोड - "प्लस", भाग
- "माइनस") सानो मोटाई र पातलो पर्खाल वेल्डिंग गर्दा प्रयोग गरिन्छ तथ्य यो हो कि विद्युतीय चापको नकारात्मक पोल (क्याथोड) मा, तापक्रम सधैं सकारात्मक (एनोड) भन्दा कम हुन्छ, जसको कारण इलेक्ट्रोड। छिटो पग्लन्छ, र भागको ताप घट्छ - र यसको बर्नआउटको खतरा पनि कम हुन्छ।
- MMA मा मोड स्विच सेट गर्नुहोस्
- इलेक्ट्रोडको प्रकार र व्यास अनुसार वेल्डिङ वर्तमान सेट गर्नुहोस् र सुरु गर्नुहोस्
- वेल्डिङ वर्तमान वर्तमान नियामक द्वारा विनियमित छ, सञ्चालन को समयमा वर्तमान को वास्तविक मूल्य ammeter मा प्रदर्शित हुन्छ।
- चापको उत्तेजना उत्पादनमा इलेक्ट्रोडको छेउमा छोएर र आवश्यक डिस्प्लेमा फिर्ता लिएर गरिन्छ- प्राविधिक रूपमा, यो प्रक्रिया दुई तरिकामा गर्न सकिन्छ:
- इलेक्ट्रोडलाई पछाडि पछाडि छोएर र यसलाई माथि तान्दै;
- इलेक्ट्रोडको छेउको सतहमा मिल्दोजुल्दो प्रहार गरेर
ध्यान! चापलाई प्रज्वलित गर्ने प्रयास गर्दा काम गर्ने सतहमा इलेक्ट्रोडलाई नककाउनुहोस्, किनकि यसले यसलाई क्षति पुर्याउन सक्छ र चापको प्रज्वलनलाई थप जटिल बनाउन सक्छ।
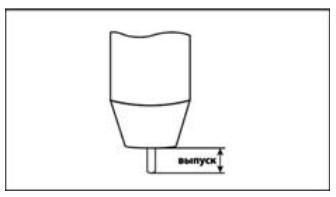
- चाप प्रहार हुने बित्तिकै, इलेक्ट्रोडलाई वर्कपीसबाट इलेक्ट्रोडको व्याससँग मिल्दो दूरीमा राख्नुपर्छ। एक समान सीम प्राप्त गर्न, यो दूरी सकेसम्म निरन्तर कायम राख्न आवश्यक छ। यो पनि याद गर्नुपर्छ कि इलेक्ट्रोड अक्ष को झुकाव लगभग 20-30 डिग्री हुनुपर्छ, वेल्डिंग सीम निर्देशन को राम्रो दृश्य नियन्त्रण को लागी।
- वेल्ड समाप्त गर्दा, वेल्डिङ क्रेटर भर्नको लागि इलेक्ट्रोडलाई अलिकति पछाडि तान्नुहोस्, र त्यसपछि चाप नहुँदासम्म यसलाई तीव्र रूपमा माथि उठाउनुहोस्।
वेल्डिङ प्यारामिटर तालिकाहरू (सन्दर्भको लागि मात्र)
| मोटाई धातु, मिमी | सिफारिस गरिएको तार व्यास, मिमी | ||||||
| ठोस तार | फ्लक्स तार | ||||||
| 0,6 | 0,8 | 0,9 | 1,0 | 0,8 | 0,9 | 1,2 | |
| 0,6 | + | ||||||
| 0,75 | + | + | + | ||||
| 0,9 | + | + | + | + | |||
| 1,0 | + | + | + | + | + | ||
| 1,2 | + | + | + | + | + | ||
| 1,9 | + | + | + | + | + | + | |
| 3,0 | + | + | + | + | + | ||
| 5,0 | + | + | + | + | |||
| 6,0 | + | + | + | ||||
| 8,0 | + | + | |||||
| 10,0 | + | + | |||||
| 12,0 | + | + | |||||
