PIT PMAG200-C થ્રી ફંક્શન વેલ્ડીંગ મશીન સૂચના મેન્યુઅલ

સલામતી નોંધો
સામાન્ય પાવર ટૂલ સલામતી ચેતવણીઓ ચેતવણી તમામ સલામતી ચેતવણીઓ અને બધી સૂચનાઓ વાંચો.

ચેતવણીઓ અને સૂચનાઓનું પાલન કરવામાં નિષ્ફળતાના પરિણામે ઇલેક્ટ્રિક આંચકો, આગ અને/અથવા ગંભીર ઈજા થઈ શકે છે.
ભવિષ્યના સંદર્ભ માટે તમામ ચેતવણીઓ અને સૂચનાઓ સાચવો.
ચેતવણીઓમાં "પાવર ટૂલ" શબ્દ તમારા મુખ્ય સોપરેટેડ (કોર્ડ) પાવર ટૂલ અથવા બેટરી સંચાલિત (કોર્ડલેસ) પાવર ટૂલનો ઉલ્લેખ કરે છે.
કાર્ય ક્ષેત્રની સલામતી
- કાર્યક્ષેત્રને સ્વચ્છ અને સારી રીતે પ્રકાશિત રાખો.અવ્યવસ્થિત અથવા ઘાટા વિસ્તારો આમંત્રિત કરે છે
- પાવર ટૂલ્સને વિસ્ફોટકમાં ચલાવશો નહીં જેમ કે જ્વલનશીલ પ્રવાહી, વાયુઓ અથવા ધૂળની હાજરીમાં. પાવર ટૂલ્સ સ્પાર્ક બનાવે છે જે ધૂળ અથવા ધુમાડાને સળગાવી શકે છે.
- પાવર ઓપરેટ કરતી વખતે બાળકો અને નજીકના લોકોને દૂર રાખો વિચલનો તમને નિયંત્રણ ગુમાવી શકે છે.
વિદ્યુત સલામતી
- પાવર ટૂલ પ્લગ આઉટલેટ સાથે મેળ ખાતા હોવા જોઈએ. પ્લગને ક્યારેય પણ કોઈપણ રીતે સુધારશો નહીં. માટીવાળા (ગ્રાઉન્ડ) પાવરવાળા કોઈપણ એડેપ્ટર પ્લગનો ઉપયોગ કરશો નહીં અસંશોધિત પ્લગ અને મેચિંગ આઉટલેટ્સ ઇલેક્ટ્રિક શોકનું જોખમ ઘટાડશે.
- પાઈપો, રેડિએટર્સ, રેન્જ અને રેફ્રિજરેટર્સ જેવી માટીવાળી અથવા જમીનવાળી સપાટી સાથે શરીરના સંપર્કને ટાળો. જો તમારા શરીરને માટી કરવામાં આવે અથવા તો ઇલેક્ટ્રિક શોક લાગવાનું જોખમ વધી જાય છે
- વરસાદ અથવા ભીની સ્થિતિમાં પાવર ટૂલ્સને ખુલ્લા પાડશો નહીં. પાવર ટૂલમાં પાણી દાખલ થવાથી ઇલેક્ટ્રિકનું જોખમ વધશે
- દોરીનો દુરુપયોગ કરશો નહીં. પાવર ટૂલને વહન કરવા, ખેંચવા અથવા અનપ્લગ કરવા માટે ક્યારેય દોરીનો ઉપયોગ કરશો નહીં. દોરીને ગરમી, તેલ, તીક્ષ્ણ ધાર અને હલનચલનથી દૂર રાખો ક્ષતિગ્રસ્ત અથવા ફસાઇ ગયેલી દોરીઓ ઇલેક્ટ્રિક શોકનું જોખમ વધારે છે.
- પાવર ટૂલને બહાર ચલાવતી વખતે, બહારના ઉપયોગ માટે યોગ્ય એક્સ્ટેંશન કોર્ડનો ઉપયોગ કરો. બહારના ઉપયોગ માટે યોગ્ય દોરીનો ઉપયોગ ઇલેક્ટ્રિકનું જોખમ ઘટાડે છે
- જો જાહેરાતમાં પાવર ટૂલ ચલાવતા હોયamp સ્થાન અનિવાર્ય છે, શેષ વર્તમાન ઉપકરણ (RCD) સુરક્ષિત પુરવઠાનો ઉપયોગ કરો. આરસીડીનો ઉપયોગ ઇલેક્ટ્રિકનું જોખમ ઘટાડે છે
વ્યક્તિગત સલામતી
- સાવચેત રહો, તમે શું કરી રહ્યા છો તે જુઓ અને પાવર ટૂલ ચલાવતી વખતે સામાન્ય સમજનો ઉપયોગ કરો. જ્યારે તમે થાકી ગયા હોવ અથવા ડ્રગ્સ, આલ્કોહોલ અથવાના પ્રભાવ હેઠળ હોવ ત્યારે પાવર ટૂલનો ઉપયોગ કરશો નહીં પાવર ટૂલ્સનું સંચાલન કરતી વખતે બેદરકારીની ક્ષણ ગંભીર વ્યક્તિગત ઈજામાં પરિણમી શકે છે.
- વ્યક્તિગત રક્ષણાત્મકનો ઉપયોગ કરો હંમેશા આંખનું રક્ષણ કરો. રક્ષણાત્મક સાધનો જેમ કે ડસ્ટ માસ્ક, નોન-સ્કીડ સેફ્ટી શૂઝ, સખત ટોપી અથવા યોગ્ય પરિસ્થિતિઓ માટે વપરાતા શ્રવણ સંરક્ષણ વ્યક્તિગત ઇજાઓ ઘટાડશે.
- અજાણતા શરૂ થતા અટકાવો. પાવર સ્ત્રોત અને/અથવા બૅટરી પૅકને કનેક્ટ કરતાં પહેલાં, ઉપાડતા અથવા વહન કરતાં પહેલાં સ્વીચ ઑફ-પોઝિશનમાં છે તેની ખાતરી કરો. સ્વીચ પર તમારી આંગળી વડે પાવર ટૂલ્સ રાખવાથી અથવા સ્વીચ ઓન હોય તેવા પાવર ટૂલ્સને આમંત્રિત કરવા અકસ્માતોને આમંત્રણ આપે છે.
- પાવર ટૂલ ચાલુ કરતા પહેલા કોઈપણ એડજસ્ટિંગ કી અથવા રેંચ દૂર કરો પાવર ટૂલના ફરતા ભાગ સાથે જોડાયેલ રેન્ચ અથવા ચાવીને લીધે વ્યક્તિગત ઈજા થઈ શકે છે.
- ઓવરરીચ કરશો નહીં. દરેક સમયે યોગ્ય પગ અને સંતુલન રાખો. આ અણધારી સ્થિતિમાં પાવર ટૂલના વધુ સારા નિયંત્રણને સક્ષમ કરે છે
- પહેરવેશ looseીલા કપડાં કે ઘરેણાં પહેરશો નહીં. તમારા વાળ, કપડાં અને મોજાને ફરતા ભાગોથી દૂર રાખો. છૂટક કપડાં, ઝવેરાત અથવા લાંબા વાળ ફરતા ભાગોમાં પકડી શકાય છે.
- જો ધૂળ નિષ્કર્ષણ અને સંગ્રહ સુવિધાઓના જોડાણ માટે ઉપકરણો પ્રદાન કરવામાં આવ્યા હોય, તો ખાતરી કરો કે તેઓ જોડાયેલા છે અને યોગ્ય રીતે ઉપયોગમાં લેવાય છે. ધૂળ સંગ્રહનો ઉપયોગ ધૂળ સંબંધિત ઘટાડી શકે છે
- ટૂલ્સના વારંવાર ઉપયોગથી મેળવેલી ઓળખાણ તમને આત્મસંતુષ્ટ બનવા અને ટૂલ સેફ્ટી પ્રિન્સ-ને અવગણવા ન દો. બેદરકાર ક્રિયા સેકન્ડના અપૂર્ણાંકમાં ગંભીર ઈજા પહોંચાડી શકે છે.
પાવર ટૂલનો ઉપયોગ અને કાળજી
- પાવર ટૂલ પર દબાણ કરશો નહીં. તમારી એપ્લિકેશન માટે યોગ્ય પાવર ટૂલનો ઉપયોગ કરો. યોગ્ય પાવર ટૂલ તે જે દરે હતું તે દરે વધુ સારું અને સુરક્ષિત કામ કરશે
- જો સ્વીચ ચાલુ અને બંધ ન થાય તો પાવર ટૂલનો ઉપયોગ કરશો નહીં. કોઈપણ પાવર ટૂલ કે જેને સ્વીચ વડે નિયંત્રિત કરી શકાતું નથી
ખતરનાક અને સમારકામ કરવું આવશ્યક છે.
- કોઈપણ એડજસ્ટમેન્ટ કરવા, એક્સેસરીઝ બદલતા અથવા પાવર ટૂલ્સ સ્ટોર કરતા પહેલા પાવર સોર્સ અને/અથવા બેટરી પેકમાંથી પ્લગને પાવર ટૂલમાંથી ડિસ્કનેક્ટ કરો. આવા નિવારક સલામતી પગલાં પાવર ટૂલ શરૂ કરવાનું જોખમ ઘટાડે છે
- નિષ્ક્રિય પાવર ટૂલ્સને બાળકોની પહોંચની બહાર સ્ટોર કરો અને પાવર ટૂલ અથવા આ સૂચનાઓથી અજાણ વ્યક્તિઓને પાવર ટૂલ ચલાવવાની મંજૂરી આપશો નહીં. તાલીમ વગરના લોકોના હાથમાં પાવર ટૂલ્સ જોખમી છે
- પાવર જાળવો મૂવિંગ પાર્ટ્સની ખોટી ગોઠવણી અથવા બંધન, ભાગોનું તૂટવું અને પાવર ટૂલની કામગીરીને અસર કરી શકે તેવી અન્ય કોઈપણ સ્થિતિ માટે તપાસો. જો નુકસાન થયું હોય, તો ઉપયોગ કરતા પહેલા પાવર ટૂલનું સમારકામ કરાવો. ઘણા અકસ્માતો નબળા જાળવણી વીજ સાધનોના કારણે થાય છે.
