PIT PMAG200-C 三功能焊接機使用說明書

安全注意事項
一般電動工具安全警告 警告 請閱讀所有安全警告和所有說明。

不遵守警告和說明可能會導致觸電、火災和/或嚴重傷害。
保存所有警告和說明以供日後參考。
警告中的術語“電動工具”是指您的主要操作(有線)電動工具或電池供電(無線)電動工具。
工作區安全
- 保持工作區域清潔且光線充足。雜亂或黑暗的區域會引來
- 請勿在易燃液體、氣體或灰塵等爆炸性環境中操作電動工具。 電動工具產生的火花可能點燃灰塵或煙霧。
- 操作電源時讓兒童和旁觀者遠離 分心可能會導致您失去控制。
用電安全
- 電動工具插頭必須與插座匹配。 切勿以任何方式修改插頭。 請勿使用任何帶有接地(接地)電源的適配器插頭 未經改造的插頭和匹配的插座將降低觸電風險。
- 避免身體接觸接地的表面,例如管道、散熱器、爐灶和冰箱。 如果您的身體接地或
- 請勿將電動工具暴露在雨中或潮濕的環境中。 水進入電動工具會增加觸電風險
- 請勿濫用電線。切勿使用電線來攜帶、拉動或拔下電動工具的插頭。將電線遠離熱源、油、鋒利邊緣和移動 損壞或纏繞的電線會增加觸電的風險。
- 在戶外操作電動工具時,請使用適合戶外使用的延長線。 使用適合戶外使用的電源線可降低觸電風險
- 如果在廣告中操作電動工具amp 位置不可避免時,請使用漏電裝置 (RCD) 保護電源。 使用 RCD 可降低觸電風險
人身安全
- 操作電動工具時,請保持警惕,注意自己的行為並運用常識。疲勞時或受到藥物、酒精或 操作電動工具時稍不留神可能會導致嚴重的人身傷害。
- 使用個人防護用品 始終佩戴護目鏡。 在適當條件下使用防塵面具、防滑安全鞋、安全帽或聽力保護裝置等防護設備將減少人身傷害。
- 防止意外啟動。在連接電源和/或電池組、拿起或攜帶本產品前,請確保開關處於關閉位置。 將手指放在開關上攜帶電動工具或為打開開關的電動工具通電會引發事故。
- 轉動電動工具前取下任何調整鍵或扳手 如果扳手或鑰匙留在電動工具的旋轉部件上,可能會導致人身傷害。
- 不要過度。始終保持適當的立足點和平衡。 這樣可以在意外情況下更好地控制電動工具
- 著裝 不要穿寬鬆的衣服或佩戴首飾。 使您的頭髮、衣服和手套遠離運動部件。 寬鬆的衣服、珠寶或長髮可能會被活動部件夾住。
- 如果提供了連接除塵和收集設施的設備,請確保這些設備連接並正確使用。 使用集塵器可以減少與粉塵有關的
- 不要因為頻繁使用工具而變得自滿,忽視工具安全原則。 不小心的動作可能會在幾分之一秒內造成嚴重傷害。
電動工具的使用與保養
- 請勿強行使用電動工具。使用適合您應用的正確電動工具。 正確的電動工具將以原有的速度更好、更安全地完成工作
- 如果開關無法開啟和關閉,請勿使用電動工具。 任何不能用開關控制的電動工具都是
危險,必須修理。
- 在進行任何調整、更換配件或存放電動工具之前,請先斷開電源插頭和/或電動工具的電池組。 此類預防性安全措施可降低啟動電動工具的風險
- 將閒置的電動工具存放在兒童接觸不到的地方,並且不允許不熟悉電動工具或這些說明的人員操作電動工具。 電動工具在未經培訓的人手中很危險
- 保持動力 檢查運動部件是否錯置或卡住,部件是否破損,以及任何其他可能影響電動工具運作的情況。如果有損壞,請在使用前修復電動工具。 許多事故是由電動工具維護不當引起的。