| 5 मिमी वा सोभन्दा बढी मोटाईको धातुको उच्च-गुणस्तरको वेल्डिंगको लागि, भागहरूको अन्तिम किनारा जोड्ने बिन्दुमा वा धेरै पासहरूमा वेल्ड गर्न आवश्यक छ। | |||||||
MIG, MAG वेल्डिङका लागि ग्यास प्रवाह सेटिङहरू
MMA वेल्डिङ गर्दा हालको बल र इलेक्ट्रोडको व्यासको प्यारामिटरहरू
| इलेक्ट्रोड व्यास, मिमी | वेल्डिङ वर्तमान, ए
न्यूनतम अधिकतम |
|
| 1,6 | 20 | 50 |
| 2,0 | 40 | 80 |
| 2,5 | 60 | 110 |
| 3,2 | 80 | 160 |
| 4,0 | 120 | 200 |
वेल्ड सीम विशेषताहरु
मा निर्भर गर्दछ amperage र इलेक्ट्रोड को गति, तपाईं निम्न परिणाम प्राप्त गर्न सक्नुहुन्छ:

1. इलेक्ट्रोड को धेरै ढिलो चाल
2. एक धेरै छोटो चाप
3. धेरै कम वेल्डिंग वर्तमान 4. धेरै छिटो इलेक्ट्रोड आन्दोलन 5. धेरै लामो चाप
6. धेरै उच्च वेल्डिंग वर्तमान 7. सामान्य सीम
हामी तपाईंलाई केही व्यावहारिक सीपहरू प्राप्त गर्न केही परीक्षण वेल्डहरू गर्न सिफारिस गर्छौं।
वेल्डिङ मेसिन बन्द गर्दै। थर्मल संरक्षण
तपाईंको वेल्डिङ मेसिन मेसिनको इलेक्ट्रोनिक पार्ट्सलाई अति ताप्नबाट रोक्नको लागि थर्मल सुरक्षाले सुसज्जित छ। यदि तापक्रम नाघ्यो भने, थर्मल स्विचले उपकरण बन्द गर्नेछ। थर्मल सुरक्षा को सञ्चालन सूचक को चमक द्वारा संकेत गरिएको छ।
ध्यान दिनुहोस्! जब तापक्रम सामान्य परिचालन तापक्रममा फर्किन्छ, भोल्युमtage स्वचालित रूपमा इलेक्ट्रोडमा आपूर्ति गरिनेछ। यस समयमा उत्पादनलाई ध्यान नगरी नछोड्नुहोस्, तर इलेक्ट्रोड होल्डरलाई भुइँमा वा वेल्डेड गर्नका लागि भागहरूमा सुत्नुहोस्।
हामी तपाईंलाई यस समयमा स्विचको साथ यन्त्र बन्द गर्न सिफारिस गर्छौं।
यो उत्पादन को लागी सञ्चालन को समयमा तातो सामान्य छ।
ध्यान दिनुहोस्! वेल्डिङ मेसिन (विशेष गरी थर्मल स्विचको बारम्बार ट्रिपिङको साथ) को ब्रेकडाउन वा समयपूर्व विफलताबाट बच्नको लागि, काम जारी राख्नु अघि, थर्मल सुरक्षा ट्रिपिङको कारण पत्ता लगाउनुहोस्। यो गर्नको लागि, यन्त्रलाई मुख्यबाट विच्छेद गर्नुहोस् र यस पुस्तिकाको "सम्भावित खराबीहरू र तिनीहरूको उन्मूलनका विधिहरू" खण्डलाई सन्दर्भ गर्नुहोस्।
सम्भावित खराबीहरू र तिनीहरूको उन्मूलनका तरिकाहरू
उत्पादनको राम्रो अवस्था निगरानी गर्नुहोस्। शंकास्पद गन्ध, धुवाँ, आगो, स्पार्कहरू देखा परेमा, यन्त्र बन्द गर्नुहोस्, यसलाई मुख्यबाट जडान गर्नुहोस् र विशेष सेवा केन्द्रमा सम्पर्क गर्नुहोस्।