- કટીંગ ટૂલ્સને તીક્ષ્ણ રાખો અને તીક્ષ્ણ કટીંગ કિનારીઓ સાથે યોગ્ય રીતે જાળવવામાં આવેલા કટીંગ ટૂલ્સને બાંધવાની શક્યતા ઓછી હોય છે અને નિયંત્રણમાં સરળ હોય છે.
- આ સૂચનાઓ અનુસાર પાવર ટૂલ, એસેસરીઝ અને ટૂલ બિટ્સ વગેરેનો ઉપયોગ કરો, કામ કરવાની પરિસ્થિતિઓ અને કાર્યને ધ્યાનમાં લઈને હેતુ કરતા અલગ કામગીરી માટે પાવર ટૂલનો ઉપયોગ જોખમી પરિસ્થિતિમાં પરિણમી શકે છે.
- હેન્ડલ્સ અને પકડવાની સપાટીને સૂકી, સ્વચ્છ અને તેલ અને ગ્રીસથી મુક્ત રાખો. લપસણો હેન્ડલ્સ અને પકડવાની સપાટીઓ અનપેક્ષિત રીતે ટૂલને સુરક્ષિત હેન્ડલિંગ અને નિયંત્રણની મંજૂરી આપતી નથી
સેવા
- તમારા પાવર ટૂલને ફક્ત સમાન રિપ્લેસમેન્ટ પાર્ટ્સનો ઉપયોગ કરીને યોગ્ય રિપેર વ્યક્તિ દ્વારા સર્વિસ કરાવો. આ ખાતરી કરશે કે પાવર ટૂલની સલામતી મુખ્ય છે-
ઇલેક્ટ્રિક વેલ્ડીંગ મશીન માટે સલામતી સૂચનાઓ
- ખાતરી કરો કે ઇન્વર્ટર જે ઇલેક્ટ્રિકલ આઉટલેટ સાથે જોડાયેલ છે તે ગ્રાઉન્ડેડ છે તેની ખાતરી કરો.
- શરીરના ખુલ્લા ભાગો, ભીના મોજા અથવા
- જ્યાં સુધી તમને ખાતરી ન થાય કે તમે જમીન અને વર્કપીસમાંથી ઇન્સ્યુલેટેડ છો ત્યાં સુધી કામ શરૂ કરશો નહીં.
- ખાતરી કરો કે તમે સલામતમાં છો
- વેલ્ડીંગના ધુમાડાને શ્વાસમાં ન લો, તે સ્વાસ્થ્ય માટે હાનિકારક છે.
- કાર્યસ્થળે પર્યાપ્ત વેન્ટિલેશન પ્રદાન કરવું આવશ્યક છે અથવા વેલ્ડીંગ દરમિયાન ઉત્પન્ન થતા વાયુઓને દૂર કરવા માટે વિશિષ્ટ હૂડ્સનો ઉપયોગ કરવો આવશ્યક છે.
- તમારી આંખો અને શરીરને સુરક્ષિત રાખવા માટે યોગ્ય ફેસ શિલ્ડ, લાઇટ ફિલ્ટર અને રક્ષણાત્મક કપડાંનો ઉપયોગ કરો. કપડાં સંપૂર્ણપણે બટનવાળા હોવા જોઈએ જેથી સ્પાર્ક અને સ્પ્લેશ શરીર પર ન પડે.
- ની સુરક્ષા માટે યોગ્ય ચહેરો ઢાલ અથવા પડદો તૈયાર કરો viewer અન્ય લોકોને ચાપ કિરણોત્સર્ગ અને ગરમ ધાતુઓથી બચાવવા માટે, તમારે કાર્યક્ષેત્રને ફાયરપ્રૂફ વાડથી બંધ કરવું આવશ્યક છે.
- ધૂમ્રપાન અને આગને ટાળવા માટે કાર્યક્ષેત્રની તમામ દિવાલો અને માળને સંભવિત સ્પાર્ક અને ગરમ ધાતુથી સુરક્ષિત રાખવું આવશ્યક છે.
- જ્વલનશીલ સામગ્રી (લાકડું, કાગળ, ચીંથરા,) ને કાર્યસ્થળથી દૂર રાખો.
- વેલ્ડીંગ કરતી વખતે, કાર્યસ્થળને અગ્નિશામક સાથે પ્રદાન કરવું જરૂરી છે
- તે પ્રતિબંધિત છે:
- d માં સેમીઓટોમેટિક વેલ્ડીંગ મશીનનો ઉપયોગ કરોamp રૂમ અથવા વરસાદમાં;
- ક્ષતિગ્રસ્ત ઇન્સ્યુલેશન અથવા નબળા જોડાણો સાથે ઇલેક્ટ્રિકલ કેબલનો ઉપયોગ કરો;
- પ્રવાહી અથવા વાયુયુક્ત જોખમી પદાર્થો ધરાવતા કન્ટેનર, કન્ટેનર અથવા પાઈપો પર વેલ્ડીંગ કાર્ય હાથ ધરવા;
- દબાણ જહાજો પર વેલ્ડીંગ કાર્ય હાથ ધરવા;
- તેલ, ગ્રીસ, ગેસોલિન અને અન્ય જ્વલનશીલ પદાર્થોથી રંગાયેલા કામના કપડાં
- હેડફોન અથવા અન્ય કાનના રક્ષણનો ઉપયોગ કરો-
- નજીકના લોકોને ચેતવણી આપો કે અવાજ સાંભળવા માટે હાનિકારક છે.
- જો ઇન્સ્ટોલેશન અને ઓપરેશન દરમિયાન સમસ્યાઓ આવે, તો કૃપા કરીને આ સૂચના માર્ગદર્શિકાને અનુસરો
- જો તમે મેન્યુઅલને સંપૂર્ણપણે સમજી શકતા નથી અથવા મેન્યુઅલ સાથે સમસ્યા હલ કરી શકતા નથી, તો તમારે વ્યવસાયિક માટે સપ્લાયર અથવા સેવા કેન્દ્રનો સંપર્ક કરવો જોઈએ.
- મશીન શુષ્ક સ્થિતિમાં સંચાલિત હોવું જોઈએ જેમાં ભેજનું સ્તર 90% થી વધુ ન હોય.
- આસપાસનું તાપમાન -10 અને 40 ડિગ્રીની વચ્ચે હોવું જોઈએ
- તડકામાં અથવા પાણીની નીચે વેલ્ડીંગ કરવાનું ટાળો ટીપાં. મશીનની અંદર પાણીને પ્રવેશવાની મંજૂરી આપશો નહીં.
- ધૂળવાળુ અથવા કાટ લાગતા ગેસમાં વેલ્ડીંગ કરવાનું ટાળો
- મજબૂત હવાના પ્રવાહમાં ગેસ વેલ્ડીંગ ટાળો
- પેસમેકર ઇન્સ્ટોલ કરેલ કામદારે પહેલાં ડૉક્ટરની સલાહ લેવી જોઈએ કારણ કે ઇલેક્ટ્રોમેગ્નેટિક ફિલ્ડ પેસમેકરની સામાન્ય કામગીરીમાં દખલ કરી શકે છે.
 ઉત્પાદન વર્ણન અને સ્પષ્ટીકરણો
ઉત્પાદન વર્ણન અને સ્પષ્ટીકરણો
બધી સલામતી ચેતવણીઓ અને બધી સૂચનાઓ વાંચો.
ચેતવણીઓ અને સૂચનાઓનું પાલન કરવામાં નિષ્ફળતાના પરિણામે ઇલેક્ટ્રિક આંચકો, આગ અને/અથવા ગંભીર ઈજા થઈ શકે છે.
હેતુપૂર્વક ઉપયોગ
સેમિઆટોમેટિક ઇન્વર્ટર પ્રકારનું ડાયરેક્ટ કરંટ વેલ્ડીંગ મશીન (ત્યારબાદ ઉત્પાદન તરીકે ઓળખવામાં આવે છે) MIG/MAG પદ્ધતિઓ (શિલ્ડેડ ગેસમાં ઇલેક્ટ્રોડ વાયર સાથે વેલ્ડીંગ) અને MMA (સ્ટીક ફ્યુઝીબલ કવર્ડ ઇલેક્ટ્રોડ સાથે મેન્યુઅલ આર્ક વેલ્ડીંગ) નો ઉપયોગ કરીને વેલ્ડીંગ માટે બનાવવામાં આવેલ છે. ઉત્પાદનનો ઉપયોગ વિવિધ પ્રકારની ધાતુઓને વેલ્ડીંગ માટે કરી શકાય છે.
ઉત્પાદન સુવિધાઓ
દર્શાવેલ ઘટકોની સંખ્યા ગ્રાફિક પૃષ્ઠો પર પાવર ટૂલની રજૂઆતનો સંદર્ભ આપે છે.
- પોલેરિટી રિવર્સિંગ કેબલ
- ટોર્ચ કનેક્શન સોકેટ
- પાવર કનેક્ટર “+”
- પાવર કનેક્ટર "-"
- પંખો
- પાવર બટન
- કવચ ગેસ માટે કનેક્શન
- પાવર કેબલ ઇનલેટ
ટેકનિકલ ડેટા\
| મોડલ | PMAG200-C |
| 3BUFE WPMUBHF | 190-250V~ /50 Hz |
| 3BUFE QPXFS | 5800 ડબ્લ્યુ |
| આઉટપુટ વર્તમાન શ્રેણી | 10-200 એ |
| વાયર વ્યાસ (MIG) | Ø 0 .8-1.0 મીમી |
| ઇલેક્ટ્રોડ વ્યાસ (MMA) | Ø 1.6-4.0 મીમી (1/16” – 5/32”) |
| ઇલેક્ટ્રોડ વ્યાસ (TIG) | Ø 1.2/1.6/ 2.0mm |
| ફરજ ચક્ર (DC) | 25 ˫ 60% |
| વજન | 13 કિગ્રા |
વિતરણની સામગ્રી
| આપોઆપ વેલ્ડીંગ મશીન | 1 પીસી |
| ઇલેક્ટ્રોડ ધારક સાથે કેબલ | 1 પીસી |
| ગ્રાઉન્ડિંગ ટર્મિનલ સાથે કેબલ | 1 પીસી |
| ટોર્ચ કેબલ | 1 પીસી |
| વેલ્ડીંગ કવચ | 1 પીસી |
| હેમર બ્રશ | 1 પીસી |
| સૂચના માર્ગદર્શિકા | 1 પીસી |
| નોંધ |
સૂચનાઓના ટેક્સ્ટ અને નંબરોમાં તકનીકી ભૂલો અને ટાઇપોગ્રાફિકલ ભૂલો હોઈ શકે છે.