- 保持切割工具鋒利和 正確維護的具有鋒利切割刃的切割工具不太可能粘連並且更容易控制。
- 請按照本說明使用電動工具、配件和刀頭等,並考慮工作條件和要做的工作 將電動工具用於非指定操作可能會導致危險情況。
- 保持手柄和抓握表面乾燥、清潔、無油和油脂。 光滑的手柄和抓握表面不允許在意外情況下安全處理和控制工具
服務
- 請合格的維修人員使用相同的替換零件來維修您的電動工具。 這將確保電動工具的安全主要-
電焊機安全須知
- 請務必確保逆變器所連接的電源插座已接地。
- 請勿用身體的裸露部位、濕手套或
- 在確認與地面和工件絕緣之前,請勿開始工作。
- 確保你處於安全的地方
- 不要吸入焊接煙霧,它們有害健康。
- 工作場所必須提供足夠的通風,或使用特殊的罩子來去除焊接過程中產生的氣體。
- 使用合適的面罩、濾光器和防護衣來保護您的眼睛和身體。 衣服應全部扣好,以免火花和飛濺物落在身上。
- 準備合適的面罩或窗簾以保護 view呃。 為了保護其他人免受電弧輻射和熱金屬的傷害,必須用防火圍欄圍起工作區域。
- 必須保護工作區域內的所有牆壁和地板,避免火花和熱金屬,以免發生陰燃和火災。
- 將易燃材料(木材,紙張,抹布)遠離工作場所。
- 焊接時,必須為工作場所提供滅火
- 這是被禁止的:
- 使用半自動焊接機進行焊接amp 房間或雨中;
- 使用絕緣層損壞或連接不良的電纜;
- 對盛裝液態或氣態危險物質的容器、箱體或管道進行焊接工作;
- 進行壓力容器的焊接工作;
- 沾有油、油脂、汽油和其他易燃物質的工作服
- 使用耳機或其他耳部保護裝置
- 警告旁觀者噪音有害聽力。
- 如果在安裝和操作過程中出現問題,請按照本使用說明書進行
- 若您無法完全理解本手冊或無法透過本手冊解決問題,您應聯絡供應商或服務中心,尋求專業的
- 機器必須在乾燥條件下操作,濕度不超過 90%。
- 環境溫度應在-10至40度之間
- 避免在陽光下或水下進行焊接 液滴. 不要讓水進入機器內部。
- 避免在灰塵或腐蝕性氣體中焊接
- 避免在強氣流中氣焊
- 安裝了心臟起搏器的工人在工作前應諮詢醫生 因為電磁場會幹擾起搏器的正常運作。
 產品描述和規格
產品描述和規格
閱讀所有安全警告和所有說明。
不遵守警告和說明可能會導致觸電、火災和/或嚴重傷害。
預期用途
半自動逆變直流焊機(以下簡稱產品)設計用於採用 MIG/MAG 方法(在保護氣體中使用焊條絲進行焊接)和 MMA(使用熔斷覆蓋焊條的手工電弧焊)進行焊接。本產品可用於焊接多種類型的金屬。
產品特點
所示組件的編號參考了圖形頁面上電動工具的表示。
- 極性反轉電纜
- 焊槍連接插座
- 電源連接器“+”
- 電源連接器“-”
- 扇子
- 電源按鈕
- 保護氣體連接
- 電源線入口
技術數據\
| 模型 | PMAG200-C |
| 3BUFE WPMUBHF | 190-250V~ /50赫茲 |
| 3BUFE QPXFS | 5800瓦 |
| 輸出電流範圍 | 10-200安 |
| 焊絲直徑(MIG) | Ø0-8毫米 |
| 焊條直徑(MMA) | Ø 1.6-4.0 公釐 (1/16 吋 - 5/32 吋) |
| 電極直徑(TIG) | Ø 1.2/1.6/ 2.0 毫米 |
| 佔空比(直流) | 25˫60% |