यदि तपाईंले उत्पादनको सञ्चालनमा केहि असामान्य फेला पार्नुभयो भने, तुरुन्तै प्रयोग गर्न बन्द गर्नुहोस्। उत्पादनको प्राविधिक जटिलताको कारणले गर्दा, सीमा राज्य मापदण्ड प्रयोगकर्ताले स्वतन्त्र रूपमा निर्धारण गर्न सक्दैन।
स्पष्ट वा शंकास्पद खराब कार्यको अवस्थामा, "सम्भावित खराब कार्यहरू र तिनीहरूको उन्मूलनका विधिहरू" खण्डलाई सन्दर्भ गर्नुहोस्। यदि सूचीमा कुनै खराबी छैन वा।
यदि तपाइँ यसलाई ठीक गर्न सक्नुहुन्न भने, एक विशेष सेवा केन्द्रमा सम्पर्क गर्नुहोस्।
अन्य सबै कामहरू (मरम्मत सहित) सेवा केन्द्रका विशेषज्ञहरूले मात्र सञ्चालन गर्नुपर्छ।
| समस्या | सम्भावित कारण | समाधान | |
|
1 |
सूचक थर्मल सुरक्षा मा छ |
भोल्युमtage धेरै उच्च | पावर स्रोत बन्द गर्नुहोस्; मुख्य खाना जाँच गर्नुहोस्; भोल्युम हुँदा फेरि मेसिन अन गर्नुहोस्tage सामान्य छ। |
| भोल्युमtage धेरै कम | |||
| खराब हावा प्रवाह | हावा प्रवाह सुधार गर्नुहोस् | ||
| उपकरणको थर्मल सुरक्षा ट्रिगर गरिएको छ | यन्त्रलाई चिसो हुन दिनुहोस् | ||
|
2 |
कुनै तार फिड छैन |
न्यूनतममा तार फिड घुंडी | समायोजन गर्नुहोस् |
| हालको टिप टाँस्दै | टिप बदल्नुहोस् | ||
| फिड रोलरहरू तार व्याससँग मेल खाँदैन | दायाँ रोलरमा राख्नुहोस् | ||
|
3 |
फ्यानले काम गर्दैन वा बिस्तारै घुमाउँछ | पावर बटनले काम गर्दैन | कृपया सेवा केन्द्रमा सम्पर्क गर्नुहोस् |
| पंखा फुटेको छ | |||
| खराब फ्यान जडान | जडान जाँच गर्नुहोस् | ||
|
4 |
अस्थिर चाप, ठूलो स्प्याटर |
कमजोर भाग सम्पर्क | सम्पर्क सुधार गर्नुहोस् |
| नेटवर्क केबल धेरै पातलो छ, पावर हराएको छ | नेटवर्क केबल परिवर्तन गर्नुहोस् | ||
| इनपुट भोलtage धेरै कम | इनपुट भोल्युम बढाउनुहोस्tage एक नियामक संग | ||
| बर्नरका भागहरू जीर्ण छन् | बर्नर भागहरू बदल्नुहोस् | ||
| 5 | चाप प्रहार गर्दैन | फुटेको वेल्डिङ केबल | केबल जाँच गर्नुहोस् |
| भाग फोहोर, रंग, खिया मा | भाग सफा गर्नुहोस् | ||
|
6 |
कुनै सुरक्षा ग्यास छैन |
बर्नर सही रूपमा जडान गरिएको छैन | बर्नरलाई सही रूपमा जडान गर्नुहोस् |
| ग्याँस नली किंकिएको वा क्षतिग्रस्त | ग्याँस नली जाँच गर्नुहोस् | ||
| नली जडानहरू ढीला छन् | नली जडानहरू जाँच गर्नुहोस् | ||
| 7 | अन्य | कृपया सेवा केन्द्रमा सम्पर्क गर्नुहोस् |
