PIT PMAG200-C ത്രീ ഫംഗ്ഷൻ വെൽഡിംഗ് മെഷീൻ ഇൻസ്ട്രക്ഷൻ മാനുവൽ

സുരക്ഷാ കുറിപ്പുകൾ
പൊതുവായ പവർ ടൂൾ സുരക്ഷാ മുന്നറിയിപ്പുകൾ മുന്നറിയിപ്പ് എല്ലാ സുരക്ഷാ മുന്നറിയിപ്പുകളും എല്ലാ നിർദ്ദേശങ്ങളും വായിക്കുക.

മുന്നറിയിപ്പുകളും നിർദ്ദേശങ്ങളും പാലിക്കുന്നതിൽ പരാജയപ്പെടുന്നത് വൈദ്യുതാഘാതം, തീപിടുത്തം കൂടാതെ/അല്ലെങ്കിൽ ഗുരുതരമായ പരിക്കിന് കാരണമായേക്കാം.
ഭാവി റഫറൻസിനായി എല്ലാ മുന്നറിയിപ്പുകളും നിർദ്ദേശങ്ങളും സംരക്ഷിക്കുക.
മുന്നറിയിപ്പുകളിലെ “പവർ ടൂൾ” എന്ന പദം നിങ്ങളുടെ പ്രധാന സോപറേറ്റഡ് (കോർഡഡ്) പവർ ടൂൾ അല്ലെങ്കിൽ ബാറ്ററിയിൽ പ്രവർത്തിക്കുന്ന (കോർഡ്ലെസ്സ്) പവർ ടൂളിനെ സൂചിപ്പിക്കുന്നു.
വർക്ക് ഏരിയ സുരക്ഷ
- ജോലിസ്ഥലം വൃത്തിയായും നല്ല വെളിച്ചത്തിലും സൂക്ഷിക്കുക.ക്ലട്ടർ ചെയ്തതോ ഇരുണ്ടതോ ആയ പ്രദേശങ്ങൾ ക്ഷണിക്കുന്നു
- കത്തുന്ന ദ്രാവകങ്ങൾ, വാതകങ്ങൾ അല്ലെങ്കിൽ പൊടി എന്നിവയുടെ സാന്നിധ്യത്തിൽ പോലുള്ള സ്ഫോടനാത്മക വസ്തുക്കളിൽ പവർ ഉപകരണങ്ങൾ പ്രവർത്തിപ്പിക്കരുത്. പവർ ഉപകരണങ്ങൾ തീപ്പൊരികൾ സൃഷ്ടിക്കുന്നു, അത് പൊടിയോ പുകയോ കത്തിച്ചേക്കാം.
- പവർ പ്രവർത്തിപ്പിക്കുമ്പോൾ കുട്ടികളെയും കാഴ്ചക്കാരെയും അകറ്റി നിർത്തുക അശ്രദ്ധകൾ നിങ്ങളുടെ നിയന്ത്രണം നഷ്ടപ്പെടാൻ ഇടയാക്കും.
വൈദ്യുത സുരക്ഷ
- പവർ ടൂൾ പ്ലഗുകൾ outട്ട്ലെറ്റിന് യോജിച്ചതായിരിക്കണം. പ്ലഗ് ഒരിക്കലും ഒരു തരത്തിലും പരിഷ്ക്കരിക്കരുത്. മണ്ണ് (ഗ്രൗണ്ട്ഡ്) പവർ ഉള്ള ഒരു അഡാപ്റ്റർ പ്ലഗുകളും ഉപയോഗിക്കരുത് പരിഷ്ക്കരിക്കാത്ത പ്ലഗുകളും മാച്ചിംഗ് ഔട്ട്ലെറ്റുകളും ഇലക്ട്രിക് ഷോക്ക് സാധ്യത കുറയ്ക്കും.
- പൈപ്പുകൾ, റേഡിയേറ്ററുകൾ, റേഞ്ചുകൾ, റഫ്രിജറേറ്ററുകൾ തുടങ്ങിയ മണ്ണ് പുരണ്ടതോ നിലം പതിച്ചതോ ആയ പ്രതലങ്ങളുമായുള്ള ശരീര സമ്പർക്കം ഒഴിവാക്കുക. നിങ്ങളുടെ ശരീരം മണ്ണിലാണെങ്കിൽ അല്ലെങ്കിൽ വൈദ്യുതാഘാതം ഉണ്ടാകാനുള്ള സാധ്യത കൂടുതലാണ്
- പവർ ടൂളുകൾ മഴയിലോ നനഞ്ഞ അവസ്ഥയിലോ തുറന്നുകാട്ടരുത്. പവർ ടൂളിലേക്ക് വെള്ളം കയറുന്നത് വൈദ്യുത അപകടസാധ്യത വർദ്ധിപ്പിക്കും
- ചരട് ദുരുപയോഗം ചെയ്യരുത്. പവർ ടൂൾ കൊണ്ടുപോകുന്നതിനോ വലിക്കുന്നതിനോ പ്ലഗ് അഴിക്കുന്നതിനോ ഒരിക്കലും ചരട് ഉപയോഗിക്കരുത്. ചൂട്, എണ്ണ, മൂർച്ചയുള്ള അരികുകൾ, ചലനം എന്നിവയിൽ നിന്ന് ചരട് അകറ്റി നിർത്തുക. കേടായതോ കുടുങ്ങിയതോ ആയ ചരടുകൾ വൈദ്യുതാഘാതത്തിനുള്ള സാധ്യത വർദ്ധിപ്പിക്കുന്നു.
- പുറത്ത് ഒരു പവർ ടൂൾ പ്രവർത്തിപ്പിക്കുമ്പോൾ, പുറം ഉപയോഗത്തിന് അനുയോജ്യമായ ഒരു എക്സ്റ്റൻഷൻ കോഡ് ഉപയോഗിക്കുക. ഔട്ട്ഡോർ ഉപയോഗത്തിന് അനുയോജ്യമായ ഒരു ചരട് ഉപയോഗിക്കുന്നത് വൈദ്യുതാഘാത സാധ്യത കുറയ്ക്കുന്നു.
- പരസ്യത്തിൽ ഒരു പവർ ടൂൾ പ്രവർത്തിപ്പിക്കുകയാണെങ്കിൽamp സ്ഥാനം ഒഴിച്ചുകൂടാനാവാത്തതാണ്, ഒരു ശേഷിക്കുന്ന കറൻ്റ് ഉപകരണം (RCD) സംരക്ഷിത വിതരണം ഉപയോഗിക്കുക. ഒരു RCD ഉപയോഗിക്കുന്നത് ഇലക്ട്രിക് അപകടസാധ്യത കുറയ്ക്കുന്നു
വ്യക്തിഗത സുരക്ഷ
- ജാഗ്രത പാലിക്കുക, നിങ്ങൾ ചെയ്യുന്ന കാര്യങ്ങൾ ശ്രദ്ധിക്കുക, പവർ ടൂൾ പ്രവർത്തിപ്പിക്കുമ്പോൾ സാമാന്യബുദ്ധി ഉപയോഗിക്കുക. ക്ഷീണിതനായിരിക്കുമ്പോഴോ മയക്കുമരുന്ന്, മദ്യം അല്ലെങ്കിൽ മറ്റ് ലഹരിവസ്തുക്കളുടെ സ്വാധീനത്തിലായിരിക്കുമ്പോഴോ പവർ ടൂൾ ഉപയോഗിക്കരുത്. പവർ ടൂളുകൾ പ്രവർത്തിപ്പിക്കുമ്പോൾ ഒരു നിമിഷത്തെ അശ്രദ്ധ ഗുരുതരമായ വ്യക്തിപരമായ പരിക്കിന് കാരണമായേക്കാം.
- വ്യക്തിഗത സംരക്ഷണം ഉപയോഗിക്കുക എപ്പോഴും കണ്ണ് സംരക്ഷണം ധരിക്കുക. പൊടിപടലങ്ങൾ വീഴാതിരിക്കാൻ സഹായിക്കുന്ന മാസ്ക്, വഴുതിപ്പോകാത്ത സുരക്ഷാ ഷൂസ്, ഹാർഡ് തൊപ്പി അല്ലെങ്കിൽ കേൾവി സംരക്ഷണം തുടങ്ങിയ സംരക്ഷണ ഉപകരണങ്ങൾ ഉചിതമായ സാഹചര്യങ്ങളിൽ ഉപയോഗിക്കുന്നത് വ്യക്തിപരമായ പരിക്കുകൾ കുറയ്ക്കും.
- മനഃപൂർവമല്ലാത്ത സ്റ്റാർട്ടിംഗ് തടയുക. പവർ സ്രോതസ്സിലേക്കും/അല്ലെങ്കിൽ ബാറ്ററി പായ്ക്കിലേക്കും കണക്റ്റുചെയ്യുന്നതിനുമുമ്പ്, അത് എടുക്കുന്നതിനോ കൊണ്ടുപോകുന്നതിനോ മുമ്പ് സ്വിച്ച് ഓഫ് പൊസിഷനിലാണെന്ന് ഉറപ്പാക്കുക. സ്വിച്ച് ഓണാക്കിയ പവർ ടൂളുകൾ നിങ്ങളുടെ വിരൽ ഉപയോഗിച്ച് കൊണ്ടുപോകുന്നത് അപകടങ്ങൾ ക്ഷണിച്ചുവരുത്തുന്നു.
- പവർ ടൂൾ തിരിക്കുന്നതിന് മുമ്പ് ഏതെങ്കിലും ക്രമീകരിക്കുന്ന കീ അല്ലെങ്കിൽ റെഞ്ച് നീക്കം ചെയ്യുക പവർ ടൂളിന്റെ കറങ്ങുന്ന ഭാഗത്ത് ഘടിപ്പിച്ചിരിക്കുന്ന ഒരു റെഞ്ച് അല്ലെങ്കിൽ താക്കോൽ വ്യക്തിപരമായ പരിക്കിന് കാരണമായേക്കാം.
- അതിരുകടക്കരുത്. എല്ലായ്പ്പോഴും ശരിയായ കാലും ബാലൻസും നിലനിർത്തുക. ഇത് അപ്രതീക്ഷിത സാഹചര്യങ്ങളിൽ പവർ ടൂളിന്റെ മികച്ച നിയന്ത്രണം സാധ്യമാക്കുന്നു.
- വസ്ത്രധാരണം അയഞ്ഞ വസ്ത്രങ്ങളോ ആഭരണങ്ങളോ ധരിക്കരുത്. ചലിക്കുന്ന ഭാഗങ്ങളിൽ നിന്ന് നിങ്ങളുടെ മുടി, വസ്ത്രം, കയ്യുറകൾ എന്നിവ സൂക്ഷിക്കുക. അയഞ്ഞ വസ്ത്രങ്ങൾ, ആഭരണങ്ങൾ അല്ലെങ്കിൽ നീണ്ട മുടി എന്നിവ ചലിക്കുന്ന ഭാഗങ്ങളിൽ പിടിക്കാം.
- പൊടി വേർതിരിച്ചെടുക്കുന്നതിനും ശേഖരിക്കുന്നതിനുമുള്ള സൗകര്യങ്ങൾ ബന്ധിപ്പിക്കുന്നതിന് ഉപകരണങ്ങൾ നൽകിയിട്ടുണ്ടെങ്കിൽ, അവ ബന്ധിപ്പിച്ചിട്ടുണ്ടെന്നും ശരിയായി ഉപയോഗിക്കുന്നുണ്ടെന്നും ഉറപ്പാക്കുക. പൊടി ശേഖരണം ഉപയോഗിക്കുന്നത് പൊടിയുമായി ബന്ധപ്പെട്ടവ കുറയ്ക്കും
- ഉപകരണങ്ങൾ പതിവായി ഉപയോഗിക്കുന്നതിലൂടെ ലഭിക്കുന്ന പരിചയം നിങ്ങളെ അലംഭാവം കാണിക്കാനും ഉപകരണ സുരക്ഷാ തത്വം അവഗണിക്കാനും അനുവദിക്കരുത്. ഒരു അശ്രദ്ധമായ പ്രവർത്തനം ഒരു സെക്കൻ്റിൻ്റെ ഒരു ഭാഗത്തിനുള്ളിൽ ഗുരുതരമായ പരിക്കിന് കാരണമാകും.
പവർ ടൂൾ ഉപയോഗവും പരിചരണവും
- പവർ ടൂൾ നിർബന്ധിക്കരുത്. നിങ്ങളുടെ ആപ്ലിക്കേഷനായി ശരിയായ പവർ ടൂൾ ഉപയോഗിക്കുക. ശരിയായ പവർ ടൂൾ അത് ഉപയോഗിച്ചിരുന്ന വേഗതയിൽ തന്നെ ജോലി കൂടുതൽ മികച്ചതും സുരക്ഷിതവുമായി ചെയ്യും.
- സ്വിച്ച് ഓണാക്കുകയോ ഓഫാക്കുകയോ ചെയ്യുന്നില്ലെങ്കിൽ പവർ ടൂൾ ഉപയോഗിക്കരുത്. സ്വിച്ച് ഉപയോഗിച്ച് നിയന്ത്രിക്കാൻ കഴിയാത്ത ഏതൊരു പവർ ഉപകരണവും
അപകടകരമാണ്, നന്നാക്കണം.