| 重量 | 13公斤 |
交貨內容
| 自動焊接機 | 1個 |
| 帶電極支架的電纜 | 1個 |
| 有接地端子的電纜 | 1個 |
| 手電筒電纜 | 1個 |
| 焊接防護罩 | 1個 |
| 錘刷 | 1個 |
| 使用說明書 | 1個 |
| 筆記 |
說明書的文字和數字可能包含技術錯誤和印刷錯誤。
由於產品不斷改進,PIT 保留對此處指定的規格和產品規格進行更改的權利,恕不另行通知。
工作準備
將機器放置在平坦的表面上。工作場所必須通風良好,焊接機不得暴露在灰塵、污垢、濕氣和活性蒸氣中。為了確保充分通風,設備與其他物體之間的距離必須至少為 50 公分。
注意力! 為避免觸電,請僅使用具有保護接地導體和接地插座的電源。若插頭無法插入插座,請勿改裝。相反,必須由合格的電工安裝合適的插座。
確保工作準備的安全
在打開產品之前,請將開關置於「0」的位置,並將電流調節器置於最左邊的位置。
工作準備:
- 準備好需要焊接的部件;
- 確保工作場所充分通風;
- 確保空氣中沒有溶劑蒸氣、易燃、易爆及含氯物質;
- 檢查產品的所有連接;必須正確且安全地進行;
- 檢查焊接電纜,若損壞則必須更換;
- 電源必須配備保護裝置
如果遇到無法解決的問題,請聯絡服務中心。
控制和指示器

- 氣檢功能:檢查氣源是否接上機器,焊槍是否有氣出
2.2T功能指示器:2T功能表示按下槍開關工作,鬆開槍開關停止工作
3.2T/4T功能切換鈕:2T/4T選擇功能按鈕
4.4T功能指示燈:4T功能表示按下噴槍開關工作,鬆開噴槍開關仍工作,再次按下噴槍開關繼續工作,鬆開噴槍開關停止工作
- 統一調整(自動)/局部(手動)調整模式切換按鈕
- 統一調整(自動)/局部(手動)調整模式指示燈:在局部調整模式下,此指示燈亮起。統一調整是指焊接電流和焊接體積tag焊接電流和焊接電壓的單獨調節(手動調節,供專業使用)
- 目前的監管
- 氣體預吹模式指示燈:先接通氣體,然後
- VRD狀態指示燈:防震模式,指示燈亮時,為防震模式,輸出電壓tage 低於安全音量tage.
- 吹氣模式指示燈:停止焊接後繼續吹氣冷卻槍頭
- VRD狀態啟動/取消按鈕:防震功能啟動/停用
- 氣體前吹/反吹模式切換按鈕:氣體前吹、反吹功能選擇
- 二氧化碳氣體指示燈,採用8mm焊絲
- TIG 功能指示器
- 混合氣指示燈,搭配8mm焊絲
- 卷tage 調整:焊接音量tage調整(部分調整模式下有效)
- MMA功能指示燈:燈亮,焊接機工作於手工焊接(MMA)模式
- 藥芯焊絲 0 指示器
- MMA、MIG、TIG功能切換鈕
- 8 藥芯焊絲指示燈
- 導線偵測功能:檢查焊絲是否與機器連接良好,焊槍無法脫出導線
- 電壓表
- 開機指示燈
- 熱保護指示燈
- 電錶
焊接機連接圖
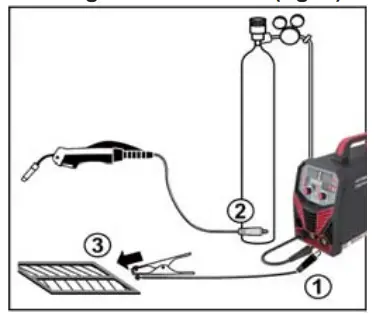
實心焊絲焊接(圖 1)
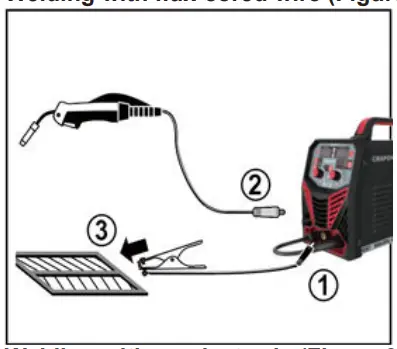
藥芯焊絲焊接(圖2)
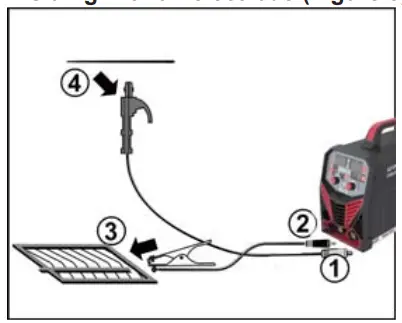
用電極焊接(圖3)
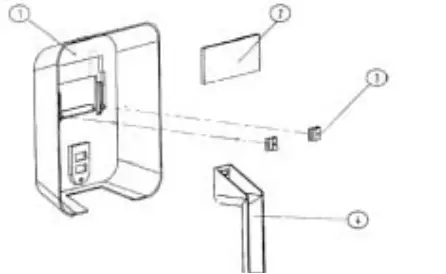
組裝焊接防護罩