ग्राफिक प्रतीक र प्राविधिक डेटा
| U0…….V | यो प्रतीकले माध्यमिक नो-लोड भोल्युम देखाउँछtage (भोल्टमा)। |
| X | यो प्रतीकले मूल्याङ्कन गरिएको कर्तव्य चक्र देखाउँछ। |
| I2……A | यो प्रतीकले वेल्डिङको प्रवाह देखाउँछ AMPS. |
| U2 …… V | यो प्रतीकले वेल्डिङ भोल्युम देखाउँछtage VOLTS मा। |
| U1 | यो प्रतीकले मूल्याङ्कन गरिएको आपूर्ति भोल्युम देखाउँछtage. |
| I1max…A | यो प्रतीकले वेल्डिङ एकाइको अधिकतम अवशोषित वर्तमान देखाउँछ AMP. |
| I1eff…A | यो प्रतीकले वेल्डिङ एकाइको अधिकतम अवशोषित वर्तमान देखाउँछ AMP. |
| IP21S | यो प्रतीकले वेल्डिङ एकाइको सुरक्षा वर्ग देखाउँछ। |
| S | यो प्रतीकले विद्युतीय झट्का लाग्ने उच्च जोखिम भएको वातावरणमा वेल्डिङ एकाइ प्रयोगको लागि उपयुक्त छ भनी देखाउँछ। |
 |
यो प्रतीकले सञ्चालन गर्नु अघि अपरेटिङ निर्देशनहरू ध्यानपूर्वक पढ्नुहोस् देखाउँछ। |
| |
यो प्रतीकले वेल्डिङ इकाई एकल चरणबद्ध डीसी वेल्डर हो भनेर देखाउँछ। |
 |
यो प्रतीकले हर्ट्जमा आपूर्ति शक्ति चरण र लाइन आवृत्ति देखाउँछ। |
मर्मत र सेवा
मर्मत र सफाई
- पावरमा कुनै पनि काम गर्नु अघि सकेटबाट प्लग तान्नुहोस्
- नियमित रूपमा सुक्खा र सफा संकुचित हावा द्वारा धूलो हटाउनुहोस्। यदि वेल्डिङ मेसिन बलियो धुवाँ र प्रदूषित हावा भएको वातावरणमा सञ्चालन गरिन्छ भने, मेसिनलाई कम्तिमा एक पटक सफा गर्नुपर्छ।
- कम्प्रेस्ड हावाको दबाब उचित दायरा भित्र हुनुपर्दछ ताकि साना र संवेदनशील कम्पोनेन्टहरूलाई क्षति हुनबाट जोगाउन।
- वेल्डिङ मेसिनको आन्तरिक सर्किट नियमित रूपमा जाँच गर्नुहोस् र सर्किट जडानहरू सही र कडा रूपमा जडान भएको सुनिश्चित गर्नुहोस् (विशेष गरी प्लगइन कनेक्टर र कम्पोनेन्टहरू)। यदि स्केल र खिया फेला पर्यो भने, कृपया यसलाई सफा गर्नुहोस्, र फेरि जडान गर्नुहोस्
- पानी र भापलाई मेसिनमा प्रवेश गर्नबाट रोक्नुहोस्। यदि त्यसो भयो भने, कृपया यसलाई सुकाउनुहोस् र इन्सुलेशन जाँच गर्नुहोस्
- यदि वेल्डिङ मेसिन लामो समयसम्म प्रयोग नगर्ने हो भने, यसलाई प्याकिङ बक्समा हालेर सुख्खा र सफा राख्नु पर्छ।
सुरक्षा खतराहरूबाट बच्नको लागि, यदि विद्युत आपूर्ति कर्ड बदल्न आवश्यक छ भने, यो PIT वा PIT पावर उपकरणहरू मर्मत गर्न अधिकृत भएको बिक्री पछि सेवा केन्द्रद्वारा गरिनुपर्छ।
सेवा