- എന്തെങ്കിലും ക്രമീകരണങ്ങൾ നടത്തുന്നതിനോ, ആക്സസറികൾ മാറ്റുന്നതിനോ, പവർ ഉപകരണങ്ങൾ സൂക്ഷിക്കുന്നതിനോ മുമ്പ് പവർ സ്രോതസ്സിൽ നിന്നുള്ള പ്ലഗും/അല്ലെങ്കിൽ പവർ ടൂളിൽ നിന്നുള്ള ബാറ്ററി പായ്ക്കും വിച്ഛേദിക്കുക. അത്തരം പ്രതിരോധ സുരക്ഷാ നടപടികൾ വൈദ്യുതി ഉപകരണം ആരംഭിക്കുന്നതിനുള്ള അപകടസാധ്യത കുറയ്ക്കുന്നു
- നിഷ്ക്രിയ പവർ ടൂളുകൾ കുട്ടികൾക്ക് ലഭ്യമാകാതെ സൂക്ഷിക്കുക, പവർ ടൂൾ അല്ലെങ്കിൽ ഈ നിർദ്ദേശങ്ങളുമായി പരിചയമില്ലാത്ത വ്യക്തികളെ പവർ ടൂൾ പ്രവർത്തിപ്പിക്കാൻ അനുവദിക്കരുത്. പവർ ടൂളുകൾ പരിശീലനം ലഭിക്കാത്തവരുടെ കൈകളിൽ അപകടകരമാണ്
- പവർ നിലനിർത്തുക ചലിക്കുന്ന ഭാഗങ്ങളുടെ തെറ്റായ അലൈൻമെന്റ് അല്ലെങ്കിൽ ബൈൻഡിംഗ്, ഭാഗങ്ങളുടെ പൊട്ടൽ, പവർ ഉപകരണത്തിന്റെ പ്രവർത്തനത്തെ ബാധിച്ചേക്കാവുന്ന മറ്റേതെങ്കിലും അവസ്ഥ എന്നിവ പരിശോധിക്കുക. കേടായെങ്കിൽ, ഉപയോഗിക്കുന്നതിന് മുമ്പ് പവർ ഉപകരണം നന്നാക്കുക. അറ്റകുറ്റപ്പണികൾ നടത്താത്ത വൈദ്യുതി ഉപകരണങ്ങളാണ് പല അപകടങ്ങൾക്കും കാരണം.
- കട്ടിംഗ് ടൂളുകൾ മൂർച്ചയുള്ളതും തുടരുക മൂർച്ചയുള്ള കട്ടിംഗ് അരികുകളുള്ള ശരിയായി പരിപാലിക്കുന്ന കട്ടിംഗ് ടൂളുകൾ ബന്ധിപ്പിക്കാനുള്ള സാധ്യത കുറവാണ്, നിയന്ത്രിക്കാൻ എളുപ്പമാണ്.
- ഈ നിർദ്ദേശങ്ങൾക്കനുസൃതമായി പവർ ടൂൾ, ആക്സസറികൾ, ടൂൾ ബിറ്റുകൾ മുതലായവ ഉപയോഗിക്കുക, ജോലി സാഹചര്യങ്ങളും ജോലിയും കണക്കിലെടുക്കുക. ഉദ്ദേശിച്ചതിൽ നിന്ന് വ്യത്യസ്തമായ പ്രവർത്തനങ്ങൾക്ക് പവർ ടൂൾ ഉപയോഗിക്കുന്നത് അപകടകരമായ സാഹചര്യത്തിലേക്ക് നയിച്ചേക്കാം.
- ഹാൻഡിലുകളും ഗ്രാസ്പിംഗ് പ്രതലങ്ങളും വരണ്ടതും വൃത്തിയുള്ളതും എണ്ണയും ഗ്രീസും ഇല്ലാതെ സൂക്ഷിക്കുക. സ്ലിപ്പറി ഹാൻഡിലുകളും ഗ്രാസ്പിംഗ് പ്രതലങ്ങളും സുരക്ഷിതമായി കൈകാര്യം ചെയ്യുന്നതിനും ഉപകരണത്തെ അപ്രതീക്ഷിതമായി നിയന്ത്രിക്കുന്നതിനും അനുവദിക്കുന്നില്ല.
സേവനം
- നിങ്ങളുടെ പവർ ടൂൾ, തിരിച്ചറിയാവുന്ന മാറ്റിസ്ഥാപിക്കൽ ഭാഗങ്ങൾ മാത്രം ഉപയോഗിച്ച്, യോഗ്യതയുള്ള ഒരു റിപ്പയർ വ്യക്തിയെക്കൊണ്ട് സർവീസ് ചെയ്യിപ്പിക്കുക. പവർ ടൂളിന്റെ സുരക്ഷ പ്രധാനമാണെന്ന് ഇത് ഉറപ്പാക്കും-
ഇലക്ട്രിക് വെൽഡിംഗ് മെഷീന്റെ സുരക്ഷാ നിർദ്ദേശങ്ങൾ
- ഇൻവെർട്ടർ ഘടിപ്പിച്ചിട്ടുള്ള ഇലക്ട്രിക്കൽ ഔട്ട്ലെറ്റ് ഗ്രൗണ്ട് ചെയ്തിട്ടുണ്ടെന്ന് ഉറപ്പാക്കുക.
- ശരീരത്തിന്റെ തുറന്ന ഭാഗങ്ങൾ, നനഞ്ഞ കയ്യുറകൾ അല്ലെങ്കിൽ മറ്റ് വസ്തുക്കൾ എന്നിവ ഉപയോഗിച്ച് തുറന്നിരിക്കുന്ന ഇലക്ട്രിക്കൽ ഭാഗങ്ങളിലോ ഇലക്ട്രോഡിലോ തൊടരുത്.
- നിങ്ങൾ നിലത്തു നിന്നും വർക്ക്പീസിൽ നിന്നും ഇൻസുലേറ്റ് ചെയ്തിട്ടുണ്ടെന്ന് ഉറപ്പ് വരുന്നതുവരെ ജോലി ആരംഭിക്കരുത്.
- നിങ്ങൾ സുരക്ഷിതസ്ഥാനത്താണെന്ന് ഉറപ്പാക്കുക.
- വെൽഡിംഗ് പുക ശ്വസിക്കരുത്, അവ ആരോഗ്യത്തിന് ഹാനികരമാണ്.
- ജോലിസ്ഥലത്ത് മതിയായ വെൻ്റിലേഷൻ നൽകണം അല്ലെങ്കിൽ വെൽഡിങ്ങ് സമയത്ത് ഉണ്ടാകുന്ന വാതകങ്ങൾ നീക്കം ചെയ്യാൻ പ്രത്യേക ഹുഡുകൾ ഉപയോഗിക്കണം.
- നിങ്ങളുടെ കണ്ണുകളെയും ശരീരത്തെയും സംരക്ഷിക്കാൻ അനുയോജ്യമായ ഒരു ഫെയ്സ് ഷീൽഡ്, ലൈറ്റ് ഫിൽറ്റർ, സംരക്ഷണ വസ്ത്രങ്ങൾ എന്നിവ ഉപയോഗിക്കുക. തീപ്പൊരികളും തെറിച്ചലുകളും ശരീരത്തിൽ വീഴാതിരിക്കാൻ വസ്ത്രങ്ങൾ പൂർണ്ണമായും ബട്ടൺ ചെയ്തിരിക്കണം.
- മുഖത്തെ സംരക്ഷിക്കാൻ അനുയോജ്യമായ ഒരു കവചമോ കർട്ടനോ തയ്യാറാക്കുക viewer. ആർക്ക് വികിരണങ്ങളിൽ നിന്നും ചൂടുള്ള ലോഹങ്ങളിൽ നിന്നും മറ്റുള്ളവരെ സംരക്ഷിക്കുന്നതിന്, നിങ്ങൾ ജോലിസ്ഥലം ഒരു ഫയർപ്രൂഫ് വേലി കൊണ്ട് മൂടണം.
- ജോലിസ്ഥലത്തെ എല്ലാ ചുമരുകളും നിലകളും പുകയുന്നതും തീയും ഒഴിവാക്കാൻ സാധ്യതയുള്ള തീപ്പൊരികളിൽ നിന്നും ചൂടുള്ള ലോഹത്തിൽ നിന്നും സംരക്ഷിക്കണം.
- ജോലിസ്ഥലത്ത് നിന്ന് തീപിടിക്കുന്ന വസ്തുക്കൾ (മരം, കടലാസ്, തുണിക്കഷണങ്ങൾ,) മാറ്റി വയ്ക്കുക.
- വെൽഡിംഗ് ചെയ്യുമ്പോൾ, ജോലിസ്ഥലത്ത് തീ കെടുത്തുന്നതിനുള്ള സൗകര്യം നൽകേണ്ടത് ആവശ്യമാണ്.
- ഇത് നിരോധിച്ചിരിക്കുന്നു:
- സെമി ഓട്ടോമാറ്റിക് വെൽഡിംഗ് മെഷീൻ d-യിൽ ഉപയോഗിക്കുകamp മുറികൾ അല്ലെങ്കിൽ മഴയിൽ;
- കേടായ ഇൻസുലേഷനോ മോശം കണക്ഷനുകളോ ഉള്ള ഇലക്ട്രിക്കൽ കേബിളുകൾ ഉപയോഗിക്കുക;
- ദ്രാവക അല്ലെങ്കിൽ വാതക അപകടകരമായ വസ്തുക്കൾ അടങ്ങിയ പാത്രങ്ങൾ, പാത്രങ്ങൾ അല്ലെങ്കിൽ പൈപ്പുകൾ എന്നിവയിൽ വെൽഡിംഗ് ജോലികൾ നടത്തുക;
- മർദ്ദന പാത്രങ്ങളിൽ വെൽഡിംഗ് ജോലികൾ നടത്തുക;
- എണ്ണ, ഗ്രീസ്, ഗ്യാസോലിൻ, മറ്റ് കത്തുന്ന വസ്തുക്കൾ എന്നിവ പുരണ്ട ജോലി വസ്ത്രങ്ങൾ.
- ഹെഡ്ഫോണുകളോ മറ്റ് ചെവി സംരക്ഷണ ഉപകരണങ്ങളോ ഉപയോഗിക്കുക-
- ശബ്ദം കേൾവിക്ക് ഹാനികരമാണെന്ന് അടുത്തിരിക്കുന്നവർക്ക് മുന്നറിയിപ്പ് നൽകുക.
- ഇൻസ്റ്റാളേഷനിലും പ്രവർത്തനത്തിലും പ്രശ്നങ്ങൾ ഉണ്ടായാൽ, ദയവായി ഈ നിർദ്ദേശ മാനുവൽ പിന്തുടരുക
- നിങ്ങൾക്ക് മാനുവൽ പൂർണ്ണമായി മനസ്സിലായില്ലെങ്കിൽ അല്ലെങ്കിൽ മാനുവലിലെ പ്രശ്നം പരിഹരിക്കാൻ കഴിയുന്നില്ലെങ്കിൽ, പ്രൊഫഷണൽ സഹായത്തിനായി നിങ്ങൾ വിതരണക്കാരനെയോ സേവന കേന്ദ്രത്തെയോ ബന്ധപ്പെടണം.
- ഈർപ്പം 90% കവിയാത്ത വരണ്ട കാലാവസ്ഥയിൽ മാത്രമേ മെഷീൻ പ്രവർത്തിപ്പിക്കാൻ കഴിയൂ.
- അന്തരീക്ഷ താപനില -10 നും 40 നും ഇടയിലായിരിക്കണം.
- വെയിലിലോ വെള്ളത്തിനടിയിലോ വെൽഡിംഗ് ഒഴിവാക്കുക ശരീര സ്രവങ്ങൾ. മെഷീനിന്റെ ഉള്ളിലേക്ക് വെള്ളം കയറാൻ അനുവദിക്കരുത്.
- പൊടി നിറഞ്ഞതോ തുരുമ്പെടുക്കുന്നതോ ആയ വാതകത്തിൽ വെൽഡിംഗ് ഒഴിവാക്കുക.
- ശക്തമായ വായുപ്രവാഹമുള്ള സ്ഥലങ്ങളിൽ ഗ്യാസ് വെൽഡിംഗ് ഒഴിവാക്കുക.
- പേസ്മേക്കർ സ്ഥാപിച്ചിട്ടുള്ള ഒരു തൊഴിലാളി ഒരു ഡോക്ടറെ സമീപിക്കുന്നതിനു മുമ്പ് കാരണം വൈദ്യുതകാന്തിക മണ്ഡലം പേസ്മേക്കറിന്റെ സാധാരണ പ്രവർത്തനത്തെ തടസ്സപ്പെടുത്തിയേക്കാം.
 ഉൽപ്പന്ന വിവരണവും സ്പെസിഫിക്കേഷനുകളും
ഉൽപ്പന്ന വിവരണവും സ്പെസിഫിക്കേഷനുകളും
എല്ലാ സുരക്ഷാ മുന്നറിയിപ്പുകളും എല്ലാ നിർദ്ദേശങ്ങളും വായിക്കുക.
മുന്നറിയിപ്പുകളും നിർദ്ദേശങ്ങളും പാലിക്കുന്നതിൽ പരാജയപ്പെടുന്നത് വൈദ്യുതാഘാതം, തീപിടുത്തം കൂടാതെ/അല്ലെങ്കിൽ ഗുരുതരമായ പരിക്കിന് കാരണമായേക്കാം.
ഉദ്ദേശിച്ച ഉപയോഗം
സെമിയോട്ടോമാറ്റിക് ഇൻവെർട്ടർ തരം ഡയറക്ട് കറന്റ് വെൽഡിംഗ് മെഷീൻ (ഇനി മുതൽ ഉൽപ്പന്നം എന്ന് വിളിക്കുന്നു) വെൽഡിങ്ങിനായി രൂപകൽപ്പന ചെയ്തിരിക്കുന്നത് MIG / MAG രീതികൾ (ഷീൽഡ് ഗ്യാസിൽ ഇലക്ട്രോഡ് വയർ ഉപയോഗിച്ച് വെൽഡിംഗ്), MMA (സ്റ്റിക്ക് ഫ്യൂസിബിൾ കവർഡ് ഇലക്ട്രോഡുകളുള്ള മാനുവൽ ആർക്ക് വെൽഡിംഗ്) എന്നിവ ഉപയോഗിച്ചാണ്. വിവിധ തരം ലോഹങ്ങൾ വെൽഡിംഗ് ചെയ്യാൻ ഉൽപ്പന്നം ഉപയോഗിക്കാം.
ഉൽപ്പന്ന സവിശേഷതകൾ
കാണിച്ചിരിക്കുന്ന ഘടകങ്ങളുടെ നമ്പറിംഗ് ഗ്രാഫിക് പേജുകളിലെ പവർ ടൂളിന്റെ പ്രാതിനിധ്യത്തെ സൂചിപ്പിക്കുന്നു.
