PIT PMAG200-C ਤਿੰਨ ਫੰਕਸ਼ਨ ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ ਨਿਰਦੇਸ਼ ਮੈਨੂਅਲ

ਸੁਰੱਖਿਆ ਨੋਟਸ
ਜਨਰਲ ਪਾਵਰ ਟੂਲ ਸੁਰੱਖਿਆ ਚੇਤਾਵਨੀਆਂ ਚੇਤਾਵਨੀ ਸਾਰੀਆਂ ਸੁਰੱਖਿਆ ਚੇਤਾਵਨੀਆਂ ਅਤੇ ਸਾਰੀਆਂ ਹਦਾਇਤਾਂ ਪੜ੍ਹੋ।

ਚੇਤਾਵਨੀਆਂ ਅਤੇ ਨਿਰਦੇਸ਼ਾਂ ਦੀ ਪਾਲਣਾ ਕਰਨ ਵਿੱਚ ਅਸਫਲਤਾ ਦੇ ਨਤੀਜੇ ਵਜੋਂ ਬਿਜਲੀ ਦਾ ਝਟਕਾ, ਅੱਗ ਅਤੇ/ਜਾਂ ਗੰਭੀਰ ਸੱਟ ਲੱਗ ਸਕਦੀ ਹੈ।
ਭਵਿੱਖ ਦੇ ਸੰਦਰਭ ਲਈ ਸਾਰੀਆਂ ਚੇਤਾਵਨੀਆਂ ਅਤੇ ਨਿਰਦੇਸ਼ਾਂ ਨੂੰ ਸੁਰੱਖਿਅਤ ਕਰੋ।
ਚਿਤਾਵਨੀਆਂ ਵਿਚ ਸ਼ਬਦ "ਪਾਵਰ ਟੂਲ" ਤੁਹਾਡੇ ਮੁੱਖ ਸੋਪਰੇਟਿਡ (ਕੋਰਡਡ) ਪਾਵਰ ਟੂਲ ਜਾਂ ਬੈਟਰੀ ਨਾਲ ਚੱਲਣ ਵਾਲੇ (ਕੋਰਡ ਰਹਿਤ) ਪਾਵਰ ਟੂਲ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ.
ਕੰਮ ਖੇਤਰ ਦੀ ਸੁਰੱਖਿਆ
- ਕੰਮ ਦੇ ਖੇਤਰ ਨੂੰ ਸਾਫ਼ ਅਤੇ ਚੰਗੀ ਤਰ੍ਹਾਂ ਪ੍ਰਕਾਸ਼ਤ ਰੱਖੋ।ਗੁੰਝਲਦਾਰ ਜਾਂ ਹਨੇਰੇ ਖੇਤਰ ਸੱਦਾ ਦਿੰਦੇ ਹਨ
- ਪਾਵਰ ਟੂਲਸ ਨੂੰ ਵਿਸਫੋਟਕ ਵਿੱਚ ਨਾ ਚਲਾਓ ਜਿਵੇਂ ਕਿ ਜਲਣਸ਼ੀਲ ਤਰਲ, ਗੈਸਾਂ ਜਾਂ ਧੂੜ ਦੀ ਮੌਜੂਦਗੀ ਵਿੱਚ। ਪਾਵਰ ਟੂਲ ਚੰਗਿਆੜੀਆਂ ਬਣਾਉਂਦੇ ਹਨ ਜੋ ਧੂੜ ਜਾਂ ਧੂੰਏਂ ਨੂੰ ਸਾੜ ਸਕਦੇ ਹਨ।
- ਪਾਵਰ ਚਲਾਉਂਦੇ ਸਮੇਂ ਬੱਚਿਆਂ ਅਤੇ ਦਰਸ਼ਕਾਂ ਨੂੰ ਦੂਰ ਰੱਖੋ ਧਿਆਨ ਭਟਕਣ ਕਾਰਨ ਤੁਸੀਂ ਕੰਟਰੋਲ ਗੁਆ ਸਕਦੇ ਹੋ।