ઉત્પાદન સતત સુધારી રહ્યું હોવાથી, પીઆઈટી પાસે પૂર્વ સૂચના વિના અહીં ઉલ્લેખિત વિશિષ્ટતાઓ અને ઉત્પાદન સ્પષ્ટીકરણોમાં ફેરફાર કરવાનો અધિકાર અનામત છે.
કામ માટે તૈયારી
મશીનને સપાટ સપાટી પર મૂકો. કાર્યસ્થળ સારી રીતે વેન્ટિલેટેડ હોવું જોઈએ, વેલ્ડિંગ મશીન ધૂળ, ગંદકી, ભેજ અને સક્રિય વરાળના સંપર્કમાં ન હોવું જોઈએ. પર્યાપ્ત વેન્ટિલેશનની ખાતરી કરવા માટે, ઉપકરણથી અન્ય વસ્તુઓનું અંતર ઓછામાં ઓછું 50 સેમી હોવું આવશ્યક છે.
ધ્યાન આપો! ઇલેક્ટ્રિક આંચકો ટાળવા માટે, ફક્ત રક્ષણાત્મક અર્થ વાહક અને ગ્રાઉન્ડેડ રીસેપ્ટેકલ્સ સાથેના ઇલેક્ટ્રિકલ મેન્સનો ઉપયોગ કરો. જો પ્લગ આઉટલેટમાં ફિટ ન થાય તો તેને બદલશો નહીં. તેના બદલે, લાયકાત ધરાવતા ઇલેક્ટ્રિશિયને યોગ્ય આઉટલેટ ઇન્સ્ટોલ કરવું આવશ્યક છે.
કાર્ય માટેની તૈયારીની સલામતીની ખાતરી કરવી
ઉત્પાદન ચાલુ કરતા પહેલા, સ્વિચને “0” સ્થિતિ પર અને વર્તમાન નિયમનકારને અત્યંત ડાબી સ્થિતિ પર સેટ કરો.
કામ માટે તૈયાર કરો:
- વેલ્ડિંગ કરવા માટેના ભાગો તૈયાર કરો;
- કાર્યસ્થળમાં પર્યાપ્ત વેન્ટિલેશન પ્રદાન કરો;
- ખાતરી કરો કે હવામાં દ્રાવક વરાળ, જ્વલનશીલ, વિસ્ફોટક અને ક્લોરીન ધરાવતા પદાર્થો નથી;
- ઉત્પાદન સાથેના તમામ જોડાણો તપાસો; તેઓ યોગ્ય રીતે અને સુરક્ષિત રીતે બનાવવું આવશ્યક છે;
- વેલ્ડીંગ કેબલ તપાસો, જો નુકસાન થયું હોય તો તેને બદલવું આવશ્યક છે;
- વીજ પુરવઠો રક્ષણાત્મક સાથે સજ્જ હોવો જોઈએ
જો તમને એવી સમસ્યાઓ આવે કે જેનો તમે સામનો કરી શકતા નથી, તો સેવા કેન્દ્રનો સંપર્ક કરો.
નિયંત્રણો અને સૂચકાંકો

- ગેસ ચેક ફંક્શન: ગેસ મશીન સાથે જોડાયેલ છે કે કેમ અને વેલ્ડીંગ ટોર્ચમાંથી ગેસ છે કે કેમ તે તપાસો
2.2T ફંક્શન સૂચક: 2T ફંક્શનનો અર્થ છે કામ કરવા માટે બંદૂકની સ્વિચને દબાવવી, કામ કરવાનું બંધ કરવા માટે બંદૂકની સ્વીચ છોડવી
3.2T/4T ફંક્શન સ્વિચ બટન: 2T/4T પસંદગી ફંક્શન બટન
4.4T ફંક્શન ઇન્ડિકેટર લાઇટ: 4T ફંક્શનનો અર્થ છે કામ કરવા માટે બંદૂકની સ્વિચને દબાવવી, બંદૂકની સ્વિચ છોડવી અને હજુ પણ કામ કરવું, કામ કરવાનું ચાલુ રાખવા માટે બંદૂકની સ્વિચને ફરીથી દબાવો, કામ કરવાનું બંધ કરવા માટે બંદૂકની સ્વિચને છોડો.
- યુનિફાઇડ એડજસ્ટમેન્ટ (ઓટોમેટિક)/આંશિક (મેન્યુઅલ) એડજસ્ટમેન્ટ મોડ સ્વિચ બટન
- યુનિફાઇડ એડજસ્ટમેન્ટ (ઓટોમેટિક)/આંશિક (મેન્યુઅલ) એડજસ્ટમેન્ટ મોડ સૂચક: જ્યારે આંશિક એડજસ્ટમેન્ટ મોડમાં હોય ત્યારે સૂચક લાઇટ થાય છે. યુનિફાઇડ એડજસ્ટમેન્ટનો અર્થ એ છે કે વેલ્ડીંગ કરંટ અને વેલ્ડીંગ વોલ્યુમtage એકબીજા સાથે મેચ કરવા માટે સિંક્રનસ રીતે (આપમેળે) ગોઠવવામાં આવે છે, અને આંશિક ગોઠવણનો અર્થ એ છે કે વેલ્ડીંગ વર્તમાન અને વેલ્ડીંગ વોલ્ટેજનું અલગ ગોઠવણ (વ્યવસાયિક ઉપયોગ માટે મેન્યુઅલ એડજસ્ટમેન્ટ)
- વર્તમાન નિયમન
- ગેસ પ્રી-બ્લોઇંગ મોડ સૂચક: પહેલા ગેસને કનેક્ટ કરો, પછી સારી રીતે
- VRD સ્થિતિ સૂચક: એન્ટિ-શોક મોડ, જ્યારે સૂચક લાઇટ ચાલુ હોય, ત્યારે તે એન્ટિ-શોક મોડમાં હોય છે, અને આઉટપુટ વોલ્યુમtage સલામત વોલ્યુમ કરતાં નીચું છેtage.
- ગેસ બ્લો મોડ ઇન્ડિકેટર લાઇટ: વેલ્ડિંગ બંધ કર્યા પછી કૂલિંગ ગન હેડને ઉડાડવાનું ચાલુ રાખો
- VRD સ્ટેટસ એક્ટિવેશન/કેન્સલ બટન: એન્ટી-શોક ફંક્શન એક્ટિવેશન/ડિએક્ટિવેશન
- ગેસ ફ્રન્ટ બ્લોઇંગ/બેક બ્લોઇંગ મોડ સ્વીચ બટન: ગેસ ફ્રન્ટ બ્લોઇંગ અને બેક બ્લોઇંગ ફંક્શન સિલેક્શન
- કાર્બન ડાયોક્સાઇડ ગેસ સૂચક પ્રકાશ, 8mm વેલ્ડીંગ વાયરનો ઉપયોગ કરીને
- TIG કાર્ય સૂચક
- મિશ્ર ગેસ સૂચક પ્રકાશ, 8mm વેલ્ડીંગ વાયર સાથે
- ભાગtage ગોઠવણ: વેલ્ડીંગ વોલ્યુમtage ગોઠવણ (આંશિક ગોઠવણ મોડ હેઠળ માન્ય
- MMA કાર્ય સૂચક પ્રકાશ: લાઇટ ચાલુ છે, વેલ્ડર મેન્યુઅલ વેલ્ડીંગ (MMA) મોડમાં કામ કરે છે
- ફ્લક્સ-કોર્ડ વાયર 0 સૂચક
- MMA, MIG, TIG ફંક્શન સ્વિચ બટન
- ફ્લક્સ-કોર્ડ વેલ્ડીંગ વાયર માટે 8 સૂચક પ્રકાશ
- વાયર નિરીક્ષણ કાર્ય: વેલ્ડીંગ વાયર મશીન સાથે સારી રીતે જોડાયેલ છે કે કેમ તે તપાસો, અને બંદૂક વાયરમાંથી બહાર નીકળી શકતી નથી
- વોલ્ટમીટર
- સૂચક પર પાવર
- થર્મલ સંરક્ષણ સૂચક
- એમીટર
વેલ્ડીંગ મશીન કનેક્શન ડાયાગ્રામ
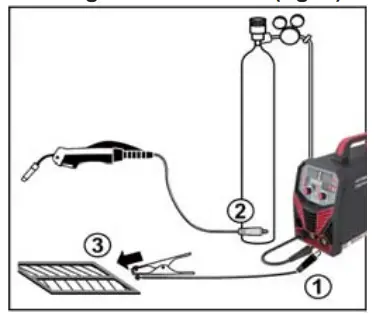
નક્કર વાયર સાથે વેલ્ડીંગ (ફાઇ જી. 1)
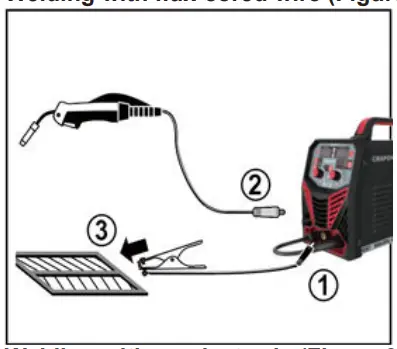
ફ્લુક્સ-કોર્ડ વાયર સાથે વેલ્ડીંગ (આકૃતિ 2)
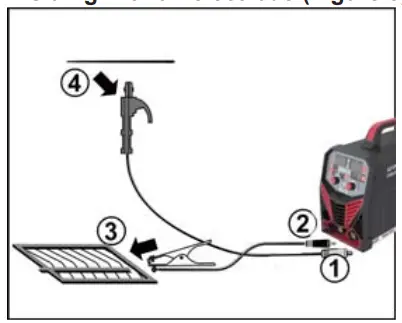
ઇલેક્ટ્રોડ સાથે વેલ્ડીંગ (આકૃતિ 3)
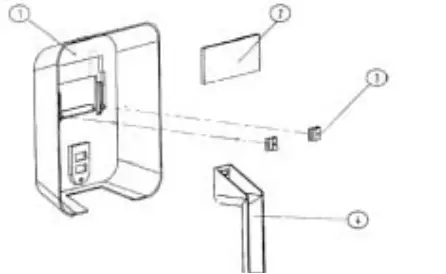
વેલ્ડીંગ કવચ એસેમ્બલીંગ
MIG/MAG વેલ્ડીંગ માટે તૈયારી બટનનો ઉપયોગ કરીને જરૂરી પ્રકારનું વેલ્ડીંગ પસંદ કરો 15. ઉપરાંત, વેલ્ડીંગ ચાલુ / બંધ મોડને સેટ કરવા માટે સ્વીચ 2 નો ઉપયોગ કરો (2T - વેલ્ડીંગ ટોર્ચ ટ્રિગર દબાવવાથી હાથ ધરવામાં આવે છે, 4T - ટોર્ચ ટ્રિગરની પ્રથમ પ્રેસ - વેલ્ડીંગની શરૂઆત, બીજું દબાવો - વેલ્ડીંગનો અંત).
VRD કાર્ય ઓપન-સર્કિટ વોલ્યુમ ઘટાડવા માટે જવાબદાર છેtag12-24 વોલ્ટનો સ્ત્રોત માનવો માટે સલામત છે, એટલે કે વોલ્યુમtagજ્યારે મશીન ચાલુ હોય ત્યારે e ડ્રોપ થાય છે, પરંતુ વેલ્ડીંગ કરવામાં આવતું નથી. જલદી વેલ્ડીંગ પ્રક્રિયા શરૂ થાય છે, VRD ઓપરેટિંગ વોલ્યુમ પુનઃસ્થાપિત કરે છેtage પરિમાણો.
આવા કિસ્સાઓમાં VRD વિકલ્પ સુસંગત છે: ઉપકરણ ઉચ્ચ હવા ભેજની સ્થિતિમાં સંચાલિત થાય છે; સુવિધા પર સલામતી માટે ઉચ્ચ આવશ્યકતાઓ; નાના વિસ્તારોમાં વેલ્ડીંગ સાધનોનો ઉપયોગ.
બર્નર
MIG/MAG વેલ્ડીંગ ટોર્ચમાં બેઝ, કનેક્ટિંગ કેબલ અને હેન્ડલ હોય છે. આધાર વેલ્ડીંગ ટોર્ચ અને વાયર ફીડરને જોડે છે. કનેક્શન કેબલ:
હોલો કેબલની મધ્યમાં નાયલોનથી ઢંકાયેલ લાઇનર મૂકવામાં આવે છે. ચેનલનો અંદરનો ભાગ વાયર ફીડિંગ માટે છે. ડક્ટ અને હોલો કેબલ વચ્ચેની ખાલી જગ્યાનો ઉપયોગ શિલ્ડિંગ ગેસને સપ્લાય કરવા માટે થાય છે, જ્યારે હોલો કેબલનો ઉપયોગ કરંટ સપ્લાય કરવા માટે થાય છે.
ધ્યાન આપો! બર્નરને એસેમ્બલ અને ડિસસેમ્બલ કરતા પહેલા અથવા ઘટકો બદલતા પહેલા, પાવર સપ્લાયને ડિસ્કનેક્ટ કરો.
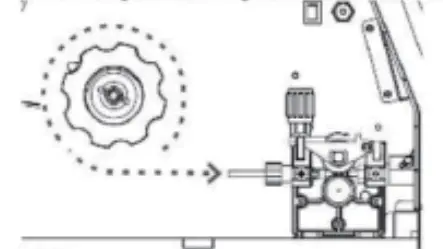
કોઇલ સ્થાપન
વેલ્ડીંગ પ્રક્રિયા અનુસાર જરૂરી વાયર પસંદ કરો. વાયરનો વ્યાસ ડ્રાઇવ રોલ, વાયર લાઇનર અને સંપર્ક ટીપ સાથે મેળ ખાતો હોવો જોઈએ. વાયર સ્પૂલ દાખલ કરવા માટે મશીનની બાજુનું કવર ખોલો. રીલ સીટ એડજસ્ટિંગ સ્ક્રૂને સ્ક્રૂ કાઢો, સ્પૂલને રીલ સીટ પર મૂકો અને તે જ સ્ક્રૂથી તેને ઠીક કરો. વાયરનો અંત વાયર ફીડરની વિરુદ્ધ, ડ્રમ હેઠળ હોવો જોઈએ. સ્પૂલના રીટેન્શન ફોર્સને સમાયોજિત કરવા માટે એડજસ્ટિંગ સ્ક્રૂનો ઉપયોગ કરો. કોઇલ મુક્તપણે ફરવું જોઈએ, પરંતુ ઓપરેશન દરમિયાન કોઈ વાયર લૂપ બનાવવો જોઈએ નહીં. જો હિન્જ્સ રચાય છે, તો એડજસ્ટિંગ સ્ક્રૂને વધુ સજ્જડ કરો. જો સ્પૂલ અલગ હોય તો-
ચાલુ કરવા માટે સંપ્રદાય, સ્ક્રૂ છોડો.
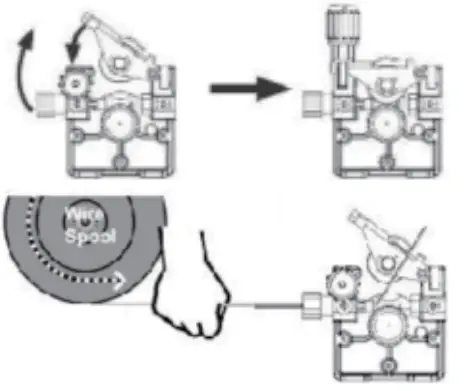
વાયર લાઇનરમાં વાયર દાખલ કરી રહ્યા છીએ
તમારી તરફ એડજસ્ટરને ઢીલું કરો અને નીચે કરો. ચપટી રોલર ઉભા કરો;
વાયરના વળેલા છેડાને કાપી નાખો અને ફીડરના વાયર લાઇનરમાં વાયરને દોરો, તેને ડ્રાઇવ રોલની ચેનલમાં ગોઠવો. ખાતરી કરો કે રોલરનો બોર વાયરના વ્યાસ સાથે મેળ ખાય છે;
વાયરને વેલ્ડિંગ ટોર્ચ કનેક્ટર બોરમાં મૂકો, પિંચ રોલર છોડો અને એડજસ્ટરને ઊભી સ્થિતિમાં પાછા આવો.
પિંચ રોલરના દબાણને સમાયોજિત કરો.
- સ્ટીલ વાયર સાથે વેલ્ડીંગ કરતી વખતે, ડ્રાઇવ રોલના વી-ગ્રુવનો ઉપયોગ કરવો આવશ્યક છે;
- ફ્લક્સ-કોર્ડ વાયરનો ઉપયોગ કરતી વખતે, ડ્રાઇવ રોલના ગિયર ગ્રુવનો ઉપયોગ કરવો આવશ્યક છે (ઉપલબ્ધતા ઉપકરણના મોડેલ અને સાધનો પર આધારિત છે).
- એલ્યુમિનિયમ વાયરનો ઉપયોગ કરતી વખતે, ડ્રાઇવ રોલના યુ-ગ્રુવનો ઉપયોગ કરવો આવશ્યક છે (ઉપલબ્ધતા મશીનના મોડેલ અને સાધનો પર આધારિત છે).
વેલ્ડીંગ હાથ માં વાયર ફીડ
ટોર્ચ પર વેલ્ડીંગ ટીપને સ્ક્રૂ કાઢો.
વાયરને ટોર્ચ સ્લીવમાં ફીડ કરવા માટે, સ્વીચ 6 ને સ્વિચ કરીને અસ્થાયી રૂપે પાવર ચાલુ કરો અને બટન 16 (વાયર ફીડ) દબાવો જ્યાં સુધી તે વેલ્ડીંગ સ્લીવની ચેનલને ભરે નહીં અને ટોર્ચ છોડી દે. વીજ પુરવઠો ડિસ્કનેક્ટ કરો. નૉૅધ! માં વાયરના મફત માર્ગ માટે
કેબલ, તેને તેની સમગ્ર લંબાઈ સાથે સીધી કરો. વાયરને ફીડ કરતી વખતે, ખાતરી કરો કે તે ડ્રાઇવ રોલ ચેનલમાં મુક્તપણે ફરે છે અને ફીડની ઝડપ એકસરખી છે. જો ફીડ રેટ અસમાન હોય, તો પિંચ રોલરના દબાણને સમાયોજિત કરો. સંપર્ક ટીપમાં મેચ કરો અને સ્ક્રૂ કરો જે વાયરના વ્યાસ સાથે મેળ ખાય છે અને નોઝલ ઇન્સ્ટોલ કરે છે.
અર્ધ-સ્વચાલિત વેલ્ડીંગ મોડ્સ આ મશીન બે પ્રકારના વેલ્ડીંગ વાયર સાથે કામ કરી શકે છે: ગેસના રક્ષણાત્મક વાતાવરણમાં નક્કર કોપર-કોટેડ વાયર અને સ્વ-શિલ્ડ ફ્લક્સ-કોર્ડ વાયર, જે કિસ્સામાં ગેસ સિલિન્ડરની જરૂર નથી.
વિવિધ પ્રકારના ફિલર વાયરને અલગ વાયરિંગ ડાયાગ્રામની જરૂર પડે છે.