- പോളാരിറ്റി റിവേഴ്സ് കേബിൾ
- ടോർച്ച് കണക്ഷൻ സോക്കറ്റ്
- പവർ കണക്റ്റർ "+"
- പവർ കണക്റ്റർ "-"
- ഫാൻ
- പവർ ബട്ടൺ
- വാതകം സംരക്ഷിക്കുന്നതിനുള്ള കണക്ഷൻ
- പവർ കേബിൾ ഇൻലെറ്റ്
സാങ്കേതിക ഡാറ്റ\
| മോഡൽ | പിഎംഎജി200-സി |
| 3BUFE WPMUBHF | 190-250V~ /50 ഹെർട്സ് |
| 3BUFE QPXFS | 5800 W |
| ഔട്ട്പുട്ട് നിലവിലെ ശ്രേണി | 10-200 എ |
| വയർ വ്യാസം (MIG) | Ø 0 .8-1.0 മിമി |
| ഇലക്ട്രോഡ് വ്യാസം (MMA) | Ø 1.6-4.0 മിമി (1/16” – 5/32”) |
| ഇലക്ട്രോഡ് വ്യാസം (TIG) | Ø 1.2/1.6/ 2.0 മിമി |
| ഡ്യൂട്ടി സൈക്കിൾ (DC) | 25˫ 60% |
| ഭാരം | 13 കി.ഗ്രാം |
ഡെലിവറി ഉള്ളടക്കം
| ഓട്ടോമാറ്റിക് വെൽഡിംഗ് മെഷീൻ | 1pc |
| ഇലക്ട്രോഡ് ഹോൾഡറുള്ള കേബിൾ | 1pc |
| ഗ്രൗണ്ടിംഗ് ടെർമിനൽ ഉള്ള കേബിൾ | 1pc |
| ടോർച്ച് കേബിൾ | 1pc |
| വെൽഡിംഗ് ഷീൽഡ് | 1pc |
| ചുറ്റിക ബ്രഷ് | 1pc |
| ഇൻസ്ട്രക്ഷൻ മാനുവൽ | 1pc |
| കുറിപ്പ് |
നിർദ്ദേശങ്ങളുടെ വാചകത്തിലും നമ്പറുകളിലും സാങ്കേതിക പിശകുകളും ടൈപ്പോഗ്രാഫിക്കൽ പിശകുകളും അടങ്ങിയിരിക്കാം.
ഉൽപ്പന്നം നിരന്തരം മെച്ചപ്പെടുത്തിക്കൊണ്ടിരിക്കുന്നതിനാൽ, മുൻകൂർ അറിയിപ്പ് കൂടാതെ ഇവിടെ വ്യക്തമാക്കിയിട്ടുള്ള സവിശേഷതകളിലും ഉൽപ്പന്ന സവിശേഷതകളിലും മാറ്റങ്ങൾ വരുത്താനുള്ള അവകാശം PIT-യിൽ നിക്ഷിപ്തമാണ്.
ജോലിക്കുള്ള തയ്യാറെടുപ്പ്
മെഷീൻ ഒരു പരന്ന പ്രതലത്തിൽ വയ്ക്കുക. ജോലിസ്ഥലം നന്നായി വായുസഞ്ചാരമുള്ളതായിരിക്കണം, വെൽഡിംഗ് മെഷീൻ പൊടി, അഴുക്ക്, ഈർപ്പം, സജീവ നീരാവി എന്നിവയ്ക്ക് വിധേയമാകരുത്. മതിയായ വായുസഞ്ചാരം ഉറപ്പാക്കാൻ, ഉപകരണത്തിൽ നിന്ന് മറ്റ് വസ്തുക്കളിലേക്കുള്ള ദൂരം കുറഞ്ഞത് 50 സെന്റീമീറ്റർ ആയിരിക്കണം.
ശ്രദ്ധിക്കുക! വൈദ്യുതാഘാതം ഒഴിവാക്കാൻ, സംരക്ഷിത എർത്ത് കണ്ടക്ടറും ഗ്രൗണ്ടഡ് റെസപ്റ്റക്കിളുകളും ഉള്ള ഇലക്ട്രിക്കൽ മെയിനുകൾ മാത്രം ഉപയോഗിക്കുക. ഔട്ട്ലെറ്റിൽ ഘടിപ്പിച്ചിട്ടില്ലെങ്കിൽ പ്ലഗ് മാറ്റരുത്. പകരം, യോഗ്യതയുള്ള ഒരു ഇലക്ട്രീഷ്യൻ ഉചിതമായ ഔട്ട്ലെറ്റ് സ്ഥാപിക്കണം.
ജോലിക്കുള്ള തയ്യാറെടുപ്പിന്റെ സുരക്ഷ ഉറപ്പാക്കുന്നു
ഉൽപ്പന്നം ഓണാക്കുന്നതിന് മുമ്പ്, സ്വിച്ച് "0" സ്ഥാനത്തേക്കും നിലവിലെ റെഗുലേറ്റർ അങ്ങേയറ്റത്തെ ഇടത് സ്ഥാനത്തേക്കും സജ്ജമാക്കുക.
ജോലിക്കായി തയ്യാറെടുക്കുക:
- ഇംതിയാസ് ചെയ്യേണ്ട ഭാഗങ്ങൾ തയ്യാറാക്കുക;
- ജോലിസ്ഥലത്ത് മതിയായ വായുസഞ്ചാരം ഉറപ്പാക്കുക;
- വായുവിൽ ലായക നീരാവി, കത്തുന്ന, സ്ഫോടനാത്മകമായ, ക്ലോറിൻ അടങ്ങിയ വസ്തുക്കൾ ഇല്ലെന്ന് ഉറപ്പാക്കുക;
- ഉൽപ്പന്നത്തിലേക്കുള്ള എല്ലാ കണക്ഷനുകളും പരിശോധിക്കുക; അവ കൃത്യമായും സുരക്ഷിതമായും നിർമ്മിക്കണം;
- വെൽഡിംഗ് കേബിൾ പരിശോധിക്കുക, കേടുപാടുകൾ സംഭവിച്ചാൽ അത് മാറ്റിസ്ഥാപിക്കേണ്ടതാണ്;
- വൈദ്യുതി വിതരണത്തിൽ സംരക്ഷണ ഉപകരണങ്ങൾ ഉണ്ടായിരിക്കണം
നിങ്ങൾക്ക് നേരിടാൻ കഴിയാത്ത പ്രശ്നങ്ങൾ നേരിടുകയാണെങ്കിൽ, സേവന കേന്ദ്രവുമായി ബന്ധപ്പെടുക.
നിയന്ത്രണങ്ങളും സൂചകങ്ങളും

- ഗ്യാസ് പരിശോധന പ്രവർത്തനം: ഗ്യാസ് മെഷീനുമായി ബന്ധിപ്പിച്ചിട്ടുണ്ടോ എന്നും വെൽഡിംഗ് ടോർച്ചിൽ നിന്ന് ഗ്യാസ് പുറത്തുവരുന്നുണ്ടോ എന്നും പരിശോധിക്കുക.
2.2T ഫംഗ്ഷൻ ഇൻഡിക്കേറ്റർ: 2T ഫംഗ്ഷൻ എന്നാൽ പ്രവർത്തിക്കാൻ ഗൺ സ്വിച്ച് അമർത്തുക, പ്രവർത്തിക്കുന്നത് നിർത്താൻ ഗൺ സ്വിച്ച് വിടുക എന്നാണ്.
3.2T/4T ഫംഗ്ഷൻ സ്വിച്ച് ബട്ടൺ: 2T/4T സെലക്ഷൻ ഫംഗ്ഷൻ ബട്ടൺ
4.4T ഫംഗ്ഷൻ ഇൻഡിക്കേറ്റർ ലൈറ്റ്: 4T ഫംഗ്ഷൻ എന്നാൽ ഗൺ സ്വിച്ച് അമർത്തി പ്രവർത്തിക്കുക, ഗൺ സ്വിച്ച് വിടുക, ഇപ്പോഴും പ്രവർത്തിക്കുക, പ്രവർത്തിക്കുന്നത് തുടരാൻ ഗൺ സ്വിച്ച് വീണ്ടും അമർത്തുക, പ്രവർത്തിക്കുന്നത് നിർത്താൻ ഗൺ സ്വിച്ച് വിടുക എന്നിവയാണ്.
- ഏകീകൃത ക്രമീകരണം (ഓട്ടോമാറ്റിക്)/ഭാഗിക (മാനുവൽ) ക്രമീകരണ മോഡ് സ്വിച്ച് ബട്ടൺ
- ഏകീകൃത ക്രമീകരണം (ഓട്ടോമാറ്റിക്)/ഭാഗിക (മാനുവൽ) ക്രമീകരണ മോഡ് സൂചകം: ഭാഗിക ക്രമീകരണ മോഡിൽ ആയിരിക്കുമ്പോൾ സൂചകം പ്രകാശിക്കുന്നു. ഏകീകൃത ക്രമീകരണം എന്നാൽ വെൽഡിംഗ് കറന്റും വെൽഡിംഗ് വോള്യവും എന്നാണ് അർത്ഥമാക്കുന്നത്.tagപരസ്പരം പൊരുത്തപ്പെടുന്നതിന് സിൻക്രണസ് ആയി (ഓട്ടോമാറ്റിക് ആയി) e ക്രമീകരിക്കുന്നു, കൂടാതെ ഭാഗിക ക്രമീകരണം വെൽഡിംഗ് കറന്റും വെൽഡിംഗ് വോൾട്ടേജിന്റെ പ്രത്യേക ക്രമീകരണവും (മാനുവൽ ക്രമീകരണം, പ്രൊഫഷണൽ ഉപയോഗത്തിനായി) അർത്ഥമാക്കുന്നു.
- നിലവിലെ നിയന്ത്രണം
- ഗ്യാസ് പ്രീ-ബ്ലോയിംഗ് മോഡ് ഇൻഡിക്കേറ്റർ: ആദ്യം ഗ്യാസ് ബന്ധിപ്പിക്കുക, തുടർന്ന് നന്നായി ബന്ധിപ്പിക്കുക.
- VRD സ്റ്റാറ്റസ് ഇൻഡിക്കേറ്റർ: ആന്റി-ഷോക്ക് മോഡ്, ഇൻഡിക്കേറ്റർ ലൈറ്റ് ഓണായിരിക്കുമ്പോൾ, അത് ആന്റി-ഷോക്ക് മോഡിലാണ്, ഔട്ട്പുട്ട് വോളിയംtage സുരക്ഷിത വോള്യത്തേക്കാൾ കുറവാണ്tage.
- ഗ്യാസ് ബ്ലോ മോഡ് ഇൻഡിക്കേറ്റർ ലൈറ്റ്: വെൽഡിംഗ് നിർത്തിയതിനു ശേഷവും കൂളിംഗ് ഗൺ ഹെഡ് പൊട്ടിക്കുന്നത് തുടരുക.
- VRD സ്റ്റാറ്റസ് ആക്ടിവേഷൻ/റദ്ദാക്കൽ ബട്ടൺ: ആന്റി-ഷോക്ക് ഫംഗ്ഷൻ ആക്ടിവേഷൻ/ഡീആക്ടിവേഷൻ
- ഗ്യാസ് ഫ്രണ്ട് ബ്ലോയിംഗ്/ബാക്ക് ബ്ലോയിംഗ് മോഡ് സ്വിച്ച് ബട്ടൺ: ഗ്യാസ് ഫ്രണ്ട് ബ്ലോയിംഗ്, ബാക്ക് ബ്ലോയിംഗ് ഫംഗ്ഷൻ സെലക്ഷൻ
- 8mm വെൽഡിംഗ് വയർ ഉപയോഗിച്ചുള്ള കാർബൺ ഡൈ ഓക്സൈഡ് ഗ്യാസ് ഇൻഡിക്കേറ്റർ ലൈറ്റ്
- TIG ഫംഗ്ഷൻ സൂചകം
- 8mm വെൽഡിംഗ് വയറുള്ള മിക്സഡ് ഗ്യാസ് ഇൻഡിക്കേറ്റർ ലൈറ്റ്
- വാല്യംtagഇ ക്രമീകരണം: വെൽഡിംഗ് വോളിയംtage ക്രമീകരണം (ഭാഗിക ക്രമീകരണ മോഡിൽ സാധുവാണ്
- MMA ഫംഗ്ഷൻ ഇൻഡിക്കേറ്റർ ലൈറ്റ്: ലൈറ്റ് ഓണാണ്, വെൽഡർ മാനുവൽ വെൽഡിംഗ് (MMA) മോഡിൽ പ്രവർത്തിക്കുന്നു.
- ഫ്ലക്സ്-കോർഡ് വയർ 0 ഇൻഡിക്കേറ്റർ
- MMA, MIG, TIG ഫംഗ്ഷൻ സ്വിച്ച് ബട്ടൺ
- ഫ്ലക്സ്-കോർഡ് വെൽഡിംഗ് വയറിനുള്ള 8 ഇൻഡിക്കേറ്റർ ലൈറ്റ്
- വയർ പരിശോധന പ്രവർത്തനം: വെൽഡിംഗ് വയർ മെഷീനുമായി നന്നായി ബന്ധിപ്പിച്ചിട്ടുണ്ടോ എന്നും തോക്കിന് വയറിൽ നിന്ന് പുറത്തുകടക്കാൻ കഴിയുന്നില്ല എന്നും പരിശോധിക്കുക.
- വോൾട്ട്മീറ്റർ
- പവർ ഓൺ ഇൻഡിക്കേറ്റർ
- താപ സംരക്ഷണ സൂചകം
- അമ്മീറ്റർ
വെൽഡിംഗ് മെഷീൻ കണക്ഷൻ ഡയഗ്രം
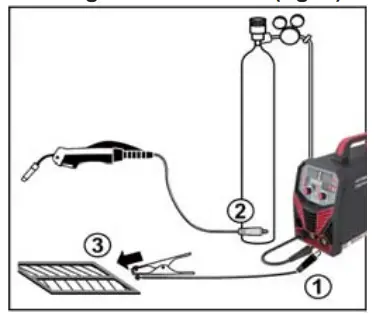
സോളിഡ് വയർ ഉപയോഗിച്ച് വെൽഡിംഗ് (fig. 1)
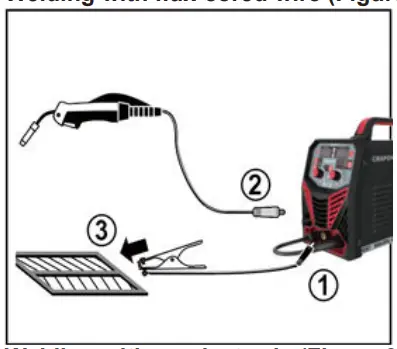
fl ux-cored വയർ ഉപയോഗിച്ച് വെൽഡിംഗ് (ചിത്രം 2)
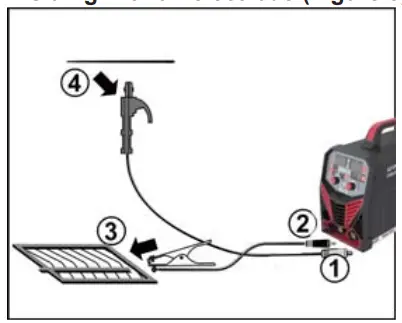
ഒരു ഇലക്ട്രോഡ് ഉപയോഗിച്ച് വെൽഡിംഗ് (ചിത്രം 3)
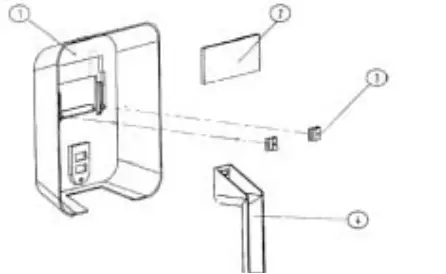
വെൽഡിംഗ് ഷീൽഡ് കൂട്ടിച്ചേർക്കുന്നു
MIG / MAG വെൽഡിങ്ങിനായി തയ്യാറെടുക്കുന്നു ബട്ടൺ 15 ഉപയോഗിച്ച് ആവശ്യമായ വെൽഡിംഗ് തരം തിരഞ്ഞെടുക്കുക. കൂടാതെ, വെൽഡിംഗ് കറന്റ് ഓൺ / ഓഫ് മോഡ് സജ്ജമാക്കാൻ സ്വിച്ച് 2 ഉപയോഗിക്കുക (2T - ടോർച്ച് ട്രിഗർ അമർത്തിയാണ് വെൽഡിംഗ് നടത്തുന്നത്, 4T - ടോർച്ച് ട്രിഗറിന്റെ ആദ്യ അമർത്തൽ - വെൽഡിങ്ങിന്റെ ആരംഭം, രണ്ടാമത്തെ അമർത്തൽ - വെൽഡിങ്ങിന്റെ അവസാനം).
ഓപ്പൺ-സർക്യൂട്ട് വോള്യം കുറയ്ക്കുന്നതിന് VRD ഫംഗ്ഷൻ ഉത്തരവാദിയാണ്.tagമനുഷ്യർക്ക് സുരക്ഷിതമായ 12-24 വോൾട്ട് വരെ ഉറവിടത്തിന്റെ e, അതായത് voltagമെഷീൻ ഓണായിരിക്കുമ്പോൾ e ഡ്രോപ്പ്, പക്ഷേ വെൽഡിങ്ങ് നടക്കുന്നില്ല. വെൽഡിംഗ് പ്രക്രിയ ആരംഭിക്കുമ്പോൾ തന്നെ, VRD പ്രവർത്തന വോള്യം പുനഃസ്ഥാപിക്കുന്നുtagഇ പാരാമീറ്ററുകൾ.
അത്തരം സന്ദർഭങ്ങളിൽ VRD ഓപ്ഷൻ പ്രസക്തമാണ്: ഉയർന്ന വായു ഈർപ്പം ഉള്ള സാഹചര്യത്തിലാണ് ഉപകരണം പ്രവർത്തിക്കുന്നത്; സൗകര്യത്തിൽ ഉയർന്ന സുരക്ഷാ ആവശ്യകതകൾ; ചെറിയ പ്രദേശങ്ങളിൽ വെൽഡിംഗ് ഉപകരണങ്ങളുടെ ഉപയോഗം.
ബർണർ
MIG / MAG വെൽഡിംഗ് ടോർച്ചിൽ ഒരു ബേസ്, ഒരു കണക്റ്റിംഗ് കേബിൾ, ഒരു ഹാൻഡിൽ എന്നിവ അടങ്ങിയിരിക്കുന്നു. ബേസ് വെൽഡിംഗ് ടോർച്ചിനെയും വയർ ഫീഡറിനെയും ബന്ധിപ്പിക്കുന്നു. കണക്ഷൻ കേബിൾ:
പൊള്ളയായ കേബിളിന്റെ മധ്യഭാഗത്ത് ഒരു നൈലോൺ പൊതിഞ്ഞ ലൈനർ സ്ഥാപിച്ചിരിക്കുന്നു. ചാനലിന്റെ ഉൾഭാഗം വയർ ഫീഡിംഗിനാണ്. ഡക്ടിനും പൊള്ളയായ കേബിളിനും ഇടയിലുള്ള സ്വതന്ത്ര ഇടം ഷീൽഡിംഗ് ഗ്യാസ് വിതരണം ചെയ്യാൻ ഉപയോഗിക്കുന്നു, അതേസമയം പൊള്ളയായ കേബിൾ തന്നെ കറന്റ് നൽകാൻ ഉപയോഗിക്കുന്നു.
ശ്രദ്ധിക്കുക! ബർണർ കൂട്ടിച്ചേർക്കുന്നതിനും ഡിസ്അസംബ്ലിംഗ് ചെയ്യുന്നതിനും മുമ്പ് അല്ലെങ്കിൽ ഘടകങ്ങൾ മാറ്റിസ്ഥാപിക്കുന്നതിന് മുമ്പ്, വൈദ്യുതി വിതരണം വിച്ഛേദിക്കുക.
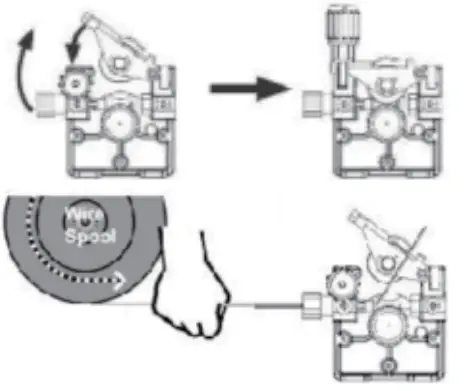
കോയിൽ ഇൻസ്റ്റാളേഷൻ
വെൽഡിംഗ് നടപടിക്രമം അനുസരിച്ച് ആവശ്യമായ വയർ തിരഞ്ഞെടുക്കുക. വയർ വ്യാസം ഡ്രൈവ് റോൾ, വയർ ലൈനർ, കോൺടാക്റ്റ് ടിപ്പ് എന്നിവയുമായി പൊരുത്തപ്പെടണം. വയർ സ്പൂൾ ചേർക്കാൻ മെഷീനിന്റെ സൈഡ് കവർ തുറക്കുക. റീൽ സീറ്റ് അഡ്ജസ്റ്റിംഗ് സ്ക്രൂ അഴിക്കുക, സ്പൂൾ റീൽ സീറ്റിൽ വയ്ക്കുക, അതേ സ്ക്രൂ ഉപയോഗിച്ച് ഉറപ്പിക്കുക. വയറിന്റെ അറ്റം ഡ്രമ്മിന് കീഴിലായിരിക്കണം, വയർ ഫീഡറിന് എതിർവശത്തായിരിക്കണം. സ്പൂളിന്റെ റിട്ടൻഷൻ ഫോഴ്സ് ക്രമീകരിക്കാൻ അഡ്ജസ്റ്റിംഗ് സ്ക്രൂ ഉപയോഗിക്കുക. കോയിൽ സ്വതന്ത്രമായി കറങ്ങണം, പക്ഷേ പ്രവർത്തന സമയത്ത് വയർ ലൂപ്പുകൾ ഉണ്ടാകരുത്. ഹിഞ്ചുകൾ രൂപപ്പെട്ടിട്ടുണ്ടെങ്കിൽ, അഡ്ജസ്റ്റിംഗ് സ്ക്രൂ കൂടുതൽ മുറുക്കുക. സ്പൂൾ വ്യത്യസ്തമാണെങ്കിൽ-
തിരിയാനുള്ള ആരാധന, സ്ക്രൂ അഴിക്കുക.
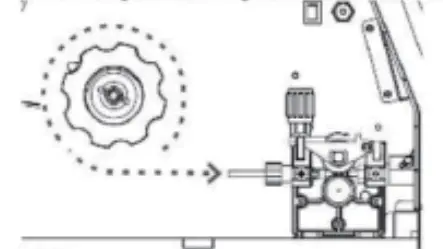
വയർ ലൈനറിൽ വയർ തിരുകൽ
അഡ്ജസ്റ്റർ അയവുവരുത്തി നിങ്ങളുടെ നേരെ താഴ്ത്തുക. പിഞ്ച് റോളർ ഉയർത്തുക;
വയറിന്റെ വളഞ്ഞ അറ്റം മുറിച്ച് ഫീഡറിന്റെ വയർ ലൈനറിലേക്ക് വയർ ത്രെഡ് ചെയ്യുക, ഡ്രൈവ് റോളിന്റെ ചാനലിൽ അത് വിന്യസിക്കുക. റോളറിന്റെ ബോർ വയറിന്റെ വ്യാസവുമായി പൊരുത്തപ്പെടുന്നുണ്ടെന്ന് ഉറപ്പാക്കുക;
വെൽഡിംഗ് ടോർച്ച് കണക്റ്റർ ബോറിൽ വയർ വയ്ക്കുക, പിഞ്ച് റോളർ റിലീസ് ചെയ്യുക, അഡ്ജസ്റ്ററിനെ ലംബ സ്ഥാനത്തേക്ക് തിരികെ നൽകുക.
പിഞ്ച് റോളറിന്റെ മർദ്ദം ക്രമീകരിക്കുക.
- സ്റ്റീൽ വയർ ഉപയോഗിച്ച് വെൽഡിംഗ് ചെയ്യുമ്പോൾ, ഡ്രൈവ് റോളിൻ്റെ വി-ഗ്രോവ് ഉപയോഗിക്കണം;
- ഫ്ലക്സ്-കോർഡ് വയർ ഉപയോഗിക്കുമ്പോൾ, ഡ്രൈവ് റോളിന്റെ ഗിയർ ഗ്രൂവ് ഉപയോഗിക്കണം (ലഭ്യത ഉപകരണത്തിന്റെ മോഡലിനെയും ഉപകരണത്തെയും ആശ്രയിച്ചിരിക്കുന്നു).
- അലുമിനിയം വയർ ഉപയോഗിക്കുമ്പോൾ, ഡ്രൈവ് റോളിൻ്റെ യു-ഗ്രോവ് ഉപയോഗിക്കണം (ലഭ്യത മെഷീൻ്റെ മോഡലിനെയും ഉപകരണത്തെയും ആശ്രയിച്ചിരിക്കുന്നു).
വെൽഡിംഗ് കൈയിലേക്ക് വയർ ഫീഡ്
ടോർച്ചിലെ വെൽഡിംഗ് ടിപ്പ് അഴിക്കുക.
ടോർച്ച് സ്ലീവിലേക്ക് വയർ ഫീഡ് ചെയ്യുന്നതിന്, സ്വിച്ച് 6 സ്വിച്ച് ചെയ്ത് താൽക്കാലികമായി പവർ ഓൺ ചെയ്യുക, വെൽഡിംഗ് സ്ലീവിന്റെ ചാനൽ പൂരിപ്പിച്ച് ടോർച്ചിൽ നിന്ന് പുറത്തുകടക്കുന്നത് വരെ ബട്ടൺ 16 (വയർ ഫീഡ്) അമർത്തുക. പവർ സപ്ലൈ വിച്ഛേദിക്കുക. ശ്രദ്ധിക്കുക! വയർ സൌജന്യമായി അകത്തേക്ക് കടത്തിവിടുന്നതിന്
കേബിളിന്റെ മുഴുവൻ നീളത്തിലും അത് നേരെയാക്കുക. വയർ ഫീഡ് ചെയ്യുമ്പോൾ, അത് ഡ്രൈവ് റോൾ ചാനലിൽ സ്വതന്ത്രമായി നീങ്ങുന്നുണ്ടെന്നും ഫീഡ് വേഗത ഏകതാനമാണെന്നും ഉറപ്പാക്കുക. ഫീഡ് നിരക്ക് തുല്യമല്ലെങ്കിൽ, പിഞ്ച് റോളറിന്റെ മർദ്ദം ക്രമീകരിക്കുക. വയർ വ്യാസവുമായി പൊരുത്തപ്പെടുന്ന ഒരു കോൺടാക്റ്റ് ടിപ്പ് യോജിപ്പിച്ച് സ്ക്രൂ ചെയ്ത് നോസൽ ഇൻസ്റ്റാൾ ചെയ്യുക.
സെമി ഓട്ടോമാറ്റിക് വെൽഡിംഗ് മോഡുകൾ ഈ യന്ത്രത്തിന് രണ്ട് തരം വെൽഡിംഗ് വയറുകളിൽ പ്രവർത്തിക്കാൻ കഴിയും: ഒരു ഷീൽഡിംഗ് ഗ്യാസ് പരിതസ്ഥിതിയിൽ സോളിഡ് ചെമ്പ്-പൂശിയ വയർ, കൂടാതെ ഒരു ഗ്യാസ് സിലിണ്ടർ ആവശ്യമില്ലാത്ത സ്വയം-ഷീൽഡ് ഫ്ലക്സ്-കോർഡ് വയർ.
വ്യത്യസ്ത തരം ഫില്ലർ വയറുകൾക്ക് വ്യത്യസ്ത വയറിംഗ് ഡയഗ്രം ആവശ്യമാണ്.
സോളിഡ് കോപ്പ്-പെർ-പ്ലേറ്റഡ് വയർ ഉള്ള ഗ്യാസ് വെൽഡിംഗ് (GAS):
- മുൻ പാനലിലെ ("+" ടെർമിനൽ) ഇടത് കണക്റ്ററിലേക്ക് ഉപകരണത്തിൻ്റെ മുൻ പാനലിൻ്റെ ചുവടെ സ്ഥിതിചെയ്യുന്ന കണക്റ്റർ ഉപയോഗിച്ച് ഷോർട്ട് കേബിൾ ബന്ധിപ്പിക്കുക.
- വെൽഡ് ചെയ്യേണ്ട വർക്ക്പീസിലെ ഗ്രൗണ്ടിംഗ് ടെർമിനൽ ഉറപ്പിക്കുക, കേബിളിന്റെ മറ്റേ അറ്റത്തുള്ള കണക്ടറിനെ ഫ്രണ്ട് പാനലിലെ (“-” ടെർമിനൽ) വലത് കണക്ടറുമായി ബന്ധിപ്പിക്കുക.
- വയർ വ്യാസം അനുസരിച്ച് ഫീഡ് റോളിലെ അടയാളങ്ങൾ പരിശോധിക്കുക.
- സ്ലോട്ടിലേക്ക് വയർ സ്പൂൾ തിരുകുക.
- റോൾ cl തിരികെ മടക്കി ടോർച്ചിലേക്ക് വയർ ഫീഡ് ചെയ്യുകamp കൂടാതെ ചാനലിലെ ഇടവേളയിലൂടെ വയർ ചാനലിലേക്ക് തിരുകുകയും ചെയ്യുന്നു
- റോളർ അടയ്ക്കുക clamp cl ചെറുതായി മുറുക്കിക്കൊണ്ട്ampഇംഗ് സ്ക്രൂ.
- തോക്കിന്റെ അഗ്രത്തിന്റെ ദ്വാര വ്യാസം വയറുമായി പൊരുത്തപ്പെടുന്നുണ്ടെന്ന് ഉറപ്പാക്കുക.
- ടോർച്ചിലെ ട്രിഗർ അമർത്തി ടിപ്പിൽ നിന്ന് പുറത്തുകടക്കുന്നതുവരെ മെഷീൻ ഓണാക്കി വയർ പ്രവർത്തിപ്പിക്കുക.
- ഗ്യാസ് റെഗുലേറ്ററിൽ നിന്ന് ഹോസ് ഉപകരണത്തിന്റെ പിൻഭാഗത്തുള്ള ഫിറ്റിംഗുമായി ബന്ധിപ്പിക്കുക.
- ഷീൽഡിംഗ് ഗ്യാസ് സിലിണ്ടറിലെ വാൽവ് തുറക്കുക, ടോർച്ച് ട്രിഗർ അമർത്തി റിഡ്യൂസർ ഉപയോഗിച്ച് ഗ്യാസ് ഫ്ലോ ക്രമീകരിക്കുക (സാധാരണയായി ഗ്യാസ് ഫ്ലോ ഇപ്രകാരമാണ് സജ്ജീകരിച്ചിരിക്കുന്നത്: ഗ്യാസ് ഫ്ലോ (l / മിനിറ്റ്) = വയർ വ്യാസം (mm) x
- ഉപയോഗിച്ച് ആവശ്യമായ വെൽഡിംഗ് മോഡ് സജ്ജമാക്കുക
- ആരംഭിക്കുന്നു
സ്വയം-കവചമുള്ള ഫ്ലക്സ്-കോർഡ് വയർ ഉപയോഗിച്ച് ഗ്യാസ് ഇല്ലാതെ വെൽഡിംഗ് (ഗ്യാസ് ഇല്ല):
- മുൻ പാനലിലെ ("-" ടെർമിനൽ) വലത് കണക്ടറിലേക്ക് ഉപകരണത്തിൻ്റെ മുൻ പാനലിൻ്റെ ചുവടെ സ്ഥിതിചെയ്യുന്ന കണക്റ്റർ ഉപയോഗിച്ച് ഷോർട്ട് കേബിൾ ബന്ധിപ്പിക്കുക.
- വെൽഡ് ചെയ്യേണ്ട വർക്ക്പീസിലെ ഗ്രൗണ്ടിംഗ് ടെർമിനൽ ഉറപ്പിക്കുക, കേബിളിന്റെ മറ്റേ അറ്റത്തുള്ള കണക്ടറിനെ മുൻ പാനലിലെ (“+” ടെർമിനൽ) ഇടത് കണക്ടറുമായി ബന്ധിപ്പിക്കുക.
- വയർ വ്യാസം അനുസരിച്ച് ഫീഡ് റോളിലെ അടയാളങ്ങൾ പരിശോധിക്കുക.
- സ്ലോട്ടിലേക്ക് വയർ സ്പൂൾ തിരുകുക.
- റോൾ cl തിരികെ മടക്കി ടോർച്ചിലേക്ക് വയർ ഫീഡ് ചെയ്യുകamp കൂടാതെ ചാനലിലെ ഇടവേളയിലൂടെ വയർ ചാനലിലേക്ക് തിരുകുകയും ചെയ്യുന്നു
- റോളർ അടയ്ക്കുക clamp cl ചെറുതായി മുറുക്കിക്കൊണ്ട്ampഇംഗ് സ്ക്രൂ.
- തോക്കിന്റെ അഗ്രത്തിന്റെ ദ്വാര വ്യാസം വയറുമായി പൊരുത്തപ്പെടുന്നുണ്ടെന്ന് ഉറപ്പാക്കുക.
- ടോർച്ചിലെ ട്രിഗർ അമർത്തി ടിപ്പിൽ നിന്ന് പുറത്തുകടക്കുന്നതുവരെ മെഷീൻ ഓണാക്കി വയർ പ്രവർത്തിപ്പിക്കുക.
- ഉപയോഗിച്ച് ആവശ്യമായ വെൽഡിംഗ് മോഡ് സജ്ജമാക്കുക
വെൽഡിംഗ് പ്രക്രിയ
വെൽഡിംഗ് ചെയ്യേണ്ട മെറ്റീരിയലിന്റെ കനവും ഉപയോഗിക്കുന്ന ഇലക്ട്രോഡ് വയറിന്റെ വ്യാസവും അടിസ്ഥാനമാക്കി വെൽഡിംഗ് കറന്റ് സജ്ജമാക്കുക. വയർ ഫീഡ് വേഗത വെൽഡിംഗ് കറന്റുമായി യാന്ത്രികമായി സമന്വയിപ്പിക്കപ്പെടുന്നു. വയർ വർക്ക്പീസിൽ സ്പർശിക്കാത്ത വിധത്തിൽ ടോർച്ച് വർക്ക്പീസിലേക്ക് നീക്കുക, പക്ഷേ അതിൽ നിന്ന് നിരവധി മില്ലിമീറ്റർ അകലെയായിരിക്കണം. ആർക്ക് പ്രകാശിപ്പിക്കാനും വെൽഡിംഗ് ആരംഭിക്കാനും ടോർച്ച് ബട്ടൺ അമർത്തുക. അമർത്തിയ കീ ഇലക്ട്രോഡ് വയറിന്റെ ഫീഡും റിഡ്യൂസർ സജ്ജമാക്കിയ ഷീൽഡിംഗ് വാതകത്തിന്റെ ഒഴുക്കും ഉറപ്പാക്കുന്നു.
ആർക്കിന്റെ നീളവും ഇലക്ട്രോഡിന്റെ ചലന വേഗതയും വെൽഡിന്റെ ആകൃതിയെ ബാധിക്കുന്നു.
മാറ്റിസ്ഥാപിക്കാവുന്ന പോളാരിറ്റി പ്രവർത്തനം തുടക്കത്തിൽ, വെൽഡിംഗ് ടോർച്ചിന്റെ പവർ കോൺടാക്റ്റ് പോളാരിറ്റി റിവേഴ്സൽ മൊഡ്യൂളിലെ “+” എന്നതിലേക്ക് ബന്ധിപ്പിച്ചിരിക്കുന്നു. ഇതാണ് റിവേഴ്സ് പോളാരിറ്റി. ഇത് നേർത്ത ഷീറ്റ് സ്റ്റീലിനെ സ്റ്റെയിൻലെസ് സ്റ്റീൽ, അലോയ് സ്റ്റീൽ, ഉയർന്ന കാർബൺ സ്റ്റീൽ എന്നിവയിലേക്ക് വെൽഡിംഗ് ചെയ്യുന്നതിന് ഉപയോഗിക്കുന്നു, ഇവ അമിത ചൂടിനോട് വളരെ സെൻസിറ്റീവ് ആണ്.
DIRECT POLARITY വെൽഡിംഗ് സമയത്ത്, താപത്തിന്റെ ഭൂരിഭാഗവും ഉൽപ്പന്നത്തിൽ തന്നെ കേന്ദ്രീകരിക്കപ്പെടുന്നു, ഇത് വെൽഡിന്റെ റൂട്ട് കൂടുതൽ ആഴത്തിലാക്കുന്നു. പോളാരിറ്റി റിവേഴ്സിൽ നിന്ന് ഡയറക്റ്റിലേക്ക് മാറ്റാൻ, മൊഡ്യൂളിലെ പവർ വയറിന്റെ ഔട്ട്പുട്ട് “+” ൽ നിന്ന് “-” ലേക്ക് മാറ്റേണ്ടത് ആവശ്യമാണ്. ഈ സാഹചര്യത്തിൽ, കേബിളിനെ എർത്ത് cl-മായി ബന്ധിപ്പിക്കുക.amp മുൻ പാനലിലെ "+" ടെർമിനലിലേക്ക് പവർ കേബിൾ ലഗ് തിരുകിക്കൊണ്ട് വർക്ക്പീസിലേക്ക്.
ഗ്യാസ് സംരക്ഷിക്കാതെ ഫ്ലക്സ്-കോർഡ് വയർ ഉപയോഗിച്ച് വെൽഡിങ്ങിന്, ഡയറക്ട് പോളാരിറ്റി ഉപയോഗിക്കുന്നു.
ഈ സാഹചര്യത്തിൽ, കൂടുതൽ ചൂട് ഉൽപ്പന്നത്തിലേക്ക് പോകുന്നു, കൂടാതെ വയർ, വെൽഡിംഗ് ടോർച്ച് ചാനൽ എന്നിവ കുറച്ചുകൂടി ചൂടാകുന്നു.
വെൽഡിങ്ങിന്റെ അവസാനം:
- സീമിൽ നിന്ന് ടോർച്ച് നോസൽ നീക്കം ചെയ്യുക, വെൽഡിംഗ് ആർക്ക് തടസ്സപ്പെടുത്തുക;
- വയർ, ഗ്യാസ് ഫീഡ് നിർത്താൻ ടോർച്ച് ട്രിഗർ റിലീസ് ചെയ്യുക;
- സിലിണ്ടർ റിഡ്യൂസറിൽ നിന്ന് ഗ്യാസ് വിതരണ വാൽവ് അടച്ചുകൊണ്ട് ഗ്യാസ് വിതരണം വിച്ഛേദിക്കുക;
- സ്വിച്ച് "ഓഫ്" സ്ഥാനത്തേക്ക് നീക്കുക - ഓഫ്
മാനുവൽ ആർക്ക് വെൽഡിംഗ് മോഡ് (mm)
- ഇലക്ട്രോഡ് ഹോൾഡർ ഉപകരണത്തിന്റെ “-” ടെർമിനലുമായി ബന്ധിപ്പിക്കുക, ഗ്രൗണ്ടിംഗ് കേബിൾ “+” ലേക്ക് ബന്ധിപ്പിക്കുക.
വെൽഡിംഗ് അവസ്ഥകളും ഇലക്ട്രോഡുകളുടെ ബ്രാൻഡും ആവശ്യമെങ്കിൽ ഉപകരണത്തിന്റെ ടെർമിനൽ (നേരിട്ടുള്ള പോളാരിറ്റി), അല്ലെങ്കിൽ തിരിച്ചും:
മാനുവൽ ആർക്ക് വെൽഡിങ്ങിൽ, രണ്ട് തരം കണക്ഷൻ വേർതിരിച്ചിരിക്കുന്നു: നേരിട്ടുള്ള പോളാരിറ്റി, റിവേഴ്സ്. കണക്ഷൻ "ഡയറക്ട്" പോളാരിറ്റി: ഇലക്ട്രോഡ് - "മൈനസ്", വെൽഡഡ് ഭാഗം - "പ്ലസ്". ലോഹം മുറിക്കുന്നതിനും ചൂടാക്കാൻ വലിയ അളവിൽ ചൂട് ആവശ്യമുള്ള വലിയ കട്ടിയുള്ള വെൽഡിംഗിനും അത്തരമൊരു കണക്ഷനും ഒരു നേരായ പോളാരിറ്റി കറന്റും അനുയോജ്യമാണ്.
"റിവേഴ്സ്" പോളാരിറ്റി (ഇലക്ട്രോഡ് - "പ്ലസ്", ഭാഗം
- "മൈനസ്") ചെറിയ കട്ടിയുള്ളതും നേർത്ത മതിലുള്ളതുമായ വെൽഡിംഗ് ചെയ്യുമ്പോൾ ഉപയോഗിക്കുന്നു. ഒരു ഇലക്ട്രിക് ആർക്കിന്റെ നെഗറ്റീവ് പോളിൽ (കാഥോഡ്) താപനില എല്ലായ്പ്പോഴും പോസിറ്റീവ് (ആനോഡ്) നേക്കാൾ കുറവാണെന്നതാണ് വസ്തുത, അതിനാൽ ഇലക്ട്രോഡ് വേഗത്തിൽ ഉരുകുകയും ഭാഗത്തിന്റെ ചൂടാക്കൽ കുറയുകയും ചെയ്യുന്നു - കൂടാതെ അതിന്റെ പൊള്ളലേറ്റതിന്റെ അപകടവും കുറയുന്നു.
- മോഡ് സ്വിച്ച് MMA ആയി സജ്ജമാക്കുക
- ഇലക്ട്രോഡിന്റെ തരത്തിനും വ്യാസത്തിനും അനുസരിച്ച് വെൽഡിംഗ് കറന്റ് സജ്ജമാക്കി ആരംഭിക്കുക.
- വെൽഡിംഗ് കറന്റ് നിലവിലെ റെഗുലേറ്റർ നിയന്ത്രിക്കുന്നു, പ്രവർത്തനസമയത്ത് വൈദ്യുതധാരയുടെ യഥാർത്ഥ മൂല്യം അമ്മീറ്ററിൽ പ്രദർശിപ്പിക്കും.
- ഇലക്ട്രോഡിന്റെ അറ്റത്ത് ഉൽപ്പന്നത്തിൽ ഹ്രസ്വമായി സ്പർശിച്ച് ആവശ്യമുള്ള ഡിസ്പ്ലേയിലേക്ക് പിൻവലിക്കുന്നതിലൂടെയാണ് ആർക്ക് ഉത്തേജനം നടത്തുന്നത് - സാങ്കേതികമായി, ഈ പ്രക്രിയ രണ്ട് തരത്തിൽ ചെയ്യാം:
- ഇലക്ട്രോഡിൽ പിന്നിലേക്ക് തൊട്ടും മുകളിലേക്ക് വലിക്കുന്നതിലൂടെയും;
- ഇലക്ട്രോഡിന്റെ അറ്റത്ത് ഒരു തീപ്പെട്ടി പോലെ പ്രതലത്തിൽ അടിക്കുന്നതിലൂടെ
ശ്രദ്ധ! ആർക്ക് കത്തിക്കാൻ ശ്രമിക്കുമ്പോൾ പ്രവർത്തന ഉപരിതലത്തിൽ ഇലക്ട്രോഡ് മുട്ടരുത്, ഇത് കേടുവരുത്തുകയും ആർക്കിന്റെ ജ്വലനത്തെ കൂടുതൽ സങ്കീർണ്ണമാക്കുകയും ചെയ്യും.
- ആർക്ക് അടിക്കുമ്പോൾ തന്നെ, ഇലക്ട്രോഡിന്റെ വ്യാസത്തിന് അനുയോജ്യമായ അകലത്തിൽ ഇലക്ട്രോഡ് വർക്ക്പീസിൽ നിന്ന് പിടിക്കണം. ഒരു ഏകീകൃത സീം ലഭിക്കാൻ, ഈ ദൂരം കഴിയുന്നത്ര സ്ഥിരമായി നിലനിർത്തേണ്ടത് ആവശ്യമാണ്. വെൽഡിംഗ് സീം ഗൈഡൻസിന്റെ മികച്ച ദൃശ്യ നിയന്ത്രണത്തിനായി ഇലക്ട്രോഡ് അച്ചുതണ്ടിന്റെ ചെരിവ് ഏകദേശം 20-30 ഡിഗ്രി ആയിരിക്കണമെന്നും ഓർമ്മിക്കേണ്ടതാണ്.
- വെൽഡ് പൂർത്തിയാക്കുമ്പോൾ, വെൽഡിംഗ് ക്രേറ്റർ നിറയ്ക്കാൻ ഇലക്ട്രോഡ് അല്പം പിന്നിലേക്ക് വലിക്കുക, തുടർന്ന് ആർക്ക് വരുന്നതുവരെ അത് കുത്തനെ മുകളിലേക്ക് ഉയർത്തുക.
വെൽഡിംഗ് പാരാമീറ്റർ പട്ടികകൾ (റഫറൻസിനായി മാത്രം)
| കനം ലോഹം, mm | ശുപാർശ ചെയ്യുന്ന വയർ വ്യാസം, എംഎം | ||||||
| സോളിഡ് വയർ | ഫ്ലക്സ് വയർ | ||||||
| 0,6 | 0,8 | 0,9 | 1,0 | 0,8 | 0,9 | 1,2 | |
| 0,6 | + | ||||||
| 0,75 | + | + | + | ||||
| 0,9 | + | + | + | + | |||
| 1,0 | + | + | + | + | + | ||
| 1,2 | + | + | + | + | + | ||
| 1,9 | + | + | + | + | + | + | |
| 3,0 | + | + | + | + | + | ||
| 5,0 | + | + | + | + | |||
| 6,0 | + | + | + | ||||
| 8,0 | + | + | |||||
| 10,0 | + | + | |||||
| 12,0 | + | + | |||||
| 5 മില്ലീമീറ്ററോ അതിൽ കൂടുതലോ കട്ടിയുള്ള ലോഹത്തിന്റെ ഉയർന്ന നിലവാരമുള്ള വെൽഡിങ്ങിനായി, ഭാഗങ്ങൾ ചേരുന്ന ഘട്ടത്തിൽ അവസാനത്തെ അറ്റം മുറിക്കുകയോ നിരവധി പാസുകളിൽ വെൽഡ് ചെയ്യുകയോ ചെയ്യേണ്ടത് ആവശ്യമാണ്. | |||||||
MIG, MAG വെൽഡിങ്ങിനുള്ള ഗ്യാസ് ഫ്ലോ ക്രമീകരണങ്ങൾ
എംഎംഎ വെൽഡിംഗ് ചെയ്യുമ്പോൾ ഇലക്ട്രോഡുകളുടെ നിലവിലെ ശക്തിയുടെയും വ്യാസത്തിന്റെയും പാരാമീറ്ററുകൾ
| ഇലക്ട്രോഡ് വ്യാസം, മില്ലീമീറ്റർ | വെൽഡിംഗ് കറന്റ്, എ
കുറഞ്ഞത് പരമാവധി |
|
| 1,6 | 20 | 50 |
| 2,0 | 40 | 80 |
| 2,5 | 60 | 110 |
| 3,2 | 80 | 160 |
| 4,0 | 120 | 200 |
വെൽഡ് സീം സവിശേഷതകൾ
എന്നതിനെ ആശ്രയിച്ച് ampഇലക്ട്രോഡിന്റെ വേഗവും വേഗതയും, നിങ്ങൾക്ക് ഇനിപ്പറയുന്ന ഫലങ്ങൾ ലഭിക്കും:

1. ഇലക്ട്രോഡിന്റെ വളരെ മന്ദഗതിയിലുള്ള ചലനം
2. വളരെ ചെറിയ ഒരു ആർക്ക്
3. വളരെ കുറഞ്ഞ വെൽഡിംഗ് കറന്റ് 4. വളരെ വേഗതയേറിയ ഇലക്ട്രോഡ് ചലനം 5. വളരെ നീളമുള്ള ആർക്ക്
6. വളരെ ഉയർന്ന വെൽഡിംഗ് കറന്റ് 7. സാധാരണ സീം
ചില പ്രായോഗിക കഴിവുകൾ നേടുന്നതിന് കുറച്ച് ടെസ്റ്റ് വെൽഡുകൾ നടത്താൻ ഞങ്ങൾ ശുപാർശ ചെയ്യുന്നു.
വെൽഡിംഗ് മെഷീൻ ഓഫ് ചെയ്യുന്നു. താപ സംരക്ഷണം
നിങ്ങളുടെ വെൽഡിംഗ് മെഷീനിലെ ഇലക്ട്രോണിക് ഭാഗങ്ങൾ അമിതമായി ചൂടാകുന്നത് തടയാൻ താപ സംരക്ഷണം സജ്ജീകരിച്ചിരിക്കുന്നു. താപനില കവിഞ്ഞാൽ, താപ സ്വിച്ച് ഉപകരണം ഓഫാക്കും. സൂചകത്തിന്റെ തിളക്കം താപ സംരക്ഷണത്തിന്റെ പ്രവർത്തനത്തെ സൂചിപ്പിക്കുന്നു.
ശ്രദ്ധിക്കുക! താപനില സാധാരണ പ്രവർത്തന താപനിലയിലേക്ക് മടങ്ങുമ്പോൾ, voltagഇലക്ട്രോഡിലേക്ക് ഇ ഓട്ടോമാറ്റിക്കായി വിതരണം ചെയ്യും. ഈ സമയത്ത് ഉൽപ്പന്നം ശ്രദ്ധിക്കാതെ വിടരുത്, പക്ഷേ ഇലക്ട്രോഡ് ഹോൾഡർ നിലത്തോ വെൽഡിംഗ് ചെയ്യേണ്ട ഭാഗങ്ങളിലോ കിടക്കും.
ഈ സമയത്ത് സ്വിച്ച് ഉപയോഗിച്ച് ഉപകരണം ഓഫ് ചെയ്യാൻ ഞങ്ങൾ ശുപാർശ ചെയ്യുന്നു.
പ്രവർത്തന സമയത്ത് ഉൽപ്പന്നം ചൂടാക്കുന്നത് സാധാരണമാണ്.
ശ്രദ്ധിക്കുക! വെൽഡിംഗ് മെഷീനിന്റെ തകരാറുകളോ അകാല പരാജയമോ ഒഴിവാക്കാൻ (പ്രത്യേകിച്ച് തെർമൽ സ്വിച്ച് ഇടയ്ക്കിടെ ട്രിപ്പുചെയ്യുന്നത് ഉപയോഗിച്ച്), ജോലി തുടരുന്നതിന് മുമ്പ്, താപ സംരക്ഷണം ട്രിപ്പുചെയ്യുന്നതിനുള്ള കാരണം കണ്ടെത്തുക. ഇത് ചെയ്യുന്നതിന്, മെയിനിൽ നിന്ന് ഉപകരണം വിച്ഛേദിച്ച് ഈ മാനുവലിലെ "സാധ്യമായ തകരാറുകളും അവ ഇല്ലാതാക്കുന്നതിനുള്ള രീതികളും" വിഭാഗം പരിശോധിക്കുക.
സാധ്യമായ തകരാറുകളും അവ ഇല്ലാതാക്കുന്നതിനുള്ള രീതികളും
ഉൽപ്പന്നത്തിന്റെ നല്ല അവസ്ഥ നിരീക്ഷിക്കുക. സംശയാസ്പദമായ ദുർഗന്ധം, പുക, തീ, തീപ്പൊരി എന്നിവ ഉണ്ടായാൽ, ഉപകരണം ഓഫ് ചെയ്യുക, മെയിനിൽ നിന്ന് വിച്ഛേദിക്കുക, ഒരു പ്രത്യേക സേവന കേന്ദ്രവുമായി ബന്ധപ്പെടുക.
ഉൽപ്പന്നത്തിന്റെ പ്രവർത്തനത്തിൽ എന്തെങ്കിലും അസ്വാഭാവികത കണ്ടെത്തിയാൽ, ഉടൻ തന്നെ അത് ഉപയോഗിക്കുന്നത് നിർത്തുക. ഉൽപ്പന്നത്തിന്റെ സാങ്കേതിക സങ്കീർണ്ണത കാരണം, പരിധി സംസ്ഥാന മാനദണ്ഡങ്ങൾ ഉപയോക്താവിന് സ്വതന്ത്രമായി നിർണ്ണയിക്കാൻ കഴിയില്ല.
വ്യക്തമായതോ സംശയിക്കപ്പെടുന്നതോ ആയ ഒരു തകരാറിന്റെ കാര്യത്തിൽ, "സാധ്യമായ തകരാറുകളും അവ ഇല്ലാതാക്കുന്നതിനുള്ള രീതികളും" എന്ന വിഭാഗം കാണുക. പട്ടികയിൽ ഒരു തകരാറും ഇല്ലെങ്കിൽ അല്ലെങ്കിൽ.
നിങ്ങൾക്ക് അത് പരിഹരിക്കാൻ കഴിഞ്ഞില്ലെങ്കിൽ, ഒരു പ്രത്യേക സേവന കേന്ദ്രവുമായി ബന്ധപ്പെടുക.
മറ്റെല്ലാ ജോലികളും (അറ്റകുറ്റപ്പണികൾ ഉൾപ്പെടെ) സർവീസ് സെന്ററുകളിലെ സ്പെഷ്യലിസ്റ്റുകൾ മാത്രമേ നടത്താവൂ.
| പ്രശ്നം | സാധ്യമായ കാരണം | പരിഹാരം | |
|
1 |
സൂചകം താപ സംരക്ഷണത്തിലാണ്. |
വാല്യംtagഇ വളരെ ഉയർന്നതാണ് | പവർ സ്രോതസ്സ് ഓഫ് ചെയ്യുക; പ്രധാന ഭക്ഷണം പരിശോധിക്കുക; വോളിയം ആകുമ്പോൾ മെഷീൻ വീണ്ടും ഓണാക്കുകtagഇ സാധാരണമാണ്. |
| വാല്യംtagഇ വളരെ കുറവാണ് | |||
| മോശം വായു പ്രവാഹം | വായുസഞ്ചാരം മെച്ചപ്പെടുത്തുക | ||
| ഉപകരണത്തിൻ്റെ താപ സംരക്ഷണം പ്രവർത്തനക്ഷമമാക്കി | ഉപകരണം തണുപ്പിക്കട്ടെ | ||
|
2 |
വയർ ഫീഡ് ഇല്ല |
വയർ ഫീഡ് നോബ് കുറഞ്ഞത് | ക്രമീകരിക്കുക |
| നിലവിലെ ടിപ്പ് ഒട്ടിക്കുന്നു | നുറുങ്ങ് മാറ്റിസ്ഥാപിക്കുക | ||
| ഫീഡ് റോളറുകൾ വയർ വ്യാസവുമായി പൊരുത്തപ്പെടുന്നില്ല | വലത് റോളറിൽ ഇടുക | ||
|
3 |
ഫാൻ പ്രവർത്തിക്കുന്നില്ല അല്ലെങ്കിൽ പതുക്കെ കറങ്ങുന്നു | പവർ ബട്ടൺ പ്രവർത്തിക്കുന്നില്ല | ദയവായി സേവന കേന്ദ്രവുമായി ബന്ധപ്പെടുക |
| ഫാൻ തകർന്നു | |||
| മോശം ഫാൻ കണക്ഷൻ | കണക്ഷൻ പരിശോധിക്കുക | ||
|
4 |
അസ്ഥിരമായ ആർക്ക്, വലിയ സ്പാറ്റർ |
മോശം ഭാഗം കോൺടാക്റ്റ് | സമ്പർക്കം മെച്ചപ്പെടുത്തുക |
| നെറ്റ്വർക്ക് കേബിൾ വളരെ നേർത്തതാണ്, വൈദ്യുതി നഷ്ടപ്പെട്ടു | നെറ്റ്വർക്ക് കേബിൾ മാറ്റുക | ||
| ഇൻപുട്ട് വോളിയംtagഇ വളരെ കുറവാണ് | ഇൻപുട്ട് വോളിയം വർദ്ധിപ്പിക്കുകtagഒരു റെഗുലേറ്റർ ഉപയോഗിച്ച് ഇ | ||
| ബർണറിന്റെ ഭാഗങ്ങൾ നശിച്ചു | ബർണറിന്റെ ഭാഗങ്ങൾ മാറ്റിസ്ഥാപിക്കുക | ||
| 5 | ആർക്ക് അടിക്കുന്നില്ല | തകർന്ന വെൽഡിംഗ് കേബിൾ | കേബിൾ പരിശോധിക്കുക |
| ഭാഗം വൃത്തികെട്ടതാണ്, പെയിൻ്റിൽ, തുരുമ്പിൽ | ഭാഗം വൃത്തിയാക്കുക | ||
|
6 |
ഷീൽഡിംഗ് ഗ്യാസ് ഇല്ല |
ബർണർ ശരിയായി ബന്ധിപ്പിച്ചിട്ടില്ല | ബർണർ ശരിയായി ബന്ധിപ്പിക്കുക |
| ഗ്യാസ് ഹോസ് കിങ്ക് അല്ലെങ്കിൽ കേടായിരിക്കുന്നു | ഗ്യാസ് ഹോസ് പരിശോധിക്കുക | ||
| ഹോസ് കണക്ഷനുകൾ അയഞ്ഞതാണ് | ഹോസ് കണക്ഷനുകൾ പരിശോധിക്കുക | ||
| 7 | മറ്റുള്ളവ | ദയവായി സേവന കേന്ദ്രവുമായി ബന്ധപ്പെടുക |
ഗ്രാഫിക് ചിഹ്നങ്ങളും സാങ്കേതിക ഡാറ്റയും
| U0…….വി | ഈ ചിഹ്നം ദ്വിതീയ നോ-ലോഡ് വോളിയം കാണിക്കുന്നുtagഇ (വോൾട്ടുകളിൽ). |
| X | ഈ ചിഹ്നം റേറ്റുചെയ്ത ഡ്യൂട്ടി സൈക്കിൾ കാണിക്കുന്നു. |
| I2.....എ | ഈ ചിഹ്നം വെൽഡിംഗ് കറൻ്റ് കാണിക്കുന്നു AMPS. |
| U2…… V | ഈ ചിഹ്നം വെൽഡിംഗ് വോളിയം കാണിക്കുന്നുtagഇ VOLTS-ൽ. |
| U1 | ഈ ചിഹ്നം റേറ്റുചെയ്ത വിതരണ വോള്യം കാണിക്കുന്നുtage. |
| I1max…A | ഈ ചിഹ്നം വെൽഡിംഗ് യൂണിറ്റിന്റെ പരമാവധി ആഗിരണം ചെയ്യപ്പെടുന്ന വൈദ്യുതധാരയെ കാണിക്കുന്നു AMP. |
| I1eff…എ | ഈ ചിഹ്നം വെൽഡിംഗ് യൂണിറ്റിന്റെ പരമാവധി ആഗിരണം ചെയ്യപ്പെടുന്ന വൈദ്യുതധാരയെ കാണിക്കുന്നു AMP. |
| IP21S | ഈ ചിഹ്നം വെൽഡിംഗ് യൂണിറ്റിൻ്റെ സംരക്ഷണ ക്ലാസ് കാണിക്കുന്നു. |
| S | വൈദ്യുത ആഘാതത്തിൻ്റെ ഉയർന്ന അപകടസാധ്യതയുള്ള അന്തരീക്ഷത്തിൽ വെൽഡിംഗ് യൂണിറ്റ് ഉപയോഗിക്കുന്നതിന് അനുയോജ്യമാണെന്ന് ഈ ചിഹ്നം കാണിക്കുന്നു. |
 |
ഈ ചിഹ്നം പ്രവർത്തനത്തിന് മുമ്പ് ഓപ്പറേറ്റിംഗ് നിർദ്ദേശങ്ങൾ ശ്രദ്ധാപൂർവ്വം വായിക്കുന്നതായി കാണിക്കുന്നു. |
| |
ഈ ചിഹ്നം വെൽഡിംഗ് യൂണിറ്റ് ഒരു സിംഗിൾ ഫേസ് ഡിസി വെൽഡർ ആണെന്ന് കാണിക്കുന്നു. |
 |
ഈ ചിഹ്നം ഹെർട്സിലെ വിതരണ പവർ ഘട്ടവും ലൈൻ ആവൃത്തിയും കാണിക്കുന്നു. |
പരിപാലനവും സേവനവും
പരിപാലനവും ശുചീകരണവും
- വൈദ്യുതിയിൽ എന്തെങ്കിലും ജോലി ചെയ്യുന്നതിന് മുമ്പ് സോക്കറ്റിൽ നിന്ന് പ്ലഗ് പുറത്തെടുക്കുക.
- വരണ്ടതും ശുദ്ധവുമായ കംപ്രസ്ഡ് എയർ ഉപയോഗിച്ച് പതിവായി പൊടി നീക്കം ചെയ്യുക. ശക്തമായ പുകയും മലിനമായ വായുവും ഉള്ള ഒരു അന്തരീക്ഷത്തിലാണ് വെൽഡിംഗ് മെഷീൻ പ്രവർത്തിപ്പിക്കുന്നതെങ്കിൽ, മെഷീൻ ഒരു തവണയെങ്കിലും വൃത്തിയാക്കേണ്ടതുണ്ട്.
- ചെറുതും സെൻസിറ്റീവുമായ ഘടകങ്ങൾക്ക് കേടുപാടുകൾ സംഭവിക്കുന്നത് തടയാൻ കംപ്രസ് ചെയ്ത വായുവിന്റെ മർദ്ദം ന്യായമായ പരിധിക്കുള്ളിലായിരിക്കണം.
- വെൽഡിംഗ് മെഷീനിന്റെ ആന്തരിക സർക്യൂട്ട് പതിവായി പരിശോധിക്കുകയും സർക്യൂട്ട് കണക്ഷനുകൾ കൃത്യമായും ദൃഢമായും ബന്ധിപ്പിച്ചിട്ടുണ്ടെന്ന് ഉറപ്പാക്കുകയും ചെയ്യുക (പ്രത്യേകിച്ച് പ്ലഗ്-ഇൻ കണക്ടറും ഘടകങ്ങളും). സ്കെയിലും തുരുമ്പും കണ്ടെത്തിയാൽ, ദയവായി അത് വൃത്തിയാക്കി വീണ്ടും ബന്ധിപ്പിക്കുക.
- മെഷീനിലേക്ക് വെള്ളവും നീരാവിയും പ്രവേശിക്കുന്നത് തടയുക. അങ്ങനെ സംഭവിച്ചാൽ, ദയവായി അത് ഊതി ഉണക്കി, ഇൻസുലേഷൻ പരിശോധിക്കുക.
- വെൽഡിംഗ് മെഷീൻ ദീർഘനേരം ഉപയോഗിക്കാൻ പറ്റുന്നില്ലെങ്കിൽ, അത് പാക്കിംഗ് ബോക്സിൽ ഇട്ട് ഉണങ്ങിയതും വൃത്തിയുള്ളതുമായ സ്ഥലത്ത് സൂക്ഷിക്കണം.
സുരക്ഷാ അപകടങ്ങൾ ഒഴിവാക്കാൻ, പവർ സപ്ലൈ കോർഡ് മാറ്റിസ്ഥാപിക്കണമെങ്കിൽ, ഇത് PIT അല്ലെങ്കിൽ PIT പവർ ടൂളുകൾ നന്നാക്കാൻ അധികാരമുള്ള വിൽപ്പനാനന്തര സേവന കേന്ദ്രം വഴി ചെയ്യണം.
സേവനം
- നിങ്ങളുടെ പവർ ടൂൾ നന്നാക്കാൻ യോഗ്യതയുള്ള ഉദ്യോഗസ്ഥരെ മാത്രം അനുവദിക്കുക, യഥാർത്ഥ ഭാഗങ്ങൾ മാത്രം ഉപയോഗിക്കുക. ഇത് പവർ ടൂളിന്റെ സുരക്ഷ ഉറപ്പാക്കുന്നു.
അംഗീകൃത സേവന കേന്ദ്രങ്ങളുടെ പട്ടിക ആകാം viewed ഒഫീഷ്യൽ webലിങ്ക് വഴി PIT-യുടെ സൈറ്റ്: https://pittools.ru/servises/
സംഭരണവും ഗതാഗതവും
വെൽഡിംഗ് മെഷീൻ 0 മുതൽ + 40 ° C വരെയുള്ള താപനിലയിലും + 80% വരെ ആപേക്ഷിക ആർദ്രതയിലും സ്വാഭാവിക വായുസഞ്ചാരമുള്ള അടച്ച മുറികളിൽ സൂക്ഷിക്കണം. വായുവിൽ ആസിഡ് നീരാവി, ക്ഷാരങ്ങൾ, മറ്റ് ആക്രമണാത്മക മാലിന്യങ്ങൾ എന്നിവയുടെ സാന്നിധ്യം അനുവദനീയമല്ല.
നിർമ്മാതാവിന്റെ പാക്കേജിംഗിലോ അല്ലാതെയോ ഏത് തരത്തിലുള്ള അടച്ച ഗതാഗതത്തിലൂടെയും ഉൽപ്പന്നങ്ങൾ കൊണ്ടുപോകാൻ കഴിയും, അതേസമയം മെക്കാനിക്കൽ കേടുപാടുകൾ, മഴ എന്നിവയിൽ നിന്ന് ഉൽപ്പന്നത്തെ സംരക്ഷിക്കുന്നു.
 മാലിന്യം സംസ്കരിക്കുക
മാലിന്യം സംസ്കരിക്കുക
കേടായ പവർ ടൂളുകൾ, ബാറ്ററികൾ, ആക്സസറികൾ, മാലിന്യ പാക്കേജിംഗ് വസ്തുക്കൾ എന്നിവ പരിസ്ഥിതി സൗഹൃദപരമായ രീതിയിൽ പുനരുപയോഗം ചെയ്ത് വീണ്ടും ഉപയോഗിക്കണം.
പവർ ടൂളുകളും അക്യുമുലേറ്ററുകളും / ബാറ്ററികളും സാധാരണ ഗാർഹിക മാലിന്യങ്ങളിലേക്ക് വലിച്ചെറിയരുത്!
ഉൽപ്പന്ന സീരിയൽ നമ്പർ വ്യാഖ്യാനം സീരിയൽ നമ്പർ
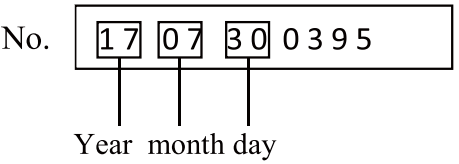
ഉൽപ്പന്ന സീരിയൽ സംഖ്യയുടെ ആദ്യ, രണ്ടാമത്തെ അക്കങ്ങൾ ഇടത്തുനിന്ന് വലത്തോട്ട്
ഉൽപ്പാദന വർഷം, മൂന്നാമത്തെയും നാലാമത്തെയും അക്കങ്ങൾ ഉൽപ്പാദന മാസത്തെ സൂചിപ്പിക്കുന്നു.
അഞ്ചാമത്തെയും ആറാമത്തെയും അക്കങ്ങൾ ഉത്പാദന ദിവസത്തെ സൂചിപ്പിക്കുന്നു.
വാറന്റി സേവന നിബന്ധനകൾ
- ഈ വാറന്റി സർട്ടിഫിക്കറ്റ് മാത്രമാണ് നിങ്ങളുടെ സൗജന്യ വാറന്റി അവകാശം സ്ഥിരീകരിക്കുന്ന ഒരേയൊരു രേഖ. ഈ സർട്ടിഫിക്കറ്റ് ഹാജരാക്കാതെ, ഒരു ക്ലെയിമും സ്വീകരിക്കുന്നതല്ല. നഷ്ടമോ കേടുപാടുകളോ സംഭവിച്ചാൽ, വാറന്റി സർട്ടിഫിക്കറ്റ് പുനഃസ്ഥാപിക്കില്ല.
- ഇലക്ട്രിക് മെഷീനിന്റെ വാറന്റി കാലയളവ് വിൽപ്പന തീയതി മുതൽ 12 മാസമാണ്, വാറന്റി കാലയളവിൽ സേവന വകുപ്പ് നിർമ്മാണ വൈകല്യങ്ങൾ ഇല്ലാതാക്കുകയും നിർമ്മാതാവിന്റെ പിഴവ് കാരണം പരാജയപ്പെട്ട ഭാഗങ്ങൾ സൗജന്യമായി മാറ്റിസ്ഥാപിക്കുകയും ചെയ്യുന്നു. വാറന്റി അറ്റകുറ്റപ്പണിയിൽ, തുല്യമായ പ്രവർത്തനക്ഷമമായ ഉൽപ്പന്നം നൽകില്ല. മാറ്റിസ്ഥാപിക്കാവുന്ന ഭാഗങ്ങൾ സേവന ദാതാക്കളുടെ സ്വത്തായി മാറുന്നു.
വൈദ്യുത യന്ത്രത്തിന്റെ പ്രവർത്തനം മൂലമുണ്ടാകുന്ന കേടുപാടുകൾക്ക് PIT ബാധ്യസ്ഥനല്ല.
- താഴെപ്പറയുന്നവ കൃത്യമായി നടപ്പിലാക്കിയ രേഖകൾക്കൊപ്പം വൃത്തിയുള്ള ഉപകരണം മാത്രം: ഈ വാറണ്ടി സർട്ടിഫിക്കറ്റ്, വാറന്റി കാർഡ്, എല്ലാ ഫീൽഡുകളും പൂരിപ്പിച്ചിരിക്കുന്നു, സ്റ്റെയിൻലെസ്സ് സ്റ്റീൽ വഹിക്കുന്നു.amp വ്യാപാര സ്ഥാപനത്തിന്റെ സാക്ഷ്യപത്രവും വാങ്ങുന്നയാളുടെ ഒപ്പും വാറണ്ടിക്കായി സ്വീകരിക്കും.
- ഇനിപ്പറയുന്ന സാഹചര്യങ്ങളിൽ വാറന്റി അറ്റകുറ്റപ്പണി നടത്തുന്നില്ല:
- ഒരു വാറന്റി സർട്ടിഫിക്കറ്റിന്റെയും വാറന്റി കാർഡിന്റെയും അഭാവത്തിൽ അല്ലെങ്കിൽ അവയുടെ തെറ്റായ നിർവ്വഹണം;
- ഇലക്ട്രിക് എഞ്ചിന്റെ റോട്ടറിന്റെയും സ്റ്റേറ്ററിന്റെയും പരാജയം, വെൽഡിംഗ് മെഷീനിന്റെ ട്രാൻസ്ഫോർമറിന്റെ പ്രൈമറി വൈൻഡിംഗ് കരിഞ്ഞുപോവുകയോ ഉരുകുകയോ ചെയ്യുക, ചാർജിംഗ് അല്ലെങ്കിൽ സ്റ്റാർട്ടിംഗ്-ചാർജിംഗ് ഉപകരണം, ആന്തരിക ഭാഗങ്ങൾ ഉരുകുക, ഇലക്ട്രോണിക് സർക്യൂട്ട് ബോർഡുകൾ കത്തിക്കുക;
- ഒരു വാറന്റി സർട്ടിഫിക്കറ്റ് അല്ലെങ്കിൽ ഒരു വാറന്റി കാർഡ് ഉണ്ടെങ്കിൽ
ഈ ഇലക്ട്രിക് മെഷീനുമായോ വിതരണക്കാരൻ സ്ഥാപിച്ച ഫോമുമായോ പൊരുത്തപ്പെടുന്നില്ല;
- വാറൻ്റി കാലയളവ് അവസാനിക്കുമ്പോൾ;
- വാറന്റി വർക്ക്ഷോപ്പിന് പുറത്ത് ഇലക്ട്രിക് മെഷീൻ തുറക്കാനോ നന്നാക്കാനോ ശ്രമിക്കുമ്പോൾ; വാറന്റി കാലയളവിൽ, തെളിവനുസരിച്ച്, ഉപകരണത്തിൽ ഘടനാപരമായ മാറ്റങ്ങളും ലൂബ്രിക്കേഷനും വരുത്തുക, ഉദാഹരണത്തിന്ample, നോൺ-റൊട്ടേഷണൽ ഫാസ്റ്റനറുകളുടെ സ്പ്ലൈൻ ഭാഗങ്ങളിലെ ക്രീസുകൾ വഴി
- ഉൽപാദനത്തിനോ ലാഭമുണ്ടാക്കുന്നതുമായി ബന്ധപ്പെട്ട മറ്റ് ആവശ്യങ്ങൾക്കോ വൈദ്യുത ഉപകരണങ്ങൾ ഉപയോഗിക്കുമ്പോൾ, അതുപോലെ തന്നെ GOST സ്ഥാപിച്ച മാനദണ്ഡങ്ങൾ കവിയുന്ന പവർ നെറ്റ്വർക്ക് പാരാമീറ്ററുകളുടെ അസ്ഥിരതയുമായി ബന്ധപ്പെട്ട തകരാറുകൾ ഉണ്ടാകുമ്പോഴും;
- അനുചിതമായ പ്രവർത്തനത്തിന്റെ സാഹചര്യങ്ങളിൽ (ഉദ്ദേശിച്ച ആവശ്യങ്ങൾക്ക് പുറമെയുള്ള ആവശ്യങ്ങൾക്ക് ഇലക്ട്രിക് മെഷീൻ ഉപയോഗിക്കുക, നിർമ്മാതാവ് നൽകിയിട്ടില്ലാത്ത അറ്റാച്ച്മെന്റുകൾ, ആക്സസറികൾ എന്നിവയുടെ ഇലക്ട്രിക് മെഷീനിലേക്കുള്ള അറ്റാച്ച്മെന്റുകൾ);
- കേസ്, പവർ കോർഡ് എന്നിവയ്ക്ക് മെക്കാനിക്കൽ കേടുപാടുകൾ സംഭവിച്ചാലും, ആക്രമണാത്മക ഏജന്റുകൾ മൂലവും ഉയർന്നതും താഴ്ന്നതുമായ താപനിലകൾ മൂലവും ഉണ്ടാകുന്ന കേടുപാടുകൾ സംഭവിച്ചാലും, ഇലക്ട്രിക് മെഷീനിന്റെ വെന്റിലേഷൻ ഗ്രിഡുകളിൽ വിദേശ വസ്തുക്കൾ പ്രവേശിക്കുമ്പോഴും, അനുചിതമായ സംഭരണം മൂലമുണ്ടാകുന്ന കേടുപാടുകൾ സംഭവിച്ചാലും (ലോഹ ഭാഗങ്ങളുടെ നാശം);
- ദീർഘകാല പ്രവർത്തനത്തിന്റെ ഫലമായി വൈദ്യുത യന്ത്രത്തിന്റെ ഭാഗങ്ങളിൽ സ്വാഭാവിക തേയ്മാനം (നിർദ്ദിഷ്ട ശരാശരി ആയുസ്സിന്റെ പൂർണ്ണമായോ ഭാഗികമായോ കുറയുന്നതിന്റെ സൂചനകൾ, വലിയ മലിനീകരണം, വൈദ്യുത യന്ത്രത്തിന് പുറത്തും അകത്തും തുരുമ്പിന്റെ സാന്നിധ്യം, ഗിയർബോക്സിലെ മാലിന്യ ലൂബ്രിക്കന്റ് എന്നിവയുടെ അടിസ്ഥാനത്തിൽ നിർണ്ണയിക്കപ്പെടുന്നു);
- പ്രവർത്തനത്തിൽ വ്യക്തമാക്കിയിട്ടില്ലാത്ത ആവശ്യങ്ങൾക്കായി ഉപകരണത്തിന്റെ ഉപയോഗം
- ഉപകരണത്തിന് മെക്കാനിക്കൽ കേടുപാടുകൾ;
- നിർദ്ദേശത്തിൽ വ്യക്തമാക്കിയിട്ടുള്ള ഓപ്പറേറ്റിംഗ് വ്യവസ്ഥകൾ പാലിക്കാത്തതുമൂലം കേടുപാടുകൾ സംഭവിച്ചാൽ (മാനുവലിന്റെ "സുരക്ഷാ മുൻകരുതലുകൾ" എന്ന അധ്യായം കാണുക).
- സംഭരണ, ഗതാഗത നിയമങ്ങൾ പാലിക്കാത്തതിനാൽ ഉൽപ്പന്നത്തിന് കേടുപാടുകൾ സംഭവിക്കാം.
- ഉപകരണത്തിന്റെ ശക്തമായ ആന്തരിക മലിനീകരണത്തിന്റെ കാര്യത്തിൽ.
വാറന്റി കാലയളവിൽ ഇലക്ട്രിക് മെഷീനുകളുടെ (ക്ലീനിംഗ്, വാഷിംഗ്, ലൂബ്രിക്കേഷൻ, ആന്തറുകൾ മാറ്റിസ്ഥാപിക്കൽ, പിസ്റ്റൺ, സീലിംഗ് വളയങ്ങൾ) പ്രിവന്റീവ് മെയിന്റനൻസ് ഒരു പണമടച്ചുള്ള സേവനമാണ്.
ഉൽപ്പന്നത്തിന്റെ സേവന ആയുസ്സ് 3 വർഷമാണ്. ഷെൽഫ് ആയുസ്സ് 2 വർഷമാണ്. ഉപകരണത്തിന്റെ ലേബലിലെ സീരിയൽ നമ്പറിൽ സൂചിപ്പിച്ചിരിക്കുന്ന നിർമ്മാണ തീയതി മുതൽ 2 വർഷത്തെ സംഭരണത്തിനുശേഷം, പ്രാഥമിക പരിശോധന കൂടാതെ (നിർവചനത്തിനായി) ഇത് ഉപയോഗിക്കാൻ ശുപാർശ ചെയ്യുന്നില്ല.
(ഉപയോക്തൃ മാനുവൽ കാണുക, മുമ്പ് കാണുക).
സർവീസ് സെന്ററിൽ ഡയഗ്നോസ്റ്റിക്സ് പൂർത്തിയാകുമ്പോൾ, മുകളിൽ പറഞ്ഞ വാറന്റി സേവന നിബന്ധനകളുടെ ഏതെങ്കിലും ലംഘനങ്ങൾ ഉടമയെ അറിയിക്കും.
ഉപകരണത്തിന്റെ ഉടമ തന്റെ അഭാവത്തിൽ സേവന കേന്ദ്രത്തിൽ നടത്തേണ്ട രോഗനിർണയ നടപടിക്രമങ്ങൾ ഏൽപ്പിക്കുന്നു.
ഗിയർബോക്സിൽ അമിതമായ ചൂട്, തീപ്പൊരി, ശബ്ദം എന്നിവയുടെ ലക്ഷണങ്ങൾ ഉണ്ടാകുമ്പോൾ വൈദ്യുത യന്ത്രം പ്രവർത്തിപ്പിക്കരുത്. തകരാറിന്റെ കാരണം നിർണ്ണയിക്കാൻ, വാങ്ങുന്നയാൾ വാറന്റി സേവന കേന്ദ്രവുമായി ബന്ധപ്പെടണം.
എഞ്ചിന്റെ കാർബൺ ബ്രഷുകൾ വൈകി മാറ്റിസ്ഥാപിക്കുന്നതിലൂടെ ഉണ്ടാകുന്ന തകരാറുകൾ വാങ്ങുന്നയാളുടെ ചെലവിൽ ഇല്ലാതാക്കുന്നു.
- വാറൻ്റി ഉൾപ്പെടുന്നില്ല:
- പകരം ആക്സസറികൾ (ആക്സസറികളും ഘടകങ്ങളും), ഉദാഹരണത്തിന്ample: ബാറ്ററികൾ, ഡിസ്കുകൾ, ബ്ലേഡുകൾ, ഡ്രിൽ ബിറ്റുകൾ, ബോററുകൾ, ചക്കുകൾ, ചങ്ങലകൾ, സ്പ്രോക്കറ്റുകൾ, കോളറ്റ് clampഗൈഡ് റെയിലുകൾ, ടെൻഷൻ, ഫാസ്റ്റണിംഗ് ഘടകങ്ങൾ, ട്രിമ്മിംഗ് ഉപകരണ ഹെഡുകൾ, ഗ്രൈൻഡിംഗ്, ബെൽറ്റ് സാൻഡർ മെഷീനുകളുടെ ബേസ്, ഷഡ്ഭുജ ഹെഡുകൾ,,
- വേഗത്തിൽ ധരിക്കുന്ന ഭാഗങ്ങൾ, ഉദാഹരണത്തിന്ample: കാർബൺ ബ്രഷുകൾ, ഡ്രൈവ് ബെൽറ്റുകൾ, സീലുകൾ, സംരക്ഷണ കവറുകൾ, ഗൈഡിംഗ് റോളറുകൾ, ഗൈഡുകൾ, റബ്ബർ സീലുകൾ, ബെയറിംഗുകൾ, ടൂത്ത് ബെൽറ്റുകളും വീലുകളും, ഷാങ്കുകൾ, ബ്രേക്ക് ബെൽറ്റുകൾ, സ്റ്റാർട്ടർ റാച്ചെറ്റുകളും കയറുകളും, പിസ്റ്റൺ വളയങ്ങൾ, വാറന്റി കാലയളവിൽ അവ മാറ്റിസ്ഥാപിക്കുന്നത് പണമടച്ചുള്ള സേവനമാണ്;
- പവർ കോഡുകൾ, ഇൻസുലേഷന് കേടുപാടുകൾ സംഭവിച്ചാൽ, ഉടമയുടെ സമ്മതമില്ലാതെ പവർ കോഡുകൾ നിർബന്ധിതമായി മാറ്റിസ്ഥാപിക്കേണ്ടതാണ് (പണമടച്ചുള്ള സേവനം);
- ടൂൾ കേസ്.
ഈ മാനുവലിനെ കുറിച്ച് കൂടുതൽ വായിക്കുക, PDF ഡൗൺലോഡ് ചെയ്യുക:
പ്രമാണങ്ങൾ / വിഭവങ്ങൾ
 |
PIT PMAG200-C ത്രീ ഫംഗ്ഷൻ വെൽഡിംഗ് മെഷീൻ [pdf] നിർദ്ദേശ മാനുവൽ PMAG200-C, PMAG200-C ത്രീ ഫംഗ്ഷൻ വെൽഡിംഗ് മെഷീൻ, മൂന്ന് ഫംഗ്ഷൻ വെൽഡിംഗ് മെഷീൻ, ഫംഗ്ഷൻ വെൽഡിംഗ് മെഷീൻ, വെൽഡിംഗ് മെഷീൻ, മെഷീൻ, MIG-MMA-TIG-200A |