ਇਲੈਕਟ੍ਰੀਕਲ ਸੁਰੱਖਿਆ
- ਪਾਵਰ ਟੂਲ ਪਲੱਗ ਆ mustਟਲੇਟ ਨਾਲ ਮੇਲ ਖਾਂਦੇ ਹੋਣੇ ਚਾਹੀਦੇ ਹਨ. ਪਲੱਗ ਨੂੰ ਕਦੇ ਵੀ ਕਿਸੇ ਵੀ ਤਰੀਕੇ ਨਾਲ ਨਾ ਸੋਧੋ. ਕਿਸੇ ਵੀ ਅਡੈਪਟਰ ਪਲੱਗ ਦੀ ਵਰਤੋਂ ਮਿੱਟੀ ਵਾਲੀ (ਆਧਾਰਿਤ) ਸ਼ਕਤੀ ਨਾਲ ਨਾ ਕਰੋ ਅਣਸੋਧਿਆ ਪਲੱਗ ਅਤੇ ਮੈਚਿੰਗ ਆਊਟਲੇਟ ਬਿਜਲੀ ਦੇ ਝਟਕੇ ਦੇ ਜੋਖਮ ਨੂੰ ਘਟਾ ਦੇਣਗੇ।
- ਮਿੱਟੀ ਵਾਲੀਆਂ ਜਾਂ ਜ਼ਮੀਨੀ ਸਤਹਾਂ, ਜਿਵੇਂ ਕਿ ਪਾਈਪਾਂ, ਰੇਡੀਏਟਰਾਂ, ਰੇਂਜਾਂ ਅਤੇ ਫਰਿੱਜਾਂ ਨਾਲ ਸਰੀਰ ਦੇ ਸੰਪਰਕ ਤੋਂ ਬਚੋ। ਜੇ ਤੁਹਾਡਾ ਸਰੀਰ ਮਿੱਟੀ ਨਾਲ ਭਰਿਆ ਹੋਇਆ ਹੈ ਜਾਂ ਬਿਜਲੀ ਦੇ ਝਟਕੇ ਦਾ ਵੱਧ ਖ਼ਤਰਾ ਹੈ
- ਬਿਜਲੀ ਦੇ ਸਾਧਨਾਂ ਨੂੰ ਮੀਂਹ ਜਾਂ ਗਿੱਲੇ ਹਾਲਾਤਾਂ ਵਿੱਚ ਨਾ ਖੋਲ੍ਹੋ। ਪਾਵਰ ਟੂਲ ਵਿੱਚ ਪਾਣੀ ਦਾਖਲ ਹੋਣ ਨਾਲ ਇਲੈਕਟ੍ਰਿਕ ਦੇ ਖਤਰੇ ਵਿੱਚ ਵਾਧਾ ਹੋਵੇਗਾ
- ਡੋਰੀ ਦੀ ਦੁਰਵਰਤੋਂ ਨਾ ਕਰੋ. ਪਾਵਰ ਟੂਲ ਨੂੰ ਚੁੱਕਣ, ਖਿੱਚਣ ਜਾਂ ਅਨਪਲੱਗ ਕਰਨ ਲਈ ਕਦੇ ਵੀ ਕੋਰਡ ਦੀ ਵਰਤੋਂ ਨਾ ਕਰੋ। ਤਾਪ, ਤੇਲ, ਤਿੱਖੇ ਕਿਨਾਰਿਆਂ ਅਤੇ ਹਿਲਾਉਣ ਤੋਂ ਕੋਰਡ ਨੂੰ ਦੂਰ ਰੱਖੋ ਖਰਾਬ ਜਾਂ ਉਲਝੀਆਂ ਤਾਰਾਂ ਬਿਜਲੀ ਦੇ ਝਟਕੇ ਦੇ ਜੋਖਮ ਨੂੰ ਵਧਾਉਂਦੀਆਂ ਹਨ।
- ਪਾਵਰ ਟੂਲ ਨੂੰ ਬਾਹਰ ਚਲਾਉਣ ਵੇਲੇ, ਬਾਹਰੀ ਵਰਤੋਂ ਲਈ ਢੁਕਵੀਂ ਐਕਸਟੈਂਸ਼ਨ ਕੋਰਡ ਦੀ ਵਰਤੋਂ ਕਰੋ। ਬਾਹਰੀ ਵਰਤੋਂ ਲਈ ਢੁਕਵੀਂ ਕੋਰਡ ਦੀ ਵਰਤੋਂ ਬਿਜਲੀ ਦੇ ਖਤਰੇ ਨੂੰ ਘਟਾਉਂਦੀ ਹੈ