નક્કર કોપ-પર-પ્લેટેડ વાયર સાથે ગેસ વેલ્ડીંગ (GAS):
- ઉપકરણની આગળની પેનલના તળિયે સ્થિત કનેક્ટર સાથે ટૂંકી કેબલને આગળની પેનલ (“+” ટર્મિનલ) પર ડાબી બાજુના કનેક્ટર સાથે કનેક્ટ કરો.
- વેલ્ડિંગ કરવા માટેના વર્કપીસ પર ગ્રાઉન્ડિંગ ટર્મિનલને ઠીક કરો, કેબલના બીજા છેડા પરના કનેક્ટરને ફ્રન્ટ પેનલ ("-" ટર્મિનલ) પરના જમણા કનેક્ટર સાથે કનેક્ટ કરો.
- ફીડ રોલ પરના ચિહ્નો તપાસો- વાયરના વ્યાસ પ્રમાણે
- સ્લોટમાં વાયરનો સ્પૂલ દાખલ કરો.
- રોલ clને પાછું ફોલ્ડ કરીને વાયરને ટોર્ચમાં ફીડ કરોamp અને માં રિસેસ દ્વારા ચેનલમાં વાયર દાખલ કરો
- રોલર cl બંધ કરોamp cl ને સહેજ કડક કરીનેamping સ્ક્રૂ.
- બંદૂકની ટીપના છિદ્રના વ્યાસને વાયર સાથે મેચ કરવાની ખાતરી કરો
- મશીન ચાલુ કરો અને જ્યાં સુધી તે ટોર્ચ પર ટ્રિગર દબાવીને ટીપમાંથી બહાર ન નીકળે ત્યાં સુધી વાયર ચલાવો.
- ગેસ રેગ્યુલેટરમાંથી નળીને ઉપકરણની પાછળના ભાગમાં ફિટિંગ સાથે જોડો.
- શિલ્ડિંગ ગેસ સિલિન્ડર પર વાલ્વ ખોલો, ટોર્ચ ટ્રિગર દબાવો અને રેડ્યુસર વડે ગેસ ફ્લો એડજસ્ટ કરો (સામાન્ય રીતે ગેસ ફ્લો નીચે પ્રમાણે સેટ કરવામાં આવે છે: ગેસ ફ્લો (l/min) = વાયર વ્યાસ (mm) x
- નો ઉપયોગ કરીને આવશ્યક વેલ્ડીંગ મોડ સેટ કરો
- શરૂ કરો
સ્વ-શિલ્ડ ફ્લક્સ-કોર્ડ વાયર સાથે ગેસ વિના વેલ્ડીંગ (NO GAS):
- ઉપકરણની આગળની પેનલના તળિયે સ્થિત કનેક્ટર સાથે ટૂંકી કેબલને આગળની પેનલ ("-" ટર્મિનલ) પરના જમણા કનેક્ટર સાથે કનેક્ટ કરો.
- વેલ્ડિંગ કરવા માટેના વર્ક-પીસ પર ગ્રાઉન્ડિંગ ટર્મિનલને ઠીક કરો, કેબલના બીજા છેડે કનેક્ટરને ફ્રન્ટ પેનલ (“+” ટર્મિનલ) પર ડાબી બાજુના કનેક્ટર સાથે કનેક્ટ કરો.
- ફીડ રોલ પરના ચિહ્નો તપાસો- વાયરના વ્યાસ પ્રમાણે
- સ્લોટમાં વાયરનો સ્પૂલ દાખલ કરો.
- રોલ clને પાછું ફોલ્ડ કરીને વાયરને ટોર્ચમાં ફીડ કરોamp અને માં રિસેસ દ્વારા ચેનલમાં વાયર દાખલ કરો
- રોલર cl બંધ કરોamp cl ને સહેજ કડક કરીનેamping સ્ક્રૂ.
- બંદૂકની ટીપના છિદ્રના વ્યાસને વાયર સાથે મેચ કરવાની ખાતરી કરો
- મશીન ચાલુ કરો અને જ્યાં સુધી તે ટોર્ચ પર ટ્રિગર દબાવીને ટીપમાંથી બહાર ન નીકળે ત્યાં સુધી વાયર ચલાવો.
- નો ઉપયોગ કરીને આવશ્યક વેલ્ડીંગ મોડ સેટ કરો
વેલ્ડીંગ પ્રક્રિયા
વેલ્ડીંગ કરવા માટેની સામગ્રીની જાડાઈ અને ઉપયોગમાં લેવાતા ઇલેક્ટ્રોડ વાયરના વ્યાસના આધારે વેલ્ડીંગ કરંટ સેટ કરો. વાયર ફીડ સ્પીડ વેલ્ડીંગ વર્તમાન સાથે આપમેળે સિંક્રનાઇઝ થાય છે. ટોર્ચને વર્કપીસ પર ખસેડો જેથી વાયર વર્કપીસને સ્પર્શ ન કરે, પરંતુ તેનાથી કેટલાક મિલીમીટરના અંતરે હોય. ચાપને પ્રકાશિત કરવા માટે ટોર્ચ બટન દબાવો અને વેલ્ડીંગ શરૂ કરો. દબાવેલી કી ઇલેક્ટ્રોડ વાયરના ફીડ અને રીડ્યુસર દ્વારા સેટ કરેલ શિલ્ડિંગ ગેસના પ્રવાહની ખાતરી કરે છે.
ચાપની લંબાઈ અને ઇલેક્ટ્રોડની ગતિવિધિ વેલ્ડના આકારને અસર કરે છે.
બદલી શકાય તેવી ધ્રુવીયતા કામગીરી શરૂઆતમાં, વેલ્ડીંગ ટોર્ચનો પાવર કોન્ટેક્ટ પોલેરિટી રિવર્સલ મોડ્યુલ પર "+" સાથે જોડાયેલ છે. આ રિવર્સ પોલેરિટી છે. તેનો ઉપયોગ પાતળી શીટ સ્ટીલથી લઈને સ્ટેનલેસ સ્ટીલ્સ, એલોય સ્ટીલ્સ અને ઉચ્ચ કાર્બન સ્ટીલ્સના વેલ્ડિંગ માટે થાય છે, જે ઓવરહિટીંગ માટે ખૂબ જ સંવેદનશીલ હોય છે.
ડાયરેક્ટ પોલેરિટી વેલ્ડીંગ દરમિયાન, મોટાભાગની ગરમી ઉત્પાદન પર જ કેન્દ્રિત થાય છે, જેના કારણે વેલ્ડના મૂળ ઊંડા થાય છે. ધ્રુવીયતાને રિવર્સથી ડાયરેક્ટમાં બદલવા માટે, મોડ્યુલ પરના પાવર વાયરના આઉટપુટને “+” થી “-” પર સ્વિચ કરવું જરૂરી છે. અને આ કિસ્સામાં, પૃથ્વી cl સાથે કેબલને કનેક્ટ કરોamp આગળની પેનલ પરના “+” ટર્મિનલમાં પાવર કેબલ લગ દાખલ કરીને વર્કપીસ પર જાઓ.
ગેસને સુરક્ષિત કર્યા વિના ફ્લક્સ-કોર્ડ વાયર સાથે વેલ્ડીંગ માટે, ડાયરેક્ટ પોલેરિટીનો ઉપયોગ થાય છે. માં
આ કિસ્સામાં, વધુ ગરમી ઉત્પાદનમાં જાય છે, અને વાયર અને વેલ્ડીંગ ટોર્ચ ચેનલ ઓછી ગરમી કરે છે.
વેલ્ડીંગના અંતે:
- સીમમાંથી મશાલ નોઝલ દૂર કરો, વેલ્ડીંગ આર્કને વિક્ષેપિત કરો;
- વાયર અને ગેસ ફીડને રોકવા માટે ટોર્ચ ટ્રિગર છોડો;
- સિલિન્ડર રીડ્યુસરમાંથી ગેસ સપ્લાય વાલ્વ બંધ કરીને ગેસ સપ્લાયને ડિસ્કનેક્ટ કરો;
- સ્વીચને "બંધ" સ્થિતિમાં ખસેડો - બંધ
મેન્યુઅલ આર્ક વેલ્ડીંગ મોડ (mma)
- ઇલેક્ટ્રોડ ધારકને ઉપકરણના “-” ટર્મિનલ સાથે, ગ્રાઉન્ડિંગ કેબલને “+” સાથે કનેક્ટ કરો
ઉપકરણનું ટર્મિનલ (સીધી ધ્રુવીયતા), અથવા ઊલટું, જો વેલ્ડીંગ શરતો અને/અથવા ઇલેક્ટ્રોડ્સના બ્રાન્ડ દ્વારા જરૂરી હોય તો:
મેન્યુઅલ આર્ક વેલ્ડીંગમાં, બે પ્રકારના જોડાણને અલગ પાડવામાં આવે છે: ડાયરેક્ટ પોલેરિટી અને રિવર્સ. કનેક્શન “ડાયરેક્ટ” પોલેરિટી: ઈલેક્ટ્રોડ – “માઈનસ”, વેલ્ડેડ ભાગ – “પ્લસ”. આવા જોડાણ અને સીધો ધ્રુવીય પ્રવાહ ધાતુને કાપવા અને મોટી જાડાઈને વેલ્ડ કરવા માટે યોગ્ય છે જેને ગરમ કરવા માટે મોટી માત્રામાં ગરમીની જરૂર પડે છે.
"વિપરીત" ધ્રુવીયતા (ઇલેક્ટ્રોડ - "વત્તા", ભાગ
- “માઈનસ”)નો ઉપયોગ નાની જાડાઈ અને પાતળી-દિવાલોવાળા વેલ્ડિંગ વખતે થાય છે હકીકત એ છે કે ઇલેક્ટ્રિક આર્કના નકારાત્મક ધ્રુવ (કેથોડ) પર, તાપમાન હંમેશા હકારાત્મક (એનોડ) કરતા ઓછું હોય છે, જેના કારણે ઇલેક્ટ્રોડ ઝડપથી ઓગળે છે, અને ભાગની ગરમી ઘટે છે - અને તેના બર્નઆઉટનો ભય પણ ઓછો થાય છે.
- મોડ સ્વિચને MMA પર સેટ કરો
- ઇલેક્ટ્રોડના પ્રકાર અને વ્યાસ અનુસાર વેલ્ડીંગ વર્તમાન સેટ કરો અને પ્રારંભ કરો
- વેલ્ડીંગ પ્રવાહ વર્તમાન નિયમનકાર દ્વારા નિયંત્રિત થાય છે, ઓપરેશન દરમિયાન વર્તમાનનું વાસ્તવિક મૂલ્ય એમીટર પર પ્રદર્શિત થાય છે.
- આર્કની ઉત્તેજના ઉત્પાદનના ઇલેક્ટ્રોડના અંતને સંક્ષિપ્તમાં સ્પર્શ કરીને અને તેને જરૂરી ડિસ્ક પર પાછા ખેંચીને હાથ ધરવામાં આવે છે- તકનીકી રીતે, આ પ્રક્રિયા બે રીતે કરી શકાય છે:
- ઇલેક્ટ્રોડને પાછળથી પાછળ સ્પર્શ કરીને અને તેને ઉપર ખેંચીને;
- ની સપાટી પર મેચની જેમ ઇલેક્ટ્રોડના અંતને પ્રહાર કરીને
ધ્યાન આપો! ચાપને સળગાવવાનો પ્રયાસ કરતી વખતે કાર્યકારી સપાટી પર ઇલેક્ટ્રોડને પછાડો નહીં, કારણ કે આ તેને નુકસાન પહોંચાડી શકે છે અને ચાપની ઇગ્નીશનને વધુ જટિલ બનાવી શકે છે.
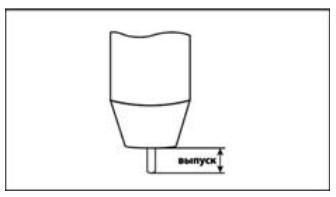
- જલદી આર્ક સ્ટ્રાઇક થાય છે, ઇલેક્ટ્રોડને વર્કપીસથી એટલા અંતરે પકડી રાખવું જોઈએ કે જે ઇલેક્ટ્રોડના વ્યાસને અનુરૂપ હોય. એક સમાન સીમ મેળવવા માટે, આ અંતર શક્ય તેટલું સ્થિર રાખવું જરૂરી છે. તે પણ યાદ રાખવું જોઈએ કે વેલ્ડીંગ સીમ માર્ગદર્શનના વધુ સારા દ્રશ્ય નિયંત્રણ માટે, ઇલેક્ટ્રોડ ધરીનો ઝોક આશરે 20-30 ડિગ્રી હોવો જોઈએ.
- વેલ્ડને સમાપ્ત કરતી વખતે, વેલ્ડિંગ ક્રેટરને ભરવા માટે ઇલેક્ટ્રોડને થોડો પાછળ ખેંચો, અને પછી તેને ચાપ સુધી ઝડપથી ઉંચો કરો.
વેલ્ડીંગ પેરામીટર કોષ્ટકો (ફક્ત સંદર્ભ માટે)
| જાડાઈ મેટલ, મીમી | ભલામણ કરેલ વાયર વ્યાસ, મીમી | ||||||
| સોલિડ વાયર | ફ્લક્સ વાયર | ||||||
| 0,6 | 0,8 | 0,9 | 1,0 | 0,8 | 0,9 | 1,2 | |
| 0,6 | + | ||||||
| 0,75 | + | + | + | ||||
| 0,9 | + | + | + | + | |||
| 1,0 | + | + | + | + | + | ||
| 1,2 | + | + | + | + | + | ||
| 1,9 | + | + | + | + | + | + | |
| 3,0 | + | + | + | + | + | ||
| 5,0 | + | + | + | + | |||
| 6,0 | + | + | + | ||||
| 8,0 | + | + | |||||
| 10,0 | + | + | |||||
| 12,0 | + | + | |||||
| 5 મીમી અથવા વધુની જાડાઈ સાથે ધાતુના ઉચ્ચ-ગુણવત્તાવાળા વેલ્ડીંગ માટે, ભાગોના અંતિમ કિનારે તેમના જોડાણના બિંદુએ ચેમ્ફર કરવું અથવા કેટલાક પાસમાં વેલ્ડ કરવું જરૂરી છે. | |||||||
MIG, MAG વેલ્ડીંગ માટે ગેસ ફ્લો સેટિંગ્સ
MMA વેલ્ડિંગ કરતી વખતે વર્તમાન તાકાત અને ઇલેક્ટ્રોડના વ્યાસના પરિમાણો
| ઇલેક્ટ્રોડ વ્યાસ, મીમી | વેલ્ડીંગ વર્તમાન, એ
ન્યૂનતમ મહત્તમ |
|
| 1,6 | 20 | 50 |
| 2,0 | 40 | 80 |
| 2,5 | 60 | 110 |
| 3,2 | 80 | 160 |
| 4,0 | 120 | 200 |
વેલ્ડ સીમની લાક્ષણિકતાઓ
પર આધાર રાખીને ampઇરેજ અને ઇલેક્ટ્રોડની ઝડપ, તમે નીચેના પરિણામો મેળવી શકો છો:

1.ઇલેક્ટ્રોડની ખૂબ ધીમી હિલચાલ
2. એક ખૂબ જ ટૂંકી ચાપ
3.ખૂબ નીચું વેલ્ડિંગ વર્તમાન 4.ખૂબ ઝડપી ઇલેક્ટ્રોડ ચળવળ 5.ખૂબ જ લાંબી ચાપ
6. ખૂબ જ ઉચ્ચ વેલ્ડીંગ વર્તમાન 7. સામાન્ય સીમ
અમે ભલામણ કરીએ છીએ કે તમે કેટલીક પ્રાયોગિક કુશળતા મેળવવા માટે થોડા પરીક્ષણ વેલ્ડ્સ કરો.
વેલ્ડીંગ મશીન બંધ કરવું. થર્મલ રક્ષણ
તમારું વેલ્ડીંગ મશીન મશીનના ઈલેક્ટ્રોનિક ભાગોને વધુ ગરમ થવાથી રોકવા માટે થર્મલ પ્રોટેક્શનથી સજ્જ છે. જો તાપમાન ઓળંગાઈ જાય, તો થર્મલ સ્વીચ ઉપકરણને બંધ કરશે. થર્મલ પ્રોટેક્શનની કામગીરી સૂચકની ગ્લો દ્વારા સૂચવવામાં આવે છે.
ધ્યાન આપો! જ્યારે તાપમાન સામાન્ય ઓપરેટિંગ તાપમાન પર પાછું આવે છે, વોલ્યુમtage ઇલેક્ટ્રોડને આપમેળે સપ્લાય કરવામાં આવશે. આ સમય દરમિયાન ઉત્પાદનને અડ્યા વિના છોડશો નહીં, પરંતુ ઇલેક્ટ્રોડ ધારકને જમીન પર અથવા વેલ્ડિંગ કરવાના ભાગો પર પડેલા છે.
અમે ભલામણ કરીએ છીએ કે તમે આ સમય દરમિયાન સ્વીચ સાથે ઉપકરણને બંધ કરો.
ઓપરેશન દરમિયાન ઉત્પાદનનું ગરમ થવું સામાન્ય છે.
ધ્યાન આપો! વેલ્ડીંગ મશીન (ખાસ કરીને થર્મલ સ્વીચના વારંવાર ટ્રીપીંગ સાથે) ના ભંગાણ અથવા અકાળ નિષ્ફળતાને ટાળવા માટે, કામ કરવાનું ચાલુ રાખતા પહેલા, થર્મલ પ્રોટેક્શનના ટ્રીપિંગનું કારણ શોધો. આ કરવા માટે, ઉપકરણને મેઇન્સથી ડિસ્કનેક્ટ કરો અને આ માર્ગદર્શિકાના "સંભવિત ખામી અને તેમને દૂર કરવાની પદ્ધતિઓ" વિભાગનો સંદર્ભ લો.
સંભવિત ખામીઓ અને તેમને દૂર કરવાની પદ્ધતિઓ
ઉત્પાદનની સારી સ્થિતિનું નિરીક્ષણ કરો. શંકાસ્પદ ગંધ, ધુમાડો, અગ્નિ, તણખા દેખાય તેવા કિસ્સામાં, ઉપકરણને બંધ કરો, તેને મેઇન્સથી અલગ કરો અને વિશિષ્ટ સેવા કેન્દ્રનો સંપર્ક કરો.
જો તમને ઉત્પાદનની કામગીરીમાં કંઈક અસાધારણ જણાય, તો તરત જ તેનો ઉપયોગ કરવાનું બંધ કરો. ઉત્પાદનની તકનીકી જટિલતાને લીધે, મર્યાદા સ્થિતિ માપદંડ વપરાશકર્તા દ્વારા સ્વતંત્ર રીતે નક્કી કરી શકાતો નથી.
દેખીતી અથવા શંકાસ્પદ ખામીના કિસ્સામાં, "સંભવિત દૂષિત કાર્યો અને તેમના દૂર કરવાની પદ્ધતિઓ" વિભાગનો સંદર્ભ લો. જો સૂચિમાં કોઈ ખામી નથી અથવા.
જો તમે તેને ઠીક કરી શકતા નથી, તો વિશિષ્ટ સેવા કેન્દ્રનો સંપર્ક કરો.
અન્ય તમામ કાર્ય (સમારકામ સહિત) માત્ર સેવા કેન્દ્રોના નિષ્ણાતો દ્વારા જ હાથ ધરવામાં આવવું જોઈએ.
| સમસ્યા | સંભવિત કારણ | ઉકેલ | |
|
1 |
સૂચક થર્મલ પ્રોટેક્શન પર છે |
ભાગtage ખૂબ ઊંચી | પાવર સ્ત્રોત બંધ કરો; મુખ્ય ખોરાક તપાસો; મશીન ફરી ચાલુ કરો જ્યારે વોલtage સામાન્ય છે. |
| ભાગtage ખૂબ ઓછું | |||
| નબળો હવા પ્રવાહ | હવાના પ્રવાહમાં સુધારો | ||
| ઉપકરણના થર્મલ સંરક્ષણને ટ્રિગર કરવામાં આવ્યું છે | ઉપકરણને ઠંડુ થવા દો | ||
|
2 |
કોઈ વાયર ફીડ નથી |
ઓછામાં ઓછા વાયર ફીડ નોબ | એડજસ્ટ કરો |
| વર્તમાન ટીપ ચોંટતા | ટીપ બદલો | ||
| ફીડ રોલોરો વાયર વ્યાસ સાથે મેળ ખાતા નથી | જમણા રોલર પર મૂકો | ||
|
3 |
પંખો કામ કરતો નથી અથવા ધીમે ધીમે ફરે છે | પાવર બટન કામ કરતું નથી | કૃપા કરીને સેવા કેન્દ્રનો સંપર્ક કરો |
| પંખો તૂટી ગયો છે | |||
| નબળું ચાહક કનેક્શન | કનેક્શન તપાસો | ||
|
4 |
અસ્થિર ચાપ, મોટા સ્પેટર |
નબળા ભાગ સંપર્ક | સંપર્કમાં સુધારો |
| નેટવર્ક કેબલ ખૂબ પાતળી છે, પાવર ખોવાઈ ગયો છે | નેટવર્ક કેબલ બદલો | ||
| ઇનપુટ વોલ્યુમtage ખૂબ ઓછું | ઇનપુટ વોલ્યુમ વધારોtage રેગ્યુલેટર સાથે | ||
| બર્નરના ભાગો ઘસાઈ ગયા | બર્નર ભાગો બદલો | ||
| 5 | ચાપ હડતાલ નથી | તૂટેલી વેલ્ડીંગ કેબલ | કેબલ તપાસો |
| ભાગ ગંદા છે, રંગમાં છે, કાટમાં છે | ભાગ સાફ કરો | ||
|
6 |
કોઈ રક્ષણાત્મક ગેસ નથી |
બર્નર યોગ્ય રીતે જોડાયેલ નથી | બર્નરને યોગ્ય રીતે કનેક્ટ કરો |
| ગેસની નળી કિંક અથવા નુકસાન | ગેસ નળી તપાસો | ||
| નળી જોડાણો છૂટક છે | નળી જોડાણો તપાસો | ||
| 7 | અન્ય | કૃપા કરીને સેવા કેન્દ્રનો સંપર્ક કરો |
ગ્રાફિક પ્રતીકો અને તકનીકી ડેટા
| U0…….વી | આ પ્રતીક ગૌણ નો-લોડ વોલ્યુમ દર્શાવે છેtage (વોલ્ટમાં). |
| X | આ પ્રતીક રેટ કરેલ ફરજ ચક્ર દર્શાવે છે. |
| I2……A | આ પ્રતીક માં વેલ્ડીંગ વર્તમાન દર્શાવે છે AMPS. |
| U2……વી | આ પ્રતીક વેલ્ડીંગ વોલ્યુમ દર્શાવે છેtage VOLTS માં. |
| U1 | આ પ્રતીક રેટ કરેલ સપ્લાય વોલ્યુમ દર્શાવે છેtage. |
| I1max…A | આ પ્રતીક વેલ્ડીંગ એકમમાં મહત્તમ શોષાયેલ વર્તમાન દર્શાવે છે AMP. |
| I1eff…A | આ પ્રતીક વેલ્ડીંગ એકમમાં મહત્તમ શોષાયેલ વર્તમાન દર્શાવે છે AMP. |
| IP21S | આ પ્રતીક વેલ્ડીંગ એકમના રક્ષણ વર્ગને દર્શાવે છે. |
| S | આ પ્રતીક દર્શાવે છે કે વેલ્ડીંગ યુનિટ એવા વાતાવરણમાં ઉપયોગ માટે યોગ્ય છે જ્યાં ઇલેક્ટ્રિક આંચકાનું જોખમ વધારે હોય છે. |
 |
આ પ્રતીક બતાવે છે કે ઑપરેશન પહેલાં ઑપરેટિંગ સૂચનાઓ કાળજીપૂર્વક વાંચો. |
| |
આ પ્રતીક દર્શાવે છે કે વેલ્ડીંગ એકમ એક તબક્કાવાર ડીસી વેલ્ડર છે. |
 |
આ પ્રતીક હર્ટ્ઝમાં સપ્લાય પાવર ફેઝ અને લાઇન ફ્રીક્વન્સી દર્શાવે છે. |
જાળવણી અને સેવા
જાળવણી અને સફાઈ
- પાવર પર કોઈપણ કાર્ય હાથ ધરતા પહેલા પ્લગને સોકેટમાંથી ખેંચો
- શુષ્ક અને સ્વચ્છ સંકુચિત હવા દ્વારા નિયમિતપણે ધૂળ દૂર કરો. જો વેલ્ડિંગ મશીન એવા વાતાવરણમાં ચલાવવામાં આવે છે જ્યાં મજબૂત ધુમાડો અને પ્રદૂષિત હવા હોય, તો મશીનને ઓછામાં ઓછી એક વાર સાફ કરવાની જરૂર છે.
- સંકુચિત હવાનું દબાણ વાજબી મર્યાદામાં હોવું જોઈએ જેથી કરીને નાના અને સંવેદનશીલ ઘટકોને નુકસાન ન થાય.
- વેલ્ડિંગ મશીનની આંતરિક સર્કિટ નિયમિતપણે તપાસો અને ખાતરી કરો કે સર્કિટ કનેક્શન યોગ્ય રીતે અને ચુસ્ત રીતે જોડાયેલા છે (ખાસ કરીને પ્લગ-ઇન કનેક્ટર અને ઘટકો). જો સ્કેલ અને રસ્ટ મળી આવે, તો કૃપા કરીને તેને સાફ કરો અને ફરીથી કનેક્ટ કરો
- પાણી અને વરાળને મશીનમાં પ્રવેશતા અટકાવો. જો આવું થાય, તો કૃપા કરીને તેને સૂકવી દો અને ઇન્સ્યુલેશન તપાસો
- જો વેલ્ડીંગ મશીન લાંબા સમય સુધી ઉપયોગમાં લેવાતું નથી, તો તેને પેકિંગ બોક્સમાં મુકવું જોઈએ અને સૂકા અને સ્વચ્છમાં સંગ્રહિત કરવું જોઈએ.
સલામતીના જોખમોને ટાળવા માટે, જો પાવર સપ્લાય કોર્ડ બદલવાની જરૂર હોય, તો આ PIT દ્વારા અથવા PIT પાવર ટૂલ્સના સમારકામ માટે અધિકૃત હોય તેવા વેચાણ પછીના સેવા કેન્દ્ર દ્વારા થવું જોઈએ.
સેવા
- તમારા પાવર ટૂલનું સમારકામ માત્ર લાયકાત ધરાવતા કર્મચારીઓ દ્વારા જ કરાવો અને માત્ર મૂળ રિપ્લેસમેન્ટ પાર્ટ્સથી કરો. આ પાવર ટૂલની સલામતીની ખાતરી કરે છે.
અધિકૃત સેવા કેન્દ્રોની સૂચિ હોઈ શકે છે viewસત્તાવાર પર એડ webલિંક દ્વારા PIT ની સાઇટ: https://pittools.ru/servises/
સંગ્રહ અને પરિવહન
વેલ્ડીંગ મશીનને 0 થી + 40 ° સે તાપમાને અને સાપેક્ષ ભેજ + 80% સુધી કુદરતી વેન્ટિલેશન સાથે બંધ રૂમમાં સંગ્રહિત કરવું જોઈએ. હવામાં એસિડ વરાળ, આલ્કલી અને અન્ય આક્રમક અશુદ્ધિઓની હાજરીને મંજૂરી નથી.
યાંત્રિક નુકસાન, વાતાવરણીય વરસાદથી ઉત્પાદનને સાચવતી વખતે, ઉત્પાદકના પેકેજિંગમાં અથવા તેના વિના કોઈપણ પ્રકારના બંધ પરિવહન દ્વારા ઉત્પાદનોનું પરિવહન કરી શકાય છે.
 કચરાનો નિકાલ કરો
કચરાનો નિકાલ કરો
ક્ષતિગ્રસ્ત પાવર ટૂલ્સ, બેટરીઓ, એસેસરીઝ અને વેસ્ટ પેકેજિંગ મટીરીયલ્સનો પર્યાવરણને અનુકૂળ રીતે રિસાયકલ અને પુનઃઉપયોગ થવો જોઈએ.
સામાન્ય ઘરના કચરામાં પાવર ટૂલ્સ અને એક્યુમ્યુલેટર/બેટરીઓ ફેંકશો નહીં!
ઉત્પાદન સીરીયલ નંબરનું અર્થઘટન સીરીયલ નંબર
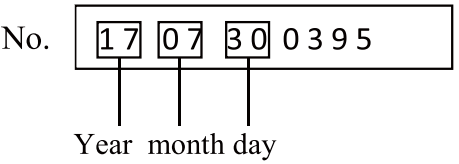
ઉત્પાદન સીરીયલ નંબરના પ્રથમ અને બીજા અંકો ડાબેથી જમણે
ઉત્પાદનનું વર્ષ, ત્રીજા અને ચોથા અંકો ઉત્પાદનનો મહિનો દર્શાવે છે.
પાંચમો અને છઠ્ઠો અંક ઉત્પાદન દિવસ દર્શાવે છે.
વોરંટી સેવાની શરતો
- આ વોરંટી પ્રમાણપત્ર એ એકમાત્ર દસ્તાવેજ છે જે મફત વોરંટી મેળવવાના તમારા અધિકારની પુષ્ટિ કરે છે આ પ્રમાણપત્ર રજૂ કર્યા વિના, કોઈપણ દાવાઓ સ્વીકારવામાં આવતા નથી. નુકસાન અથવા નુકસાનના કિસ્સામાં, વોરંટી પ્રમાણપત્ર પુનઃસ્થાપિત કરવામાં આવતું નથી.
- ઇલેક્ટ્રિક મશીન માટે વોરંટી સમયગાળો વેચાણની તારીખથી 12 મહિનાનો છે, વોરંટી સમયગાળા દરમિયાન સેવા વિભાગ મેન્યુફેક્ચરિંગ ખામીઓને દૂર કરે છે અને ઉત્પાદકની ખામીને લીધે નિષ્ફળ ગયેલા ભાગોને વિના મૂલ્યે બદલી દે છે. વોરંટી સમારકામમાં, સમાન કાર્યક્ષમ ઉત્પાદન પ્રદાન કરવામાં આવતું નથી. બદલી શકાય તેવા ભાગો સેવા પ્રદાતાઓની મિલકત બની જાય છે.
ઈલેક્ટ્રિક મશીનના સંચાલનને કારણે થતા કોઈપણ નુકસાન માટે PIT જવાબદાર નથી.
- નીચેના યોગ્ય રીતે એક્ઝિક્યુટ કરેલા દસ્તાવેજો સાથે માત્ર સ્વચ્છ સાધન: આ વોરંટી પ્રમાણપત્ર, વોરંટી કાર્ડ, જેમાં તમામ ફીલ્ડ્સ ભરવામાં આવ્યા છે, જેમાં સ્ટે.amp વેપાર સંગઠનની અને ખરીદનારની સહી, વોરંટી માટે સ્વીકારવામાં આવશે
- નીચેના કેસોમાં વોરંટી રિપેર કરવામાં આવતી નથી:
- વોરંટી સર્ટિફિકેટ અને વોરંટી કાર્ડની ગેરહાજરીમાં અથવા તેમના ખોટા અમલમાં;
- ઇલેક્ટ્રિક એન્જિનના રોટર અને સ્ટેટર બંનેની નિષ્ફળતા સાથે, વેલ્ડીંગ મશીન ટ્રાન્સફોર્મરના પ્રાથમિક વિન્ડિંગને ચાર્જ કરવું અથવા પીગળવું, ચાર્જિંગ અથવા સ્ટાર્ટિંગ-ચાર્જિંગ ઉપકરણ, આંતરિક ભાગો ઓગળવા સાથે, ઇલેક્ટ્રોનિક સર્કિટ બોર્ડ બળી જાય છે;
- જો વોરંટી પ્રમાણપત્ર અથવા વોરંટી કાર્ડ
આ ઇલેક્ટ્રિક મશીન અથવા સપ્લાયર દ્વારા સ્થાપિત ફોર્મને અનુરૂપ નથી;
- વોરંટી અવધિની સમાપ્તિ પર;
- વોરંટી વર્કશોપની બહાર ઈલેક્ટ્રિક મશીન ખોલવાના કે રિપેર કરવાના પ્રયાસો પર; વોરંટી સમયગાળા દરમિયાન ટૂલના રચનાત્મક ફેરફારો અને લુબ્રિકેશન, પુરાવા મુજબ, ભૂતપૂર્વ માટેample, બિન-રોટેશનલના ફાસ્ટનર્સના સ્પ્લીન ભાગો પરના ક્રિઝ દ્વારા
- ઉત્પાદન અથવા પ્રોફેસ બનાવવા સાથે જોડાયેલા અન્ય હેતુઓ માટે ઇલેક્ટ્રિક ટૂલ્સનો ઉપયોગ કરતી વખતે, તેમજ GOST દ્વારા સ્થાપિત ધોરણો કરતાં વધુ પાવર નેટવર્ક પરિમાણોની અસ્થિરતા સંબંધિત ખામીના કિસ્સામાં;
- અયોગ્ય કામગીરીની ઘટનાઓમાં (ઇલેક્ટ્રિક મશીનનો ઉપયોગ ઇચ્છિત હેતુઓ સિવાય, જોડાણોના ઇલેક્ટ્રિક મશીન સાથે જોડાણો, એસેસરીઝ, ઉત્પાદક દ્વારા પ્રદાન કરવામાં આવતી નથી);
- કેસ, પાવર કોર્ડને યાંત્રિક નુકસાન સાથે અને આક્રમક એજન્ટો અને ઉચ્ચ અને નીચા તાપમાનને કારણે થતા નુકસાનના કિસ્સામાં, ઇલેક્ટ્રિક મશીનના વેન્ટિલેશન ગ્રીડમાં વિદેશી વસ્તુઓના પ્રવેશ, તેમજ નુકસાનના કિસ્સામાં અયોગ્ય સંગ્રહના પરિણામે (ધાતુના ભાગોના કાટ);
- ઇલેક્ટ્રિક મશીનના ભાગો પર કુદરતી ઘસારો અને આંસુ, લાંબા ગાળાની કામગીરીના પરિણામે (ઉલ્લેખિત સરેરાશ જીવનના સંપૂર્ણ અથવા આંશિક અવક્ષયના સંકેતોના આધારે નક્કી કરવામાં આવે છે, મહાન દૂષણ, બહાર અને અંદર કાટની હાજરી ઇલેક્ટ્રિક મશીન, ગિયરબોક્સમાં વેસ્ટ લુબ્રિકન્ટ);
- ઓપરેટિંગમાં ઉલ્લેખિત સિવાયના અન્ય હેતુઓ માટે સાધનનો ઉપયોગ
- સાધનને યાંત્રિક નુકસાન;
- સૂચનામાં ઉલ્લેખિત ઓપરેટિંગ શરતોનું પાલન ન કરવાના કારણે નુકસાનની ઘટનામાં (મેન્યુઅલનું પ્રકરણ "સુરક્ષા સાવચેતીઓ" જુઓ).
- સંગ્રહ અને પરિવહનના નિયમોનું પાલન ન કરવાને કારણે ઉત્પાદનને નુકસાન-
- ટૂલના મજબૂત આંતરિક દૂષણના કિસ્સામાં.
વોરંટી સમયગાળા દરમિયાન ઇલેક્ટ્રિક મશીનોની નિવારક જાળવણી (સફાઈ, ધોવા, લ્યુબ્રિકેશન, એન્થર્સની બદલી, પિસ્ટન અને સીલિંગ રિંગ્સ) એ પેઇડ સેવા છે.
ઉત્પાદનની સેવા જીવન 3 વર્ષ છે. શેલ્ફ લાઇફ 2 વર્ષ છે. ઉત્પાદનની તારીખથી સ્ટોરેજના 2 વર્ષ પછી ઑપરેશન માટે ભલામણ કરવામાં આવતી નથી, જે સાધનના લેબલ પર સીરીયલ નંબરમાં દર્શાવેલ છે, પ્રારંભિક ચકાસણી વિના (જેની વ્યાખ્યા માટે
ઉત્પાદનની તારીખ, વપરાશકર્તાની માર્ગદર્શિકા અગાઉ જુઓ).
સેવા કેન્દ્રમાં ડાયગ્નોસ્ટિક્સ પૂર્ણ થયા પછી માલિકને વોરંટી સેવાની ઉપરોક્ત શરતોના કોઈપણ સંભવિત ઉલ્લંઘન વિશે સૂચિત કરવામાં આવે છે.
ટૂલના માલિક તેની ગેરહાજરીમાં સેવા કેન્દ્રમાં હાથ ધરવામાં આવતી નિદાન પ્રક્રિયાને સોંપે છે.
જ્યારે ગિયરબોક્સમાં વધુ પડતી ગરમી, સ્પાર્કિંગ અથવા અવાજના ચિહ્નો હોય ત્યારે ઇલેક્ટ્રિક મશીન ચલાવશો નહીં. ખામીનું કારણ નક્કી કરવા માટે, ખરીદદારે વોરંટી સેવા કેન્દ્રનો સંપર્ક કરવો જોઈએ.
એન્જિનના કાર્બન બ્રશના મોડેથી રિપ્લેસમેન્ટને કારણે થતી ખામીઓ ખરીદનારના ખર્ચે દૂર કરવામાં આવે છે.
- વોરંટી આવરી લેતી નથી:
- રિપ્લેસમેન્ટ એસેસરીઝ (એસેસરીઝ અને ઘટકો), ભૂતપૂર્વ માટેample: બેટરી, ડિસ્ક, બ્લેડ, ડ્રીલ બિટ્સ, બોરર્સ, ચક, સાંકળો, સ્પ્રોકેટ્સ, કોલેટ CLamps, ગાઈડ રેલ્સ, ટેન્શન અને ફાસ્ટનિંગ એલિમેન્ટ્સ, ટ્રિમિંગ ડિવાઇસ હેડ, ગ્રાઇન્ડિંગનો આધાર અને બેલ્ટ સેન્ડર મશીન, હેક્સાગોનલ હેડ્સ, ,
- ઝડપી પહેરવાના ભાગો, ઉદાહરણ તરીકેample: કાર્બન બ્રશ, ડ્રાઇવ બેલ્ટ, સીલ, રક્ષણાત્મક કવર, માર્ગદર્શક રોલર્સ, માર્ગદર્શિકાઓ, રબર સીલ, બેરિંગ્સ, દાંતાવાળા બેલ્ટ અને વ્હીલ્સ, શેન્ક, બ્રેક બેલ્ટ, સ્ટાર્ટર રેચેટ્સ અને દોરડા, પિસ્ટન રિંગ્સ, વોરંટી સમયગાળા દરમિયાન તેમની બદલી ચૂકવેલ સેવા;
- પાવર કોર્ડ, ઇન્સ્યુલેશનને નુકસાનના કિસ્સામાં, પાવર કોર્ડ માલિકની સંમતિ વિના ફરજિયાત રિપ્લેસમેન્ટને આધિન છે (ચૂકવણીની સેવા);
- સાધન કેસ.
આ માર્ગદર્શિકા વિશે વધુ વાંચો અને PDF ડાઉનલોડ કરો:
દસ્તાવેજો / સંસાધનો
 |
PIT PMAG200-C થ્રી ફંક્શન વેલ્ડીંગ મશીન [પીડીએફ] સૂચના માર્ગદર્શિકા PMAG200-C, PMAG200-C ત્રણ કાર્ય વેલ્ડીંગ મશીન, ત્રણ કાર્ય વેલ્ડીંગ મશીન, કાર્ય વેલ્ડીંગ મશીન, વેલ્ડીંગ મશીન, મશીન, MIG-MMA-TIG-200A |