- आफ्नो पावर औजारको मर्मत योग्य कर्मचारीहरूद्वारा मात्र र मूल प्रतिस्थापन पार्टपुर्जाहरूसँग मात्र गर्नुहोस्। यसले पावर उपकरणको सुरक्षा सुनिश्चित गर्दछ।
आधिकारिक सेवा केन्द्रहरूको सूची हुन सक्छ viewआधिकारिक मा एड webलिङ्क द्वारा PIT को साइट: https://pittools.ru/servises/
भण्डारण र यातायात
वेल्डिङ मेसिनलाई ० देखि + ४० डिग्री सेल्सियस तापक्रममा र सापेक्षिक आर्द्रता + ८०% सम्ममा प्राकृतिक भेन्टिलेसन भएको बन्द कोठामा भण्डारण गर्नुपर्छ। हावामा एसिड वाष्प, क्षार र अन्य आक्रामक अशुद्धताहरूको उपस्थितिलाई अनुमति छैन।
मेकानिकल क्षति, वायुमण्डलीय वर्षाबाट उत्पादनको संरक्षण गर्दै उत्पादनहरू निर्माताको प्याकेजिङमा वा यो बिना कुनै पनि प्रकारको बन्द यातायातद्वारा ढुवानी गर्न सकिन्छ।
 फोहोर फाल्ने
फोहोर फाल्ने
क्षतिग्रस्त विद्युत उपकरण, ब्याट्री, सहायक उपकरण र फोहोर प्याकेजिङ सामाग्री पुन: प्रयोग र वातावरण मैत्री तरिकामा पुन: प्रयोग गर्नुपर्छ।
पावर औजार र एक्युमुलेटर/ब्याट्रीहरू सामान्य घरायसी फोहोरमा नफाल्नुहोस्!
उत्पादन क्रम संख्या व्याख्या- क्रम संख्या
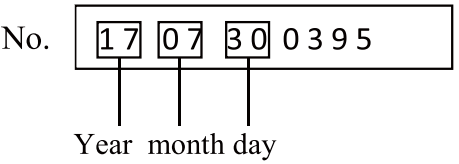
बायाँ देखि दायाँ उत्पादन क्रम संख्या को पहिलो र दोस्रो अंक
उत्पादनको वर्ष, तेस्रो र चौथो अंकले उत्पादनको महिनालाई संकेत गर्दछ।
पाँचौं र छैटौं अंकले उत्पादन दिनलाई जनाउँछ।
वारेन्टी सेवाका सर्तहरू
- यो वारेन्टी प्रमाणपत्र एक मात्र कागजात हो जसले तपाइँको नि:शुल्क वारेन्टीको अधिकारलाई पुष्टि गर्दछ यो प्रमाणपत्र प्रस्तुत नगरीकन, कुनै दावीहरू स्वीकार गरिदैन। हानि वा क्षतिको अवस्थामा, वारेन्टी प्रमाणपत्र पुनर्स्थापित गरिएको छैन।
- विद्युतीय मेसिनको लागि वारेन्टी अवधि बिक्रीको मितिबाट १२ महिना हो, वारेन्टी अवधिमा सेवा विभागले उत्पादन दोषहरू हटाउँछ र निर्माताको दोषका कारण असफल भएका भागहरू नि:शुल्क रूपमा प्रतिस्थापन गर्दछ। वारेन्टी मर्मतमा, एक बराबर सञ्चालन योग्य उत्पादन प्रदान गरिएको छैन। प्रतिस्थापन गर्न सकिने भागहरू सेवा प्रदायकहरूको सम्पत्ति बन्छन्।
विद्युतीय मेसिन सञ्चालन गर्दा हुन सक्ने कुनै पनि क्षतिको लागि PIT जिम्मेवार हुँदैन।
- निम्न विधिवत कार्यान्वयन गरिएका कागजातहरूका साथ मात्र सफा उपकरण: यो वारेन्टी प्रमाणपत्र, वारेन्टी कार्ड, सबै फिल्डहरू भरिएको, स्टन्ट बोक्ने।amp व्यापार संगठनको र खरिदकर्ताको हस्ताक्षर, वारेन्टीको लागि स्वीकार गरिनेछ
- निम्न अवस्थामा वारेन्टी मर्मत गरिएको छैन:
- वारेन्टी प्रमाणपत्र र वारेन्टी कार्डको अनुपस्थितिमा वा तिनीहरूको गलत कार्यान्वयनमा;
- विद्युतीय इन्जिनको रोटर र स्टेटर दुवैको विफलतामा, वेल्डिङ मेसिनको ट्रान्सफर्मरको प्राथमिक घुमाउरो पग्लिने वा पग्लिने, चार्ज गर्ने वा स्टार्टिङ गर्ने यन्त्र, भित्री भागहरू पग्लिएर, इलेक्ट्रोनिक सर्किट बोर्डहरू जलेर;
- यदि वारेन्टी प्रमाणपत्र वा वारेन्टी कार्ड
यो विद्युतीय मेसिन वा आपूर्तिकर्ता द्वारा स्थापित फारम संग मेल खाँदैन;
- वारेन्टी अवधि समाप्त भएपछि;
- वारेन्टी कार्यशाला बाहिर विद्युतीय मेसिन खोल्ने वा मर्मत गर्ने प्रयासमा; वारेन्टी अवधिमा उपकरणको रचनात्मक परिवर्तन र स्नेहन गर्ने, उदाहरणको रूपमा, पूर्वका लागिample, गैर-रोटेशनल फास्टनरहरूको स्प्लाइन भागहरूमा क्रिजहरूद्वारा
- उत्पादन वा प्रोफेसर बनाउन सम्बन्धित अन्य उद्देश्यका लागि बिजुली उपकरणहरू प्रयोग गर्दा, साथै GOST द्वारा स्थापित मापदण्डहरू भन्दा बढी पावर नेटवर्क प्यारामिटरहरूको अस्थिरतासँग सम्बन्धित खराबीहरूको मामलामा;
- अनुचित सञ्चालनको घटनाहरूमा (उचित उद्देश्यहरू बाहेक अन्यको लागि इलेक्ट्रिक मेसिन प्रयोग गर्नुहोस्, एट्याचमेन्टहरूको इलेक्ट्रिक मेसिनमा संलग्नहरू, सामानहरू, निर्माताद्वारा प्रदान नगरिएको);
- केस, पावर कर्डमा मेकानिकल क्षतिको साथ र आक्रामक एजेन्टहरू र उच्च र निम्न तापक्रमको कारणले क्षति भएको अवस्थामा, विद्युतीय मेसिनको भेन्टिलेसन ग्रिडहरूमा विदेशी वस्तुहरूको प्रवेश, साथै क्षतिको अवस्थामा। अनुचित भण्डारण (धातु भागहरु को जंग) को परिणाम;
- लामो अवधिको सञ्चालनको परिणाम स्वरूप विद्युतीय मेसिनको भागहरूमा प्राकृतिक झरना र आँसु (निर्दिष्ट औसत जीवनको पूर्ण वा आंशिक ह्रासको संकेतको आधारमा निर्धारण गरिएको, ठूलो प्रदूषण, बाहिर र भित्र खियाको उपस्थिति। इलेक्ट्रिक मेसिन, गियरबक्समा फोहोर लुब्रिकेन्ट);
- सञ्चालनमा निर्दिष्ट बाहेक अन्य उद्देश्यका लागि उपकरणको प्रयोग
- उपकरणमा यांत्रिक क्षति;
- निर्देशनमा निर्दिष्ट अपरेटिङ सर्तहरूको पालना नगरेको कारणले क्षतिको घटनामा (म्यानुअलको अध्याय "सुरक्षा सावधानीहरू" हेर्नुहोस्)।
- भण्डारण र ढुवानी नियमहरूको पालना नगर्दा उत्पादनमा क्षति
- उपकरण को बलियो आन्तरिक प्रदूषण को मामला मा।
वारेन्टी अवधिमा विद्युतीय मेसिनहरूको निवारक मर्मतसम्भार (सफाई, धुने, लुब्रिकेशन, एन्थर्स प्रतिस्थापन, पिस्टन र सिलिङ रिङहरू) सशुल्क सेवा हो।
उत्पादन को सेवा जीवन 3 वर्ष छ। शेल्फ जीवन 2 वर्ष छ। प्रारम्भिक प्रमाणीकरण बिना उपकरणको लेबलमा सिरियल नम्बरमा संकेत गरिएको निर्माणको मितिबाट भण्डारणको 2 वर्ष पछि सञ्चालनको लागि सिफारिस गरिएको छैन (यसको परिभाषाको लागि
निर्माणको मिति, पहिले प्रयोगकर्ताको म्यानुअल हेर्नुहोस्)।
मालिकलाई सेवा केन्द्रमा निदान पूरा भएपछि वारेण्टी सेवाका माथिका सर्तहरूको कुनै पनि सम्भावित उल्लङ्घनको बारेमा सूचित गरिन्छ।
उपकरणको मालिकले आफ्नो अनुपस्थितिमा सेवा केन्द्रमा सञ्चालन गरिने निदान प्रक्रिया सुम्पन्छ।
गियरबक्समा अत्याधिक गर्मी, स्पार्किङ, वा शोरको संकेत देखिएमा विद्युतीय मेसिन सञ्चालन नगर्नुहोस्। खराबीको कारण निर्धारण गर्न, खरिदकर्ताले वारेन्टी सेवा केन्द्रमा सम्पर्क गर्नुपर्छ।
इन्जिनको कार्बन ब्रशको ढिलो प्रतिस्थापनको कारणले गर्दा हुने खराबीहरू खरिदकर्ताको खर्चमा हटाइन्छ।
- वारेन्टीले कभर गर्दैन:
- प्रतिस्थापन सामानहरू (उपसाधन र अवयवहरू), पूर्वका लागिample: ब्याट्रीहरू, डिस्कहरू, ब्लेडहरू, ड्रिल बिटहरू, बोररहरू, चकहरू, चेनहरू, स्प्रोकेटहरू, कोलेटहरूamps, गाइड रेलहरू, तनाव र बन्धन तत्वहरू, ट्रिमिङ उपकरण हेडहरू, ग्राइन्डिङको आधार र बेल्ट स्यान्डर मेसिनहरू, हेक्सागोनल हेडहरू,
- छिटो लगाउने भागहरू, पूर्वका लागिample: कार्बन ब्रश, ड्राइभ बेल्ट, सिल, सुरक्षा कभर, गाईडिङ रोलर, गाइड, रबर सिल, बियरिङ्स, टुथेड बेल्ट र ह्वील, शंक्स, ब्रेक बेल्ट, स्टार्टर र्याचेट र डोरी, पिस्टन रिंग, वारेन्टी अवधिमा तिनीहरूको प्रतिस्थापन सशुल्क सेवा;
- पावर कर्डहरू, इन्सुलेशनमा क्षति पुगेमा, पावर कर्डहरू मालिकको सहमति बिना अनिवार्य प्रतिस्थापनको अधीनमा छन् (भुक्तानी सेवा);
- उपकरण केस।
यस म्यानुअल बारे थप पढ्नुहोस् र PDF डाउनलोड गर्नुहोस्:
कागजातहरू / स्रोतहरू
 |
PIT PMAG200-C तीन प्रकार्य वेल्डिङ मेसिन [pdf] निर्देशन पुस्तिका PMAG200-C, PMAG200-C तीन प्रकार्य वेल्डिङ मेसिन, तीन प्रकार्य वेल्डिङ मेसिन, प्रकार्य वेल्डिङ मेसिन, वेल्डिङ मेसिन, मेसिन, MIG-MMA-TIG-200A |