準備 MIG/MAG 焊接 使用按鈕 15 選擇所需的焊接類型。
VRD功能負責降低開路電壓tag電源電壓為 12-24 伏特,對人體安全,即電壓tag當機器開啟但沒有進行焊接時,e 會下降。一旦焊接過程開始,VRD 就會恢復工作電壓tage 參數。
VRD 選項在以下情況下適用:設備在空氣濕度較高的條件下運作;對設施安全要求高;在小區域內使用焊接設備。
燒錄機
MIG/MAG焊槍由底座、連接電纜和手柄組成。底座連接焊槍和送絲機。連接電纜:
空心電纜的中心放置有尼龍覆蓋的襯管。通道的內部用於送絲。管道和空心電纜之間的自由空間用於供給保護氣體,而空心電纜本身用於供給電流。
注意力!在組裝、拆卸燃燒器或更換零件之前,請斷開電源。
線圈安裝
根據焊接工藝要求選擇所需焊絲。焊絲直徑必須與驅動輥、焊絲導管和接觸頭相符。打開機器的側蓋,插入線軸。旋出捲軸座調整螺絲,將線軸放在捲軸座上,並用相同的螺絲固定。焊絲末端應位於滾筒下方,與送絲機相對。使用調整螺絲來調整線軸的保持力。線圈應能自由旋轉,但運作過程中不應形成線圈。如果形成鉸鏈,請進一步鎖緊調整螺絲。如果閥芯不
擰動,鬆開螺絲。
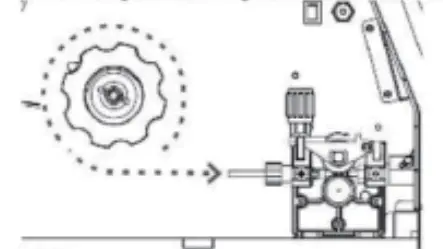
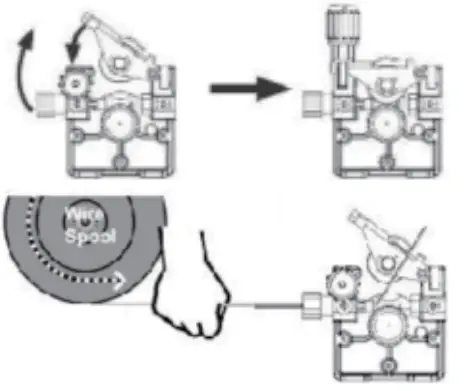
將導線插入導線套管
鬆開並朝您的方向降低調節器。升起壓帶輪;
剪掉導線彎曲的末端並將導線穿入送料器的導線導管中,並將其對準驅動滾筒的通道。確保滾輪的內孔與電線的直徑相符;
將焊絲放入焊槍連接器孔中,鬆開壓緊輪,並將調節器返回垂直位置。
調整壓帶輪的壓力。
- 採用鋼絲焊接時,必須利用驅動滾筒的V型槽;
- 使用藥芯焊絲時必須使用驅動輥的齒槽(是否使用取決於設備的型號和配備)。
- 使用鋁線時,必須使用驅動輥的U型槽(可用性取決於機器的型號和設備)。
將焊絲送入焊接臂
旋下焊槍上的焊接頭。
若要將焊絲送入焊槍套管,請透過切換開關 6 暫時開啟電源,然後按下按鈕 16(焊絲送入),直到焊絲填滿焊接套管的通道並離開焊槍。斷開電源。筆記!為了使導線能夠自由通過
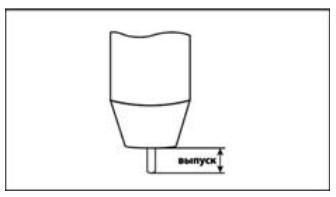
電纜,沿其整個長度將其拉直。送絲時,應確保其在驅動輥通道中自由移動,並且送絲速度均勻。如果進給速度不均勻,請調整壓輪的壓力。匹配並旋入與線徑相符的接觸頭並安裝噴嘴。
半自動焊接模式 本機器可使用兩種焊絲:保護氣環境中的實心銅包焊絲和自保護藥芯焊絲,在這種情況下不需要氣瓶。
不同類型的填充焊絲需要不同的接線圖。
採用實心鍍銅焊絲的氣焊(GAS):
- 將位於裝置前面板底部的連接器的短電纜連接到前面板上的左側連接器(“+”端子)。
- 將接地端子固定在待焊接的工件上,將電纜另一端的連接器連接到前面板上的右側連接器(“-”端子)。
- 根據被加工的線材直徑檢查送料輪上的標記
- 將線軸插入槽內。
- 將捲軸折回,將焊絲送入焊槍amp 並將導線通過凹槽插入通道
- 關閉輥筒amp 稍微擰緊 clamping 螺絲。
- 確保槍頭孔徑與導線匹配
- 打開機器並按下焊槍上的扳機,讓電線運作直到離開尖端。
- 將瓦斯調節器的軟管連接至設備背面的接頭。
- 打開保護氣瓶上的閥門,按下焊槍起動裝置,用避震器調節氣體流量(通常氣體流量設定如下:氣體流量(公升/分鐘)= 焊絲直徑(毫米)x
- 使用設定所需的焊接模式
- 開始
採用自保護藥芯焊絲進行無氣(NO GAS)焊接:
- 將位於裝置前面板底部帶有連接器的短電纜連接到前面板上的右側連接器(“-”端子)。
- 將接地端子固定在待焊接的工件上,將電纜另一端的連接器連接到前面板上的左側連接器(「+」端子)。
- 根據被加工的線材直徑檢查送料輪上的標記
- 將線軸插入槽內。
- 將捲軸折回,將焊絲送入焊槍amp 並將導線通過凹槽插入通道
- 關閉輥筒amp 稍微擰緊 clamping 螺絲。
- 確保槍頭孔徑與導線匹配
- 打開機器並按下焊槍上的扳機,讓電線運作直到離開尖端。
- 使用設定所需的焊接模式
焊接工藝
根據要焊接材料的厚度和所用焊條絲的直徑設定焊接電流。送絲速度自動與焊接電流同步。將焊槍移至工件附近,使焊絲不接觸工件,但與工件保持幾毫米的距離。按下焊槍按鈕點燃電弧並開始焊接。按下該鍵可確保電極絲的送入和減速器設定的保護氣體的流量。
電弧的長度和電極的移動速度會影響焊接的形狀。
可更換極性操作 首先,焊槍的電源觸點與極性反轉模組上的“+”相連。這是反極性。它用於將薄鋼板與不銹鋼、合金鋼和高碳鋼焊接在一起,這些材料對過熱非常敏感。
在直接極性焊接過程中,大部分熱量集中在產品本身上,這導致焊縫根部加深。要將極性從反向更改為正向,需要將模組上電源線的輸出從“+”切換到“-”。在這種情況下,將電纜與接地線連接amp 將電源線接線片插入前面板上的「+」端子,即可連接工件。
對於使用藥芯焊絲進行無保護氣焊接,採用直接極性。在
在這種情況下,更多的熱量傳遞給產品,而焊絲和焊槍通道的受熱較少。
焊接結束時:
- 將焊槍噴嘴從焊接處移開,中斷焊接電弧;
- 鬆開焊槍板機,停止送絲和送氣;
- 關閉汽缸減速器的供氣閥,切斷氣源;
- 將開關移至「關閉」位置 – 關閉
手工電弧焊方式(mma)
- 將電極支架連接到設備的“-”端子,將接地線連接到“+”
設備端子(直接極性),反之亦然,如果焊接條件和/或電極品牌有要求:
在手工電弧焊接中,有兩種類型的連接:直接極性和反向。連接“直接”極性:電極 - “負極”,焊接部分 - “正極”。這種連接和直極性電流適用於切割金屬和焊接需要大量熱量來加熱的大厚度材料。
“反”極性(電極 - “正”,部分
- 焊接小厚度和薄壁部件時使用(英語:負極)(“minus”)事實是,在電弧的負極(陰極)處,溫度總是低於正極(陽極),因此電極熔化得更快,部件的加熱會降低 - 並且燒壞的危險也會降低。
- 將模式開關設為 MMA
- 根據焊條型號、直徑設定焊接電流,開始
- 焊接電流由電流調節器調節,工作時電流的實際值在電流表上顯示
- 電弧的激發是透過將電極末端短暫接觸產品並將其拉回至所需的距離來完成的。
- 透過背對背接觸電極並將其拉起;
- 透過將電極末端像火柴一樣敲擊在電極表面
注意力! 試圖點燃電弧時,請勿將電極敲擊在工作表面上,因為這可能會損壞電極並進一步使電弧的點燃變得複雜。
- 一旦電弧產生,電極必須與工件保持與電極直徑相對應的距離。為了獲得均勻的接縫,也需要盡可能保持該距離不變。還應記住,電極軸的傾斜度應約為 20-30 度,以便更好地視覺控制焊接引導。
- 完成焊接時,將電極向後拉一點,以填滿焊接坑,然後迅速向上抬起,直到電弧
焊接參數表(僅供參考)
| 金屬厚度,mm | 建議線徑,mm | ||||||
| 實心線 | 焊劑焊絲 | ||||||
| 0,6 | 0,8 | 0,9 | 1,0 | 0,8 | 0,9 | 1,2 | |
| 0,6 | + | ||||||
| 0,75 | + | + | + | ||||
| 0,9 | + | + | + | + | |||
| 1,0 | + | + | + | + | + | ||
| 1,2 | + | + | + | + | + | ||
| 1,9 | + | + | + | + | + | + | |
| 3,0 | + | + | + | + | + | ||
| 5,0 | + | + | + | + | |||
| 6,0 | + | + | + | ||||
| 8,0 | + | + | |||||
| 10,0 | + | + | |||||
| 12,0 | + | + | |||||
| 為了高品質焊接厚度為 5 毫米或以上的金屬,必須在零件連接處對端部邊緣進行倒角或分多次焊接。 | |||||||
MIG、MAG 焊接的氣流設置
MMA焊接電流強度及電極直徑參數
| 電極直徑,mm | 焊接電流,A
最小值 最大值 |
|
| 1,6 | 20 | 50 |
| 2,0 | 40 | 80 |
| 2,5 | 60 | 110 |
| 3,2 | 80 | 160 |
| 4,0 | 120 | 200 |
焊縫特徵
取決於 amp電極的直徑和速度,可以得到以下結果:

1.電極移動速度太慢
2. 非常短的電弧
3.焊接電流太低 4.電極移動太快 5.電弧太長
6.焊接電流非常大 7.焊縫正常
我們建議您進行一些測試焊接以獲得一些實用技能。
關閉焊接機。熱保護
您的焊接機配有熱保護裝置,以防止機器的電子零件過熱。如果溫度超過該值,熱開關將關閉設備。指示燈亮起表示熱保護裝置已運作。
注意力! 當溫度恢復到正常工作溫度時,voltage 將自動供給至電極。在此期間,請勿讓產品無人看管,而應將電極支架放在地面上或要焊接的部件上。
我們建議您在此期間使用開關關閉設備。
產品在運作過程中發熱屬於正常現象。
注意力! 為了避免焊接機發生故障或過早損壞(尤其是熱保護開關經常跳脫),在繼續工作之前,必須找出熱保護跳閘的原因。為此,請中斷設備與電源的連接,並參閱本手冊的「可能的故障及其消除方法」部分。
可能發生的故障及其排除方法
監控產品的良好狀況。如果出現可疑氣味、煙霧、火災或火花,請關閉設備、斷開電源並聯絡專業服務中心。
如果發現產品運作有異常,請立即停止使用。由於產品的技術複雜性,極限狀態標準無法由使用者自主決定。
如果出現明顯或懷疑故障,請參閱「可能的故障及其排除方法」部分。如果清單中沒有故障或。
如果無法修復,請聯絡專業服務中心。
所有其他工作(包括修理)都只能由服務中心的專業人員進行。
| 問題 | 可能的原因 | 解決方案 | |
|
1 |
指示燈處於熱保護狀態 |
卷tag太高了 | 關掉電源;檢查主食;當音量tage 是正常的。 |
| 卷tage 太低 | |||
| 空氣流通不良 | 改善空氣流通 | ||
| 設備熱保護已觸發 | 讓設備冷卻下來 | ||
|
2 |
無送絲 |
送絲旋鈕最小 | 調整 |
| 黏著電流尖端 | 更換吸頭 | ||
| 送料輥與線材直徑不匹配 | 穿上正確的滾輪 | ||
|
3 |
風扇不轉或轉動緩慢 | 電源按鈕不起作用 | 請聯絡服務中心 |
| 風扇壞了 | |||
| 風扇連接不良 | 檢查連接 | ||
|
4 |
電弧不穩定,飛濺大 |
零件接觸不良 | 改善聯繫 |
| 網路線太細,斷電 | 更換網路線 | ||
| 輸入音量tage 太低 | 增加輸入音量tag帶調節器 | ||
| 燃燒器零件磨損 | 更換燃燒器部件 | ||
| 5 | 電弧未擊穿 | 焊接電纜斷裂 | 檢查電纜 |
| 零件很髒、有油漆、有鏽跡 | 清潔零件 | ||
|
6 |
無保護氣體 |
燃燒器連接不正確 | 正確連接燃燒器 |
| 氣管扭結或損壞 | 檢查氣管 | ||
| 軟管連接鬆動 | 檢查軟管連接 | ||
| 7 | 其他 | 請聯絡服務中心 |
圖形符號和技術數據
| 電壓 | 此符號表示二次空載容量tage(單位:伏特)。 |
| X | 此符號顯示額定佔空比。 |
| I2……A | 此符號顯示焊接電流 AMPS. |
| U2……V | 此符號表示焊接量tage 單位為伏特。 |
| U1 | 此符號表示額定供電量tage. |
| I1最大…A | 此符號表示焊接裝置的最大吸收電流 AMP. |
| 我1eff…A | 此符號表示焊接裝置的最大吸收電流 AMP. |
| IP21S | 此符號顯示焊接裝置的防護等級。 |
| S | 此符號表示該焊接設備適合在存在高電擊風險的環境中使用。 |
 |
此符號表示操作前請仔細閱讀操作說明。 |
| |
此符號表示焊接裝置是單相直流焊接機。 |
 |
此符號顯示電源相位和線路頻率(以赫茲為單位)。 |
維護與服務
維護和清潔
- 在對電源進行任何操作之前,請將插頭從插座中拔出
- 定期用乾燥、潔淨的壓縮空氣清除灰塵。 如果在有濃煙和污染空氣的環境中操作焊接機,則焊接機需要至少每月清潔一次。
- 壓縮空氣的壓力必須在合理的範圍內,以防止損壞
- 定期檢查焊接機內部電路,確保電路連接正確、緊固(特別是插件及元件)。 如果發現水垢、鏽跡,請清理乾淨,再重新連接
- 防止水和蒸氣進入機器。如果發生這種情況,請吹乾並檢查絕緣
- 如果長期不使用焊接機,必須將其放入包裝箱並存放在乾燥、潔淨的
為了避免安全隱患,如果需要更換電源線,必須由 PIT 或授權維修 PIT 電動工具的售後服務中心進行。
服務
- 只能由合格人員使用原廠替換零件來維修您的電動工具。這確保了電動工具的安全。
授權服務中心名單可以是 view正式版 webPIT 網站鏈接:https://pittools.ru/servises/
儲存及運輸
焊接機應存放在封閉的房間內,自然通風,溫度為0至+ 40°С,相對濕度最高為+ 80%。空氣中不允許存在酸性蒸氣、鹼性氣體和其他腐蝕性雜質。
產品可以透過任何類型的封閉運輸方式進行運輸,無論是否使用製造商的包裝,都可以,同時保護產品免受機械損壞和大氣降水的影響。
 處理廢棄物
處理廢棄物
損壞的電動工具、電池、配件和廢棄包裝材料必須以環保的方式回收再利用。
請勿將電動工具和蓄電池/電池扔進一般生活垃圾中!
產品序號解釋 序號
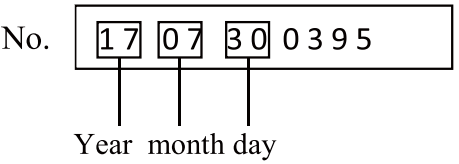
產品序號的第一位和第二位數字從左到右
生產年份,第三和第四位數字表示生產月份。
第五和第六位數字表示生產日期。
保修服務條款
- 本保固證書是確認您享有免費保固權利的唯一文件,若出示此證書,則不接受任何索賠。如有遺失或損壞,保固證書將不予恢復。
- 馬達的保固期為自銷售之日起 12 個月,保固期內服務部門將免費消除製造缺陷並更換因製造商的過失而故障的零件。在保固範圍內的維修不提供等效的可操作產品。可更換零件成為服務提供者的財產。
PIT 不對電機運行可能造成的任何損壞負責。
- 僅限清潔的工具,並附有以下正式簽署的文件:本保固證書、保固卡,所有欄位均已填寫,並附有amp 貿易組織的聲明和買方的簽名,應被視為保固條款
- 下列情況不屬於保固範圍:
- 無保修證書和保修卡或錯誤執行的;
- 電動機轉子和定子均發生故障,焊接機變壓器、充電或起動充電裝置初級繞組燒焦或熔化,內部零件熔化,電路板燒毀;
- 如果有保固證書或保固卡
與該電機或供應商規定的形式不符;
- 保固期滿後;
- 嘗試在保固車間外打開或修理馬達;在保固期內對工具進行建設性更改和潤滑,例如ample,透過非旋轉緊固件花鍵部分的摺痕
- 將電動工具用於生產或其他與獲利相關的目的,以及出現與電網參數不穩定相關的故障,超過國家標準規定的標準;
- 在操作不當的情況下(將馬達用於非預期用途,將非製造商提供的配件、配件安裝在馬達上);
- 外殼、電源線發生機械損壞,以及因腐蝕性物質和高低溫造成的損壞,異物進入馬達通風柵,以及因不當儲存造成的損壞(金屬零件腐蝕);
- 由於長期運行,馬達零件自然磨損(根據規定平均壽命全部或部分耗盡、嚴重污染、馬達內部和外部生鏽、變速箱內有廢潤滑劑的跡象確定);
- 使用該工具用於除操作中指定以外的目的
- 工具的機械損壞;
- 因不遵守說明書中規定的操作條件而造成損壞(請參閱手冊的「安全預防措施」章節)。
- 由於不遵守儲存和運輸規則而導致產品損壞
- 如果工具內部受到嚴重污染。
保修期內電機的預防性維護(清潔、清洗、潤滑、更換花藥、活塞和密封環)是一項有償服務。
產品使用壽命為3年。保存期限為2年。自製造日期起存放 2 年後,不建議在未進行初步驗證(用於定義)的情況下使用,該日期在儀器標籤上的序號中註明。
製造日期,請參閱先前的使用手冊)。
服務中心完成診斷後,將通知車主任何可能違反上述保固服務條款的情況。
該工具的所有者委託服務中心在他不在的情況下進行診斷程序。
當變速箱中有過熱、火花或噪音跡象時,請勿操作電機。 為確定故障原因,買家應聯繫保修服務中心。
因發動機碳刷更換較晚引起的故障由買方承擔。
- 保固不包括:
- 更換配件(配件和組件),例如ample:電池、圓盤、刀片、鑽頭、鏜床、卡盤、鏈條、鏈輪、夾頭 clamps、導軌、張緊和緊固元件、修整裝置頭、研磨機和帶式砂光機底座、六角頭、、
- 快速磨損部件,例如amp例如:碳刷、傳動皮帶、密封件、保護罩、導向輥、導軌、橡膠密封件、軸承、齒帶和輪、柄、煞車帶、起動棘輪和繩索、活塞環,在保固期內更換為有償服務;
- 電源線,如果絕緣層損壞,電源線可能會被強制更換,無需徵得所有者的同意(付費服務);
- 工具箱。
閱讀更多關於本手冊的資訊並下載 PDF:
文件/資源
 |
PIT PMAG200-C 三功能焊接機 [pdf] 使用說明書 PMAG200-C,PMAG200-C 三功能焊接機,三功能焊接機,功能焊接機,焊接機,機器,MIG-MMA-TIG-200A |