- ਜੇਕਰ ਵਿਗਿਆਪਨ ਵਿੱਚ ਪਾਵਰ ਟੂਲ ਚਲਾ ਰਹੇ ਹੋamp ਸਥਾਨ ਅਟੱਲ ਹੈ, ਇੱਕ ਬਕਾਇਆ ਮੌਜੂਦਾ ਡਿਵਾਈਸ (RCD) ਸੁਰੱਖਿਅਤ ਸਪਲਾਈ ਦੀ ਵਰਤੋਂ ਕਰੋ। ਇੱਕ RCD ਦੀ ਵਰਤੋਂ ਇਲੈਕਟ੍ਰਿਕ ਦੇ ਜੋਖਮ ਨੂੰ ਘਟਾਉਂਦੀ ਹੈ
ਨਿੱਜੀ ਸੁਰੱਖਿਆ
- ਸੁਚੇਤ ਰਹੋ, ਦੇਖੋ ਕਿ ਤੁਸੀਂ ਕੀ ਕਰ ਰਹੇ ਹੋ ਅਤੇ ਪਾਵਰ ਟੂਲ ਚਲਾਉਣ ਵੇਲੇ ਆਮ ਸਮਝ ਦੀ ਵਰਤੋਂ ਕਰੋ। ਜਦੋਂ ਤੁਸੀਂ ਥੱਕੇ ਹੋਏ ਹੋਵੋ ਜਾਂ ਨਸ਼ਿਆਂ, ਅਲਕੋਹਲ ਜਾਂ ਦੇ ਪ੍ਰਭਾਵ ਅਧੀਨ ਹੋਵੋ ਤਾਂ ਪਾਵਰ ਟੂਲ ਦੀ ਵਰਤੋਂ ਨਾ ਕਰੋ ਪਾਵਰ ਟੂਲ ਚਲਾਉਣ ਵੇਲੇ ਅਣਗਹਿਲੀ ਦੇ ਇੱਕ ਪਲ ਦੇ ਨਤੀਜੇ ਵਜੋਂ ਗੰਭੀਰ ਨਿੱਜੀ ਸੱਟ ਲੱਗ ਸਕਦੀ ਹੈ।
- ਨਿੱਜੀ ਸੁਰੱਖਿਆ ਦੀ ਵਰਤੋਂ ਕਰੋ ਹਮੇਸ਼ਾਂ ਅੱਖਾਂ ਦੀ ਸੁਰੱਖਿਆ ਪਹਿਨੋ. ਸੁਰੱਖਿਆ ਉਪਕਰਨ ਜਿਵੇਂ ਕਿ ਧੂੜ ਦਾ ਮਾਸਕ, ਨਾਨ-ਸਕਿਡ ਸੁਰੱਖਿਆ ਜੁੱਤੀਆਂ, ਸਖ਼ਤ ਟੋਪੀ ਜਾਂ ਢੁਕਵੀਂ ਸਥਿਤੀਆਂ ਲਈ ਵਰਤੇ ਜਾਣ ਵਾਲੇ ਸੁਣਨ ਦੀ ਸੁਰੱਖਿਆ ਨਿੱਜੀ ਸੱਟਾਂ ਨੂੰ ਘਟਾ ਦੇਵੇਗੀ।
- ਅਣਜਾਣੇ ਵਿੱਚ ਸ਼ੁਰੂ ਹੋਣ ਤੋਂ ਰੋਕੋ। ਪਾਵਰ ਸਰੋਤ ਅਤੇ/ਜਾਂ ਬੈਟਰੀ ਪੈਕ ਨਾਲ ਕਨੈਕਟ ਕਰਨ, ਚੁੱਕਣ ਜਾਂ ਚੁੱਕਣ ਤੋਂ ਪਹਿਲਾਂ ਇਹ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਸਵਿੱਚ ਆਫ-ਪੋਜ਼ੀਸ਼ਨ ਵਿੱਚ ਹੈ। ਸਵਿੱਚ 'ਤੇ ਆਪਣੀ ਉਂਗਲ ਨਾਲ ਪਾਵਰ ਟੂਲ ਚੁੱਕਣਾ ਜਾਂ ਸਵਿੱਚ ਆਨ ਵਾਲੇ ਪਾਵਰ ਟੂਲਜ਼ ਨੂੰ ਊਰਜਾਵਾਨ ਬਣਾਉਣਾ ਹਾਦਸਿਆਂ ਨੂੰ ਸੱਦਾ ਦਿੰਦਾ ਹੈ।
- ਪਾਵਰ ਟੂਲ ਨੂੰ ਚਾਲੂ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਕੋਈ ਵੀ ਐਡਜਸਟਿੰਗ ਕੁੰਜੀ ਜਾਂ ਰੈਂਚ ਹਟਾਓ ਪਾਵਰ ਟੂਲ ਦੇ ਘੁੰਮਦੇ ਹਿੱਸੇ ਨਾਲ ਜੁੜੀ ਇੱਕ ਰੈਂਚ ਜਾਂ ਚਾਬੀ ਛੱਡਣ ਦੇ ਨਤੀਜੇ ਵਜੋਂ ਵਿਅਕਤੀਗਤ ਸੱਟ ਲੱਗ ਸਕਦੀ ਹੈ।
- ਜ਼ਿਆਦਾ ਪਹੁੰਚ ਨਾ ਕਰੋ। ਹਰ ਸਮੇਂ ਸਹੀ ਪੈਰ ਅਤੇ ਸੰਤੁਲਨ ਰੱਖੋ। ਇਹ ਅਚਾਨਕ ਪਾਵਰ ਟੂਲ ਦੇ ਬਿਹਤਰ ਨਿਯੰਤਰਣ ਨੂੰ ਸਮਰੱਥ ਬਣਾਉਂਦਾ ਹੈ
- ਪਹਿਰਾਵਾ looseਿੱਲੇ ਕੱਪੜੇ ਜਾਂ ਗਹਿਣੇ ਨਾ ਪਹਿਨੋ. ਆਪਣੇ ਵਾਲਾਂ, ਕੱਪੜਿਆਂ ਅਤੇ ਦਸਤਾਨਿਆਂ ਨੂੰ ਹਿੱਲਣ ਵਾਲੇ ਹਿੱਸਿਆਂ ਤੋਂ ਦੂਰ ਰੱਖੋ. ਢਿੱਲੇ ਕੱਪੜੇ, ਗਹਿਣੇ ਜਾਂ ਲੰਬੇ ਵਾਲ ਹਿਲਦੇ ਹੋਏ ਹਿੱਸਿਆਂ ਵਿੱਚ ਫੜੇ ਜਾ ਸਕਦੇ ਹਨ।
- ਜੇਕਰ ਧੂੜ ਕੱਢਣ ਅਤੇ ਇਕੱਠਾ ਕਰਨ ਦੀਆਂ ਸਹੂਲਤਾਂ ਦੇ ਕਨੈਕਸ਼ਨ ਲਈ ਉਪਕਰਨ ਮੁਹੱਈਆ ਕਰਵਾਏ ਜਾਂਦੇ ਹਨ, ਤਾਂ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਇਹ ਜੁੜੇ ਹੋਏ ਹਨ ਅਤੇ ਸਹੀ ਢੰਗ ਨਾਲ ਵਰਤੇ ਗਏ ਹਨ। ਧੂੜ ਇਕੱਠੀ ਕਰਨ ਦੀ ਵਰਤੋਂ ਨਾਲ ਧੂੜ-ਸਬੰਧਤ ਘਟਾਏ ਜਾ ਸਕਦੇ ਹਨ
- ਔਜ਼ਾਰਾਂ