PIT PMAG200-C Tulo ka Function Welding Machine Instruksyon Manwal

Mga Nota sa Kaluwasan
Kinatibuk-ang Mga Pasidaan sa Kaluwasan sa Power Tool WARNING Basaha ang tanang pasidaan sa kaluwasan ug tanang instruksyon.

Ang pagkapakyas sa pagsunod sa mga pahimangno ug mga instruksyon mahimong moresulta sa electric shock, sunog ug/o grabeng kadaot.
Tipigi ang tanang pasidaan ug instruksyon alang sa umaabot nga pakisayran.
Ang termino nga "tool sa kuryente" sa mga pasidaan nagtumong sa imong panguna nga soperated (corded) nga gamit sa kuryente o gigamit nga baterya (cordless) nga gamit sa kuryente.
Kaluwasan sa lugar sa trabahoan
- Hupti nga limpyo ug maayong suga ang lugar sa trabahoan.Ang gubot o ngitngit nga mga dapit nagdapit
- Ayaw pag-operate sa mga galamiton sa kuryente sa eksplosibo sama sa presensya sa masunog nga mga likido, gas o abog. Ang mga galamiton sa kuryente makamugna og mga aligato nga mahimong makapasiga sa abog o aso.
- Ipahilayo ang mga bata ug mga nagtan-aw samtang nag-operate og kuryente Ang mga pagkalinga mahimong hinungdan nga mawad-an ka sa kontrol.
Kaluwasan sa elektrisidad
- Ang mga plug-on sa tool nga kuryente kinahanglan motugma sa outlet. Ayaw gyud pagbag-o ang plug sa bisan unsang paagi. Ayaw paggamit bisan unsang adapter plugs nga adunay gahum nga earthed (grounded) Ang wala gibag-o nga mga plugs ug mga katugbang nga outlet makapamenos sa risgo sa electric shock.
- Likayi ang pagkontak sa lawas sa yuta o grounded surface, sama sa mga tubo, radiator, range ug refrigerator. Adunay usa ka dugang nga risgo sa electric shock kon ang imong lawas yuta o
- Ayaw ibutyag ang mga galamiton sa kuryente sa ulan o basa nga mga kondisyon. Ang tubig nga mosulod sa usa ka power tool makadugang sa risgo sa kuryente
- Ayaw pag-abuso sa pisi. Ayaw gamita ang pisi sa pagdala, pagbira o pagtangtang sa plug sa power tool. Ipahilayo ang pisi gikan sa kainit, mantika, hait nga ngilit ug paglihok Ang nadaot o natanggong nga mga pisi nagdugang sa risgo sa electric shock.
- Kung mag-operate sa usa ka power tool sa gawas, gamita ang extension cord nga angay gamiton sa gawas. Ang paggamit sa pisi nga angay alang sa paggamit sa gawas sa pultahan makapamenos sa risgo sa kuryente
- Kung nag-operate ug power tool sa adamp dili kalikayan ang lokasyon, gamita ang usa ka residual current device (RCD) nga giprotektahan nga suplay. Ang paggamit ug RCD makapamenos sa risgo sa kuryente
Personal nga kaluwasan
- Pagpabiling alerto, tan-awa kung unsa ang imong gibuhat ug gamita ang sentido komon kung nag-operate sa usa ka power tool. Ayaw paggamit ug power tool samtang gikapoy ka o ubos sa impluwensya sa mga droga, alkohol o Ang usa ka gutlo nga walay pagtagad samtang nag-operate sa mga galamiton sa kuryente mahimong moresulta sa seryoso nga personal nga kadaot.
- Paggamit personal nga panalipod Kanunay nga magsul-ob pagpanalipod sa mata. Ang mga kagamitan sa pagpanalipod sama sa usa ka maskara sa abog, mga sapatos nga pang-seguridad nga dili skid, gahi nga kalo o panalipod sa pandungog nga gigamit alang sa angay nga mga kahimtang makapakunhod sa personal nga kadaot.
- Paglikay sa dili tinuyo nga pagsugod. Siguroha nga ang switch anaa sa off-posisyon sa dili pa magkonektar sa power source ug/o battery pack, pagkuha o pagdala sa Ang pagbitbit sa mga galamiton sa kuryente gamit ang imong tudlo sa switch o mga galamiton sa kusog sa kuryente nga adunay switch sa pag-on nagdapit sa mga aksidente.
- Kuhaa ang bisan unsang adjust key o wrench sa wala pa ibalik ang gamit sa kuryente Ang wrench o yawe nga gibilin nga gitaod sa nagtuyok nga bahin sa power tool mahimong moresulta sa personal nga kadaot.
- Ayaw palabi. Hupti ang hustong footing ug balanse sa tanang panahon. Kini makahimo sa mas maayo nga pagkontrolar sa power tool sa wala damha
- Sinina Ayaw pagsul-ob sa luag nga sinina o alahas. Ipahilayo ang imong buhok, sinina ug gwantes gikan sa naglihok nga mga bahin. Ang mga luag nga sinina, alahas o taas nga buhok mahimong makuha sa naglihok nga mga bahin.
- Kung ang mga aparato gihatag alang sa koneksyon sa pagkuha sa abog ug mga pasilidad sa pagkolekta, siguroha nga kini konektado ug husto nga gigamit. Ang paggamit sa pagkolekta sa abog makapamenos sa abog-related
- Ayaw itugot nga ang pamilyar nga nakuha gikan sa kanunay nga paggamit sa mga himan nagtugot kanimo nga mahimong kampante ug dili magtagad sa sukaranan sa kaluwasan sa himan. Ang usa ka walay pagtagad nga aksyon mahimong hinungdan sa grabe nga kadaot sulod sa usa ka bahin sa usa ka segundo.
Paggamit ug pag-atiman sa power tool
- Ayaw pugsa ang power tool. Gamita ang saktong power tool para sa imong aplikasyon. Ang husto nga himan sa kuryente makahimo sa trabaho nga mas maayo ug mas luwas sa gikusgon niini
- Ayaw gamita ang power tool kung ang switch dili mo- on ug off. Ang bisan unsang power tool nga dili makontrol sa switch mao ang
delikado ug kinahanglang ayohon.
- Idiskonekta ang plug gikan sa tinubdan sa kuryente ug/o ang battery pack gikan sa power tool sa dili pa mohimo og bisan unsang pag-adjust, pag-ilis sa mga accessories, o pagtipig sa mga power tool. Ang ingon nga mga lakang sa paglikay sa kahilwasan makaminusan ang peligro nga masugdan ang gamit sa kuryente
- Tipigi ang walay gamit nga mga galamiton sa kuryente nga dili maabot sa mga bata ug ayaw tugoti ang mga tawo nga dili pamilyar sa himan sa kuryente o kini nga mga instruksyon sa pagpaandar sa himan sa kuryente. Ang mga gamit sa kuryente peligro sa mga kamot sa wala mabansay
- Pagmentinar sa kuryente Susiha kon wala ba ang misalignment o pagbugkos sa nagalihok nga mga piyesa, pagkaguba sa mga piyesa ug bisan unsa nga kondisyon nga mahimong makaapekto sa operasyon sa power tool. Kung nadaot, ipaayo ang power tool sa dili pa gamiton. Daghang mga aksidente ang gipahinabo sa dili maayo nga pagmentinar sa mga galamiton sa kuryente.
- Padayon nga hait ang mga gamit sa pagputol ug Ang husto nga pagmentinar sa mga galamiton sa pagputol nga adunay hait nga mga ngilit sa pagputol dili kaayo makagapos ug mas sayon nga kontrolon.
- Gamita ang power tool, accessories ug tool bits ug uban pa sumala niini nga mga instruksyon, nga gikonsiderar ang mga kondisyon sa pagtrabaho ug ang trabaho nga himoon. Ang paggamit sa power tool para sa mga operasyon nga lahi sa gituyo mahimong moresulta sa usa ka delikado nga sitwasyon.
- Hupti nga uga, limpyo ug walay mantika ug grasa ang mga gunitanan ug paghawid sa mga ibabaw. Ang danlas nga mga gunitanan ug paghawid sa mga ibabaw dili motugot alang sa luwas nga pagdumala ug pagkontrolar sa himan sa wala damha.
Serbisyo
- Ipa-serbisyuhan ang imong power tool sa usa ka kwalipikado nga tig-ayo gamit ang parehas nga mga puli nga piyesa. Kini magsiguro nga ang kaluwasan sa power tool mao ang nag-una-
Mga panudlo sa kaluwasan alang sa electric welding machine
- Siguruha nga siguruha nga ang outlet sa kuryente diin konektado ang inverter naa sa yuta.
- Ayaw paghikap sa nahayag nga mga bahin sa kuryente ug elektrod nga adunay mga bahin sa lawas, basa nga gwantes o
- Ayaw pagsugod sa pagtrabaho hangtod nga sigurado ka nga na-insulated ka gikan sa yuta ug gikan sa workpiece.
- Siguroha nga anaa ka sa luwas
- Ayaw inhale welding aso, kini makadaot sa panglawas.
- Ang igong bentilasyon kinahanglan nga ihatag sa trabahoan o espesyal nga mga hood kinahanglan nga gamiton aron makuha ang mga gas nga namugna sa panahon sa welding.
- Paggamit ug angay nga taming sa nawong, light filter ug panapton nga panalipod aron mapanalipdan ang imong mga mata ug lawas. Ang mga sinina kinahanglang bug-os nga butones aron ang mga aligato ug mga splashes dili mahulog sa lawas.
- Pag-andam og angay nga taming sa nawong o kurtina aron mapanalipdan ang viewer. Aron mapanalipdan ang ubang mga tawo gikan sa arc radiation ug init nga mga metal, kinahanglan nimo nga ilakip ang lugar sa trabahoan nga adunay usa ka koral nga dili masunog.
- Ang tanan nga mga dingding ug salog sa lugar nga gitrabahoan kinahanglan mapanalipdan gikan sa posible nga mga aligato ug init nga metal aron malikayan ang pag-aso ug sunog.
- Ipahilayo ang mga materyales nga dali masunog (kahoy, papel, trapo,) gikan sa trabahoan.
- Kung nagwelding, kinahanglan nga hatagan ang trabahoan og pagpalong sa kalayo
- DILI KINI:
- Gamita ang semiautomatic welding machine sa damp mga lawak o sa ulan;
- Paggamit og mga kable nga de-koryente nga adunay guba nga insulasyon o dili maayo nga mga koneksyon;
- Pagbuhat sa welding nga trabaho sa mga sudlanan, sudlanan o tubo nga adunay sulud nga likido o gas nga peligro nga mga butang;
- Paghimo ug welding nga trabaho sa mga pressure vessel;
- Ang sinina sa trabaho nga nabulit sa mantika, grasa, gasolina ug uban pang dali nga masunog
- Paggamit ug headphone o uban pang panalipod sa dalunggan
- Pahimangno sa mga nagtan-aw nga ang kasaba makadaot sa pandungog.
- Kung adunay mga problema sa panahon sa pag-instalar ug operasyon, palihug sunda kini nga manwal sa panudlo aron
- Kung dili nimo hingpit nga masabtan ang manwal o dili nimo masulbad ang problema sa manwal, kinahanglan nimo nga kontakon ang supplier o service center alang sa propesyonal.
- Ang makina kinahanglan nga operahan sa uga nga mga kondisyon nga adunay lebel sa humidity nga dili molapas sa 90%.
- Ang ambient nga temperatura kinahanglan nga tali sa -10 ug 40 degrees
- Likayi ang welding sa adlaw o sa ilawom sa tubig mga tulo. Ayaw itugot nga ang tubig makasulod sa sulod sa makina.
- Likayi ang welding sa abogon o corrosive gas
- Likayi ang gas welding sa kusog nga agos sa hangin
- Ang usa ka trabahante nga adunay usa ka pacemaker kinahanglan nga mokonsulta sa usa ka doktor kaniadto Tungod kay ang electromagnetic field mahimong makabalda sa normal nga operasyon sa pacemaker.
 Deskripsyon ug Deskripsyon sa Produkto
Deskripsyon ug Deskripsyon sa Produkto
Basaha ang tanang pasidaan sa kaluwasan ug tanang instruksyon.
Ang pagkapakyas sa pagsunod sa mga pahimangno ug mga instruksyon mahimong moresulta sa electric shock, sunog ug/o grabeng kadaot.
Gituyo nga paggamit
Ang semiautomatic inverter type nga direktang kasamtangan nga welding machine (gitawag nga produkto) gidisenyo alang sa welding gamit ang MIG / MAG nga pamaagi (welding gamit ang electrode wire sa usa ka shielded gas) ug MMA (manual arc welding nga adunay stick fusible covered electrodes). Ang produkto mahimong gamiton alang sa welding lain-laing mga matang sa mga metal.
Mga bahin sa produkto
Ang pag-numero sa mga sangkap nga gipakita nagtumong sa representasyon sa power tool sa mga graphic nga panid.
- Polarity reversing cable
- Socket sa koneksyon sa sulo
- Konektor sa kuryente "+"
- Konektor sa kuryente "-"
- Fan
- Butang sa gahum
- Koneksyon alang sa pagpanalipod sa gas
- Pagsulod sa kable sa kuryente
Teknikal nga Data\
| Modelo | PMAG200-C |
| 3BUFE WPMUBHF | 190-250V~ /50 Hz |
| 3BUFE QPXFS | 5800 W |
| Output kasamtangan nga range | 10-200 A |
| Wire diametro (MIG) | Ø 0-8mm |
| Electrode diameter (MMA) | Ø 1.6-4.0 mm (1/16” – 5/32”) |
| Electrode diameter (TIG) | Ø 1.2/1.6/2.0mm |
| Siklo sa katungdanan (DC) | 25 ˫ 60% |
| Timbang | 13 kg |
Mga sulud sa paghatud
| Awtomatikong welding machine | 1pc |
| Cable nga adunay electrode holder | 1pc |
| Cable nga adunay grounding terminal | 1pc |
| Kable nga sulo | 1pc |
| Welding taming | 1pc |
| Brush sa martilyo | 1pc |
| Manwal sa pagtudlo | 1pc |
| Nota |
Ang teksto ug mga numero sa mga instruksyon mahimong adunay mga teknikal nga sayop ug typographical nga mga sayop.
Tungod kay ang produkto kanunay nga gipauswag, ang PIT adunay katungod sa paghimo sa mga pagbag-o sa mga detalye ug mga detalye sa produkto nga gipiho dinhi nga wala’y una nga pahibalo.
Pagpangandam alang sa trabaho
Ibutang ang makina sa patag nga nawong. Kinahanglang maayo ang bentilasyon sa trabahoan, ang welding machine kinahanglang dili ma-expose sa abog, hugaw, kaumog ug aktibong alisngaw. Aron maseguro ang igong bentilasyon, ang gilay-on gikan sa apparatus ngadto sa ubang mga butang kinahanglang labing menos 50 cm.
ATTENTION! Aron malikayan ang electric shock, gamita lang ang mga electrical mains nga adunay protective earth conductor ug grounded nga mga sudlanan. AYAW usba ang plug kon kini dili mohaum sa outlet. Hinunoa, ang usa ka kuwalipikadong elektrisyano kinahanglang mag-instalar ug angay nga outlet.
Pagsiguro sa kaluwasan sa pagpangandam alang sa trabaho
Sa dili pa i-on ang produkto, ibutang ang switch sa "0" nga posisyon, ug ang kasamtangan nga regulator sa pinakataas nga wala nga posisyon.
Pag-andam alang sa trabaho:
- Pag-andam sa mga bahin nga welded;
- Paghatag ug igong bentilasyon sa trabahoan;
- Siguroha nga walay solvent vapors, flammable, explosive ug chlorine-containing substances sa hangin;
- Susiha ang tanang koneksyon sa produkto; kini kinahanglan nga himoon sa husto ug luwas;
- Susiha ang welding cable, kung nadaot kini kinahanglan nga pulihan;
- Ang suplay sa kuryente kinahanglan adunay sulud nga proteksyon
Kung makasugat ka og mga problema nga dili nimo masagubang, kontaka ang service center.
Mga Kontrol ug Indicator

- Gas check function: susiha kung ang gas konektado sa makina ug kung adunay gas gikan sa welding torch
2.2T function indicator: 2T function nagpasabot sa pagpugos sa gun switch sa pagtrabaho, buhian ang gun switch sa paghunong sa pagtrabaho
3.2T/4T function switch button: 2T/4T pagpili function button
4.4T function indicator light: Ang 4T function nagpasabot sa pagpindot sa gun switch sa pagtrabaho, buhian ang gun switch ug sa gihapon nagtrabaho, i-press ang gun switch pag-usab aron magpadayon sa pagtrabaho, buhian ang gun switch aron mohunong sa pagtrabaho
- Nahiusa nga pagpahiangay (awtomatiko)/partial (manwal) nga buton sa switch sa mode sa pag-adjust
- Nahiusa nga pag-adjust (awtomatiko)/partial (manwal) adjustment mode indicator: ang indicator mosiga kon anaa sa partial adjustment mode. Ang unified adjustment nagpasabot nga ang welding current ug ang welding voltage adjust dungan (awtomatiko) sa pagpares sa usag usa, ug ang partial adjustment nagpasabot nga ang welding kasamtangan ug Separate adjustment sa welding boltahe (manual adjustment, alang sa propesyonal nga paggamit)
- Kasamtangang regulasyon
- Gas pre-blowing mode indicator: ikonektar una ang gas, dayon maayo
- VRD status indicator: Anti-shock mode, sa diha nga ang indicator light on, kini anaa sa anti-shock mode, ug ang output voltage mas ubos kay sa luwas nga voltage.
- Gas blow mode indicator light: ipadayon ang pagpabuto sa nagpabugnaw nga ulo sa pusil human mohunong sa welding
- Button sa pagpaaktibo/pagkansela sa status sa VRD: pagpaaktibo/pag-deactivate sa anti-shock function
- Gas front blowing/back blowing mode switch button: gas front blowing ug back blowing function selection
- Carbon dioxide gas indicator light, gamit ang 8mm welding wire
- TIG function indicator
- Mixed gas indicator light, nga adunay 8mm welding wire
- Voltage adjustment: Welding voltage adjustment (balido ubos sa partial adjustment mode
- MMA function indicator light: ang suga anaa, ang welder nagtrabaho sa manual welding (MMA) mode
- Flux-cored wire 0 timailhan
- MMA, MIG, TIG function switch button
- 8 indicator light para sa flux-cored welding wire
- Wire inspection function: Susihon kung ang welding wire maayo nga konektado sa makina, ug ang pusil dili makagawas sa wire
- Voltmeter
- Power on indicator
- Thermal protection indicator
- Ammeter
Diagram sa koneksyon sa welding machine
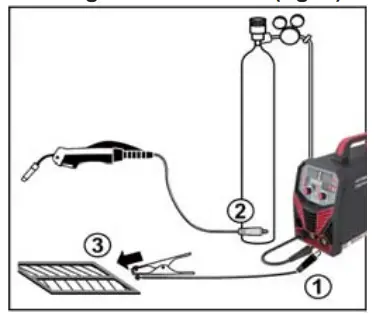
Welding gamit ang solid wire (fi g. 1)
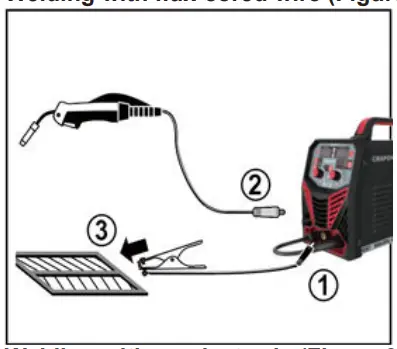
Welding gamit ang fl ux-cored wire (Figure 2)
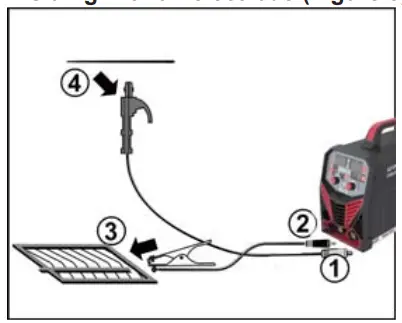
Welding gamit ang electrode (Figure 3)
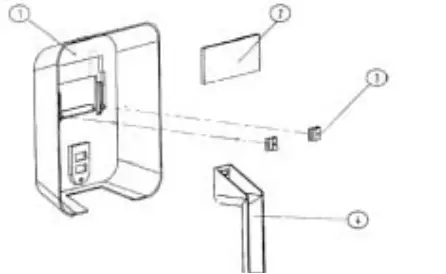
Pag-assemble sa welding shield
Pag-andam alang sa MIG / MAG Welding Pilia ang gikinahanglan nga matang sa welding gamit ang buton 15. Usab, gamita ang switch 2 aron i-set ang welding current on/off mode (2T – welding gihimo uban ang torch trigger nga gipugos, 4T – ang unang pagpindot sa torch trigger – ang pagsugod sa welding, ang ikaduha nga press - ang katapusan sa welding).
Ang VRD function maoy responsable sa pagpaubos sa open-circuit voltage sa tinubdan ngadto sa 12-24 volts luwas alang sa mga tawo, ie voltage drop sa diha nga ang makina gi-on, apan walay welding nga gihimo. Sa diha nga ang proseso sa welding magsugod, ang VRD ibalik ang operating voltage mga parameter.
Ang opsyon sa VRD may kalabutan sa maong mga kaso: Ang device gipaandar sa mga kondisyon sa taas nga humidity sa hangin; taas nga mga kinahanglanon alang sa kaluwasan sa pasilidad; paggamit sa welding ekipo sa gagmay nga mga dapit.
Burner
Ang MIG / MAG welding torch naglangkob sa usa ka base, usa ka connecting cable ug usa ka kuptanan. Ang base nagkonektar sa welding torch ug wire feeder. Kable sa koneksyon:
Ang naylon-covered liner gibutang sa tunga sa hollow cable. Ang sulod nga bahin sa channel alang sa wire feeding. Ang libre nga luna tali sa duct ug sa hollow cable gigamit sa pagsuplay sa shielding gas, samtang ang hollow cable mismo gigamit sa pagsuplay sa kasamtangan.
ATTENTION! Sa dili pa i-assemble ug i-disassemble ang burner o sa dili pa ilisan ang mga component, idiskonekta ang power supply.
Pag-instalar sa coil
Pilia ang gikinahanglan nga wire sumala sa pamaagi sa welding. Ang diametro sa wire kinahanglang mohaum sa drive roll, wire liner ug contact tip. Ablihi ang kilid nga hapin sa makina aron isulod ang wire spool. Ablihi ang reel seat adjusting screw, ibutang ang spool sa reel seat ug ayoha kini sa samang screw. Ang tumoy sa wire kinahanglan nga naa sa ilawom sa tambol, atbang sa wire feeder. Gamita ang adjusting screw aron i-adjust ang retention force sa spool. Ang coil kinahanglan nga libre nga mag-rotate, apan walay wire loops ang maporma sa panahon sa operasyon. Kung maporma ang mga bisagra, hugti pa ang adjusting screw. Kung ang spool lahi
kulto sa pagliso, loosen ang screw.
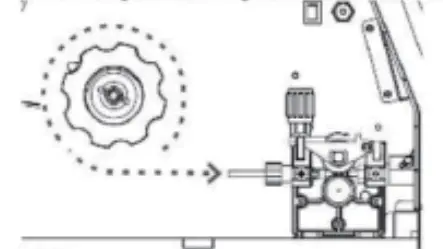
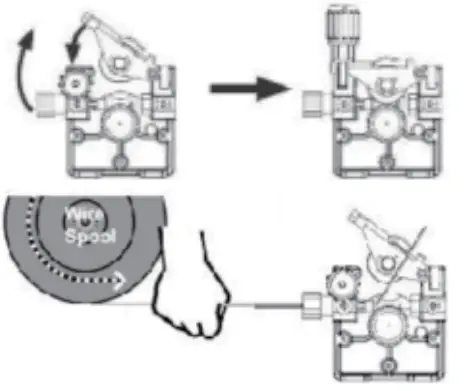
Pagsulod sa wire ngadto sa wire liner
Luwasa ug ipaubos ang adjuster padulong kanimo. Ipataas ang pinch roller;
Guntinga ang gibawog nga tumoy sa wire ug ihigot ang wire ngadto sa wire liner sa feeder, i-align kini sa agianan sa drive roll. Siguroha nga ang bore sa roller motakdo sa diametro sa wire;
Ibutang ang wire sa welding torch connector bore, buhian ang pinch roller, ug ibalik ang adjuster sa vertical nga posisyon.
I-adjust ang pressure sa pinch roller.
- Kung magwelding gamit ang steel wire, ang V-groove sa drive roll kinahanglan gamiton;
- Kung gigamit ang flux-cored wire, ang gear groove sa drive roll kinahanglan gamiton (ang pagkaanaa nagdepende sa modelo ug kagamitan sa aparato).
- Kung gigamit ang aluminum wire, ang U-groove sa drive roll kinahanglan gamiton (ang pagkaanaa nagdepende sa modelo ug kagamitan sa makina).
Wire feed ngadto sa welding bukton
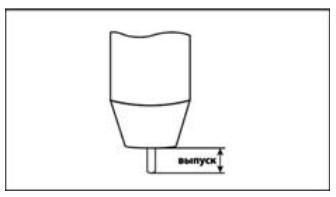
Unscrew ang welding tip sa sulo.
Aron isulod ang wire ngadto sa torch sleeve, temporaryong i-on ang power pinaagi sa switch 6 ug pindota ang button 16 (wire feed) hangtud nga mapuno niini ang channel sa welding sleeve ug mobiya sa sulo. Idiskonekta ang suplay sa kuryente. Hinumdomi! Alang sa libre nga pagpasa sa wire sa
ang kable, tul-ira kini sa tibuok nga gitas-on niini. Sa pagpakaon sa wire, siguroha nga kini gawasnon nga nagalihok sa drive roll channel ug nga ang feed speed managsama. Kung ang feed rate dili parehas, i-adjust ang pressure sa pinch roller. Ipares ug screw sa usa ka contact tip nga mohaum sa wire diameter ug i-install ang nozzle.
Semi-awtomatikong welding mode Kini nga makina makatrabaho uban sa duha ka matang sa welding wires: solid copper-coated wire sa usa ka shielding gas environment, ug self-shielded flux-cored wire, diin dili kinahanglan ang gas cylinder.
Lainlaing klase sa filler wire nagkinahanglan ug lain nga wiring diagram.
Gas welding (GAS) nga adunay solidong copper-plated wire:
- Ikonektar ang mubo nga cable gamit ang connector nga nahimutang sa ubos sa front panel sa device ngadto sa wala nga connector sa front panel (“+” terminal).
- Ayuhon ang grounding terminal sa workpiece nga i-welded, isumpay ang connector sa pikas tumoy sa cable ngadto sa tuo nga connector sa front panel (“-” terminal).
- Susiha ang mga marka sa feed roll sumala sa diameter sa wire
- Isulod ang spool sa wire ngadto sa slot.
- Pakan-a ang alambre ngadto sa sulo pinaagi sa pagpilo sa roll clamp ug pagsal-ot sa wire ngadto sa channel pinaagi sa recess sa
- Isira ang roller clamp pinaagi sa gamay nga paghugot sa clampsa screw.
- Siguruha nga ipares ang diametro sa lungag sa tumoy sa pusil sa wire
- I-on ang makina ug padagana ang wire hangtod nga mogawas kini sa tumoy pinaagi sa pagpindot sa gatilyo sa sulo.
- Ikonektar ang hose gikan sa gas regulator ngadto sa fitting sa likod sa device.
- Ablihi ang balbula sa shielding gas cylinder, i-press ang torch trigger ug i-adjust ang gas flow gamit ang reducer (kasagaran ang gas flow gitakda sama sa mosunod: gas flow (l/min) = Wire diameter (mm) x
- Ibutang ang gikinahanglan nga welding mode gamit ang
- Sugdi
Ang welding nga walay gas (WALAY GAS) nga adunay gipanalipdan sa kaugalingon nga flux-cored wire:
- Ikonektar ang mubo nga cable gamit ang connector nga nahimutang sa ubos sa front panel sa device ngadto sa tuo nga connector sa front panel (“-” terminal).
- Ayuhon ang grounding terminal sa workpiece nga i-welded, isumpay ang connector sa pikas tumoy sa cable ngadto sa wala nga connector sa front panel (“+” terminal).
- Susiha ang mga marka sa feed roll sumala sa diameter sa wire
- Isulod ang spool sa wire ngadto sa slot.
- Pakan-a ang alambre ngadto sa sulo pinaagi sa pagpilo sa roll clamp ug pagsal-ot sa wire ngadto sa channel pinaagi sa recess sa
- Isira ang roller clamp pinaagi sa gamay nga paghugot sa clampsa screw.
- Siguruha nga ipares ang diametro sa lungag sa tumoy sa pusil sa wire
- I-on ang makina ug padagana ang wire hangtod nga mogawas kini sa tumoy pinaagi sa pagpindot sa gatilyo sa sulo.
- Ibutang ang gikinahanglan nga welding mode gamit ang
Proseso sa welding
I-set ang welding current base sa gibag-on sa materyal nga i-welded ug ang diametro sa electrode wire nga gigamit. Ang katulin sa feed sa wire awtomatik nga gi-synchronize sa welding current. Ibalhin ang sulo ngadto sa workpiece aron ang wire dili makahikap sa workpiece, apan anaa sa gilay-on nga pipila ka milimetro gikan niini. Pindota ang buton sa sulo aron madan-agan ang arko ug magsugod sa welding. Ang gipugos nga yawe nagsiguro sa feed sa electrode wire ug ang dagan sa shielding gas nga gitakda sa reducer.
Ang gitas-on sa arko ug ang katulin sa paglihok sa electrode makaapekto sa porma sa weld.
Mapuli nga polarity nga operasyon Sa sinugdan, ang power contact sa welding torch konektado sa "+" sa polarity reversal module. Kini mao ang REVERSE POLARITY. Gigamit kini alang sa pagwelding sa manipis nga sheet steel ngadto sa stainless steels, alloy steels ug high carbon steels, nga sensitibo kaayo sa overheating.
Atol sa DIRECT POLARITY welding, kadaghanan sa kainit nakonsentrar sa produkto mismo, nga maoy hinungdan nga molawom ang ugat sa weld. Aron mausab ang polarity gikan sa balik ngadto sa direkta, gikinahanglan nga ibalhin ang output sa power wire sa module gikan sa "+" ngadto sa "-". Ug sa kini nga kaso, ikonektar ang cable sa yuta clamp ngadto sa workpiece pinaagi sa pagsal-ot sa power cable lug sa “+” terminal sa front panel.
Para sa welding gamit ang flux-cored wire nga walay shielding gas, DIRECT POLARITY ang gigamit. Sa
niini nga kaso, mas kainit moadto sa produkto, ug ang wire ug ang welding sulo channel init nga dili kaayo.
Sa katapusan sa welding:
- Kuhaa ang torch nozzle gikan sa seam, nga makabalda sa welding arc;
- Ipagawas ang gatilyo sa sulo aron mapahunong ang wire ug gas feed;
- Idiskonekta ang gas supply pinaagi sa pagpalong sa gas supply valve gikan sa cylinder reducer;
- Ibalhin ang switch sa "off" nga posisyon - off
Manwal nga arc welding mode (mma)
- Ikonektar ang electrode holder sa "-" terminal sa device, ang grounding cable sa "+"
terminal sa device (direkta nga polarity), o vice versa, kon gikinahanglan sa welding kondisyon ug / o ang brand sa electrodes:
Sa manual arc welding, duha ka matang sa koneksyon ang gipalahi: direkta nga polarity ug reverse. Koneksyon "direkta" polarity: electrode - "minus", welded nga bahin - "plus". Ang ingon nga koneksyon ug usa ka tul-id nga polarity nga kasamtangan angay alang sa pagputol sa metal ug pag-welding sa dagkong mga gibag-on nga nanginahanglan daghang kainit aron mapainit kini.
"Reverse" polarity (electrode - "plus", bahin
- Ang "minus") gigamit sa pag-welding sa gagmay nga mga gibag-on ug manipis nga dingding Ang kamatuoran mao nga sa negatibo nga poste (cathode) sa usa ka electric arc, ang temperatura kanunay nga mas ubos kaysa sa positibo (anode), tungod niini ang electrode mas paspas nga matunaw, ug ang pagpainit sa bahin mikunhod - ug ang kapeligrohan sa pagkasunog niini makunhuran usab.
- Ibutang ang switch sa mode sa MMA
- Ibutang ang welding kasamtangan sumala sa matang ug diametro sa electrode ug magsugod
- Ang welding nga kasamtangan gi-regulate sa kasamtangan nga regulator, ang aktwal nga bili sa kasamtangan sa panahon sa operasyon gipakita sa ammeter
- Ang kahinam sa arko gihimo pinaagi sa daklit nga paghikap sa tumoy sa elektrod sa produkto ug pag-withdraw niini sa gikinahanglan nga dis- Teknikal, kini nga proseso mahimo sa duha ka paagi:
- Pinaagi sa paghikap sa elektrod balik sa likod ug pagbira niini;
- Pinaagi sa paghampak sa tumoy sa electrode sama sa usa ka posporo sa ibabaw sa nawong sa
Atensyon! Ayaw pagtuktok sa elektrod sa nagtrabaho nga nawong sa dihang mosulay sa pagsunog sa arko, tungod kay kini makadaot niini ug makapakomplikado sa ignition sa arko.
- Sa diha nga ang arko moigo, ang electrode kinahanglan nga huptan sa ingon nga gilay-on gikan sa workpiece nga katumbas sa diametro sa electrode. Aron makakuha og uniporme nga tahi, gikinahanglan pa nga ipadayon kini nga gilay-on kutob sa mahimo. Kinahanglan usab nga hinumdoman nga ang hilig sa electrode axis kinahanglan nga gibana-bana nga 20-30 degrees, alang sa mas maayo nga visual control sa welding seam guidance.
- Kung tapuson ang weld, ibira og gamay ang electrode aron mapuno ang welding crater, ug dayon ipataas kini pag-ayo hangtod sa arko.
Mga lamesa sa welding parameter (alang sa pakisayran lamang)
| Gibag-on nga metal, mm | Girekomenda nga diametro sa wire, mm | ||||||
| Solid nga alambre | Flux wire | ||||||
| 0,6 | 0,8 | 0,9 | 1,0 | 0,8 | 0,9 | 1,2 | |
| 0,6 | + | ||||||
| 0,75 | + | + | + | ||||
| 0,9 | + | + | + | + | |||
| 1,0 | + | + | + | + | + | ||
| 1,2 | + | + | + | + | + | ||
| 1,9 | + | + | + | + | + | + | |
| 3,0 | + | + | + | + | + | ||
| 5,0 | + | + | + | + | |||
| 6,0 | + | + | + | ||||
| 8,0 | + | + | |||||
| 10,0 | + | + | |||||
| 12,0 | + | + | |||||
| Alang sa taas nga kalidad nga welding sa metal nga adunay gibag-on nga 5 mm o labaw pa, kinahanglan nga i-chamfer ang katapusan nga ngilit sa mga bahin sa punto sa ilang pagdugtong o pag-welding sa daghang mga agianan. | |||||||
Mga setting sa agos sa gas alang sa MIG, MAG welding
Mga parametro sa kasamtangan nga kusog ug diametro sa mga electrodes sa dihang welding MMA
| Diametro sa elektrod, mm | Welding nga kasamtangan, A
Minimum nga Maximum |
|
| 1,6 | 20 | 50 |
| 2,0 | 40 | 80 |
| 2,5 | 60 | 110 |
| 3,2 | 80 | 160 |
| 4,0 | 120 | 200 |
Mga kinaiya sa weld seam
Depende sa amperage ug katulin sa electrode, mahimo nimong makuha ang mosunod nga mga resulta:

1.sobra ka hinay nga paglihok sa electrode
2.usa ka mubo kaayo nga arko
3.Ubos kaayo nga welding nga kasamtangan 4.sobra ka paspas nga paglihok sa electrode 5.taas kaayo nga arko
6. Taas kaayo nga welding current 7.normal nga seam
Among girekomendar nga magbuhat ka ug pipila ka mga test welds aron makaangkon ug praktikal nga kahanas.
Pagpalong sa welding machine. Thermal nga proteksyon
Ang imong welding machine nasangkapan sa thermal protection aron malikayan ang sobrang kainit sa mga electronic parts sa makina. Kung ang temperatura molapas, ang thermal switch mopalong sa aparato. Ang operasyon sa thermal protection gipakita sa kahayag sa indicator.
ATTENTION! Sa diha nga ang temperatura mobalik sa normal nga operating temperatura, voltage igahatag sa electrode awtomatik. Ayaw biyai ang produkto nga wala maatiman niining panahona, apan ang electrode holder nga naghigda sa yuta o sa mga bahin nga welded.
Among girekomendar nga imong i-off ang device gamit ang switch niining panahona.
Normal lang nga moinit ang produkto panahon sa operasyon.
ATTENTION! Aron malikayan ang pagkaguba o ahat nga pagkapakyas sa welding machine (ilabi na sa kanunay nga pag-tripping sa thermal switch), sa dili pa magpadayon sa pagtrabaho, hibal-i ang hinungdan sa pag-trip sa thermal protection. Aron mahimo kini, idiskonekta ang aparato gikan sa mga mains ug tan-awa ang seksyon nga "Posibleng mga malfunction ug mga pamaagi sa ilang pagtangtang" niini nga Manwal.
Posibleng mga malfunction ug mga paagi sa ilang pagtangtang
Pag-monitor sa maayong kahimtang sa produkto. Kung adunay mga kadudahang baho, aso, sunog, aligato, i-off ang aparato, idiskonekta kini sa mga mains ug kontaka ang usa ka espesyal nga sentro sa serbisyo.
Kung makakita ka og dili normal sa pag-opera sa produkto, hunong dayon sa paggamit niini. Tungod sa teknikal nga pagkakomplikado sa produkto, ang limitasyon sa estado nga pamatasan dili matino sa tiggamit nga independente.
Sa kaso sa usa ka dayag o gisuspetsahan nga malfunction, tan-awa ang seksyon nga "Posible nga mga malfunction ug mga pamaagi sa ilang pagwagtang". Kung walay malfunction sa listahan o.
Kung dili nimo kini ayohon, kontaka ang usa ka espesyalista nga sentro sa serbisyo.
Ang tanan nga uban pang trabaho (lakip ang pag-ayo) kinahanglan nga himuon lamang sa mga espesyalista sa mga sentro sa serbisyo.
| Problema | Posibleng rason | Solusyon | |
|
1 |
Ang timailhan anaa sa thermal protection |
Voltagtaas kaayo e | I-off ang tinubdan sa kuryente; Susiha ang nag-unang pagkaon; I-on pag-usab ang makina kung ang voltage normal nga. |
| Voltage ubos kaayo | |||
| Dili maayo nga agos sa hangin | Pagpauswag sa agos sa hangin | ||
| Na-trigger ang thermal protection sa device | Pabugnawa ang device | ||
|
2 |
Walay wire feed |
Ang wire feed knob sa minimum | Ipahiangay |
| Pagpilit sa kasamtangan nga tip | Puli ang tip | ||
| Ang mga feed roller dili motakdo sa diametro sa wire | Ibutang sa tuo nga roller | ||
|
3 |
Ang fan dili molihok o hinay nga nagtuyok | Ang power button dili mugana | Palihog kontaka ang service center |
| Naguba ang fan | |||
| Dili maayo nga koneksyon sa fan | Susiha ang koneksyon | ||
|
4 |
Dili lig-on nga arko, dako nga spatter |
Dili maayo nga kontak sa bahin | Pauswaga ang kontak |
| Ang kable sa network nipis kaayo, nawala ang kuryente | Usba ang network cable | ||
| Pagsulud voltage ubos kaayo | Dugangi ang input voltage nga naay regulator | ||
| Ang mga bahin sa burner naguba | Ilisan ang mga parte sa burner | ||
| 5 | Ang arko dili moigo | Nabuak nga welding cable | Susiha ang kable |
| Ang bahin hugaw, sa pintal, sa taya | Limpyohi ang bahin | ||
|
6 |
Walay shielding gas |
Ang burner dili konektado sa husto | Ikonektar sa husto ang burner |
| Ang hose sa gas nabuak o nadaot | Susiha ang hose sa gas | ||
| Ang mga koneksyon sa hose luag | Susiha ang mga koneksyon sa hose | ||
| 7 | Ang uban | Palihog kontaka ang service center |
Mga graphic nga simbolo ug teknikal nga datos
| U0…….V | Kini nga simbolo nagpakita sa ikaduha nga walay load voltage (sa volts). |
| X | Kini nga simbolo nagpakita sa gi-rate nga siklo sa katungdanan. |
| I2……A | Kini nga simbolo nagpakita sa welding kasamtangan sa AMPS. |
| U2……V | Kini nga simbolo nagpakita sa welding voltage sa VOLTS. |
| U1 | Kini nga simbolo nagpakita sa rated nga suplay voltage. |
| I1max…A | Kini nga simbolo nagpakita sa maximum nga masuhop nga kasamtangan sa welding unit AMP. |
| I1eff…A | Kini nga simbolo nagpakita sa maximum nga masuhop nga kasamtangan sa welding unit AMP. |
| IP21S | Kini nga simbolo nagpakita sa klase sa proteksyon sa welding unit. |
| S | Kini nga simbolo nagpakita nga ang welding unit haom nga gamiton sa mga palibot diin adunay taas nga risgo sa electric shocks. |
 |
Kini nga simbolo nagpakita sa pagbasa sa mga instruksiyon sa pag-opera pag-ayo sa dili pa ang operasyon. |
| |
Kini nga simbolo nagpakita nga ang welding unit usa ka single phased DC welder. |
 |
Kini nga simbolo nagpakita sa supply power phase ug line frequency sa Hertz. |
Maintenance ug Serbisyo
Pagmentinar ug Paglimpyo
- Kuhaa ang plug gikan sa socket sa dili pa buhaton ang bisan unsang trabaho sa kuryente
- Kuhaa ang abog pinaagi sa uga ug limpyo nga compressed nga hangin kanunay. Kung ang welding machine gipaandar sa palibot diin adunay kusog nga aso ug hugaw nga hangin, ang makina kinahanglan nga limpyohan labing menos kausa sa usa ka adlaw.
- Ang presyur sa compressed air kinahanglan nga naa sa makatarunganon nga range aron malikayan ang kadaot sa gagmay ug sensitibo nga mga sangkap sa
- Susiha kanunay ang internal nga sirkito sa welding machine ug siguroa nga ang mga koneksyon sa sirkito konektado sa husto ug hugot (ilabi na ang plug-in connector ug mga component). Kung makit-an ang timbangan ug taya, palihog limpyohi kini, ug isumpay pag-usab
- Pugngi ang tubig ug alisngaw sa pagsulod sa makina. Kung mahitabo kana, palihug huypa kini ug susiha ang insulasyon sa
- Kung ang welding machine dili magamit sa dugay nga panahon, kinahanglan kini ibutang sa kahon sa pagputos ug tipigan sa uga ug limpyo.
Aron malikayan ang mga peligro sa kaluwasan, kung kinahanglan nga ilisan ang kurdon sa suplay sa kuryente, kinahanglan kini buhaton sa PIT o sa usa ka after-sales service center nga awtorisado sa pag-ayo sa PIT power tools.
Serbisyo
- Ipaayo lang ang imong galamiton sa kuryente sa mga kuwalipikadong kawani ug gamit lamang ang orihinal nga mga puli nga piyesa. Gisiguro niini ang kaluwasan sa power tool.
Ang lista sa awtorisado nga mga sentro sa pag-alagad mahimong viewed sa opisyal website sa PIT pinaagi sa link: https://pittools.ru/servises/
Pagtipig ug transportasyon
Ang welding machine kinahanglan nga tipigan sa sirado nga mga lawak nga adunay natural nga bentilasyon sa mga temperatura gikan sa 0 ngadto sa + 40 ° С ug paryente nga humidity hangtod sa + 80%. Ang presensya sa mga acid alisngaw, alkalis ug uban pang agresibo nga mga hugaw sa hangin dili gitugotan.
Ang mga produkto mahimong madala sa bisan unsang matang sa sirado nga transportasyon sa packaging sa tiggama o wala niini, samtang gipreserbar ang produkto gikan sa mekanikal nga kadaot, pag-ulan sa atmospera.
 Ilabay ang basura
Ilabay ang basura
Ang naguba nga mga galamiton sa kuryente, mga baterya, mga accessories ug mga materyales sa pagputos sa basura kinahanglang i-recycle ug gamiton pag-usab sa paagi nga mahigalaon sa kinaiyahan.
Ayaw ilabay ang mga gamit sa kuryente ug mga accumulator/baterya sa kinatibuk-ang basura sa panimalay!
Ang serial number sa produkto interpretasyon sa serial number
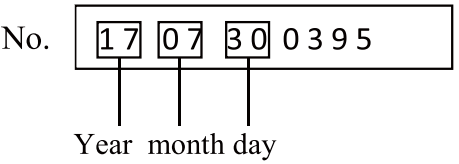
Ang una ug ikaduhang digit sa serial number sa produkto gikan sa wala ngadto sa tuo
Tuig sa produksyon, ang ikatulo ug ikaupat nga numero nagpakita sa bulan sa produksyon.
Ang ikalima ug ikaunom nga numero nagpaila sa adlaw sa produksiyon.
TERMINO SA WARRANTY SERVICE
- Kini nga Sertipiko sa Garantiya mao lamang ang dokumento nga nagpamatuod sa imong katungod sa libre nga warranty Kung wala ipresentar kini nga sertipiko, walay mga pag-angkon nga gidawat. Sa kaso sa pagkawala o kadaot, ang warranty certificate dili ibalik.
- Ang panahon sa warranty alang sa de-koryenteng makina mao ang 12 ka bulan gikan sa petsa sa pagbaligya, sa panahon sa warranty ang departamento sa serbisyo nagwagtang sa mga depekto sa paggama ug nag-ilis sa mga piyesa nga napakyas tungod sa sala sa tiggama nga walay bayad. Sa pag-ayo sa warranty, usa ka katumbas nga magamit nga produkto wala gihatag. Ang mga ilisan nga mga piyesa nahimong kabtangan sa mga tighatag sa serbisyo.
Ang PIT dili manubag sa bisan unsang kadaot nga mahimong ipahinabo sa pagpaandar sa de-koryenteng makina.
- Ang limpyo nga himan lamang nga giubanan sa mosunod nga mga dokumento nga gipatuman: kini nga Sertipiko sa Garantiya, Kard sa Garantiya, nga napuno ang tanan nga mga natad, nga adunay st.amp sa organisasyon sa pamatigayon ug ang pirma sa pumapalit, dawaton alang sa warranty
- Ang pag-ayo sa warranty wala gihimo sa mosunod nga mga kaso:
- sa walay Warranty Certificate ug Warranty Card o sa ilang sayop nga pagpatuman;
- nga adunay kapakyasan sa usa ka rotor ug usa ka stator sa de-koryenteng makina, charring o pagtunaw sa panguna nga winding sa welding machine transformer, pag-charge o pagsugod sa pag-charge nga aparato, nga adunay mga internal nga bahin nga natunaw, nasunog ang mga electronic circuit board;
- kung usa ka Sertipiko sa Garantiya o Kard sa Garantiya
dili katumbas sa kini nga electric machine o sa porma nga gitukod sa supplier;
- sa pag-expire sa panahon sa warranty;
- sa pagsulay sa pag-abli o pag-ayo sa de-koryenteng makina sa gawas sa warranty workshop; paghimo og maayo nga mga pagbag-o ug lubrication sa himan sa panahon sa warranty, ingon nga ebidensya, alang sa example, pinaagi sa mga creases sa spline mga bahin sa fasteners sa non-rotational
- sa diha nga ang paggamit sa electric himan alang sa produksyon o sa uban nga mga katuyoan konektado sa paghimo sa usa ka ganansya, ingon man usab sa kaso sa mga malfunctions nga may kalabutan sa pagkawalay kalig-on sa gahum network lantugi sa labaw pa sa mga lagda nga gitukod sa GOST;
- sa mga panghitabo sa dili husto nga operasyon (gamita ang de-koryenteng makina alang sa gawas sa gituyo nga mga katuyoan, mga attachment sa electric machine sa mga attachment, mga accessories, nga wala gihatag sa tiggama);
- nga adunay mekanikal nga kadaot sa kaso, power cord ug sa kaso sa mga kadaot nga gipahinabo sa agresibo nga mga ahente ug taas ug ubos nga temperatura, pagsulod sa mga langyaw nga butang sa ventilation grids sa electric machine, ingon man usab sa kadaot. nga resulta sa dili husto nga pagtipig (pagkaagnas sa mga bahin sa metal);
- natural nga pagsul-ob ug pagkagisi sa mga bahin sa de-koryenteng makina, isip resulta sa dugay nga operasyon (determinado base sa mga timailhan sa bug-os o partial nga pagkahurot sa gipiho nga average nga kinabuhi, dako nga kontaminasyon, presensya sa taya sa gawas ug sa sulod. ang electric machine, waste lubricant sa gearbox);
- paggamit sa himan sa mga katuyoan alang sa uban kaysa sa gipiho sa operasyon
- mekanikal nga kadaot sa himan;
- kung adunay mga kadaot tungod sa dili pagsunod sa mga kondisyon sa pag-opera nga gitakda sa panudlo (tan-awa ang kapitulo nga "Mga Pag-amping sa Kaluwasan" sa Manwal).
- kadaot sa produkto tungod sa dili pagsunod sa mga lagda sa pagtipig ug transportasyon.
- sa kaso sa kusog nga internal nga kontaminasyon sa himan.
Ang pagpugong sa pagmentinar sa mga de-koryenteng makina (paglimpiyo, paghugas, lubrication, pag-ilis sa anthers, piston ug sealing rings) sa panahon sa warranty usa ka bayad nga serbisyo.
Ang kinabuhi sa serbisyo sa produkto 3 ka tuig. Ang kinabuhi sa estante 2 ka tuig. Wala kini girekomendar alang sa operasyon human sa 2 ka tuig nga pagtipig gikan sa petsa sa paghimo, nga gipakita sa serial number sa label sa instrumento, nga walay preliminary verification (alang sa depinisyon sa
petsa sa paghimo, tan-awa ang Manwal sa Gumagamit sa sayo pa).
Gipahibalo ang tag-iya sa bisan unsang posibleng mga paglapas sa mga termino sa itaas sa serbisyo sa garantiya sa pagkompleto sa diagnostics sa service center.
Ang tag-iya sa himan nagsalig sa diagnostic procedure nga ipahigayon sa service center kung wala siya.
Ayaw pag-operate ang de-koryenteng makina kung adunay mga timailhan sa sobra nga kainit, pagkidlap, o kasaba sa gearbox. Aron mahibal-an ang hinungdan sa malfunction, ang pumapalit kinahanglan nga mokontak sa warranty service center.
Ang mga malfunction nga gipahinabo sa ulahi nga pag-ilis sa mga carbon brush sa makina giwagtang sa gasto sa pumapalit.
- Ang warranty wala maglakip sa:
- kapuli nga mga aksesorya (mga aksesorya ug sangkap), alang sa example: mga baterya, disc, blades, drill bits, borers, chucks, chains, sprockets, collet clamps, guide rails, tension ug fastening elements, trimming device heads, base sa grinding ug belt sander machines, hexagonal heads, ,
- paspas nga pagsul-ob sa mga piyesa, alang sa example: carbon brush, drive belt, seal, protective cover, guide rollers, guides, rubber seal, bearings, toothed belts ug ligid, shanks, brake belts, starter ratchet ug ropes, piston rings, Ang ilang kapuli sa panahon sa warranty bayad nga serbisyo;
- mga kable sa koryente, kung madaot ang insulasyon, ang mga kable sa koryente kinahanglan nga ilisan nga wala’y pagtugot sa tag-iya (bayad nga serbisyo);
- kahimanan sa himan.
Basaha ang Dugang Mahitungod Niini nga Manwal & Pag-download sa PDF:
Mga Dokumento / Mga Kapanguhaan
 |
PIT PMAG200-C Tulo ka Function Welding Machine [pdf] Manwal sa Instruksyon PMAG200-C, PMAG200-C Tulo ka Function Welding Machine, Tulo ka Function Welding Machine, Function Welding Machine, Welding Machine, Machine, MIG-MMA-TIG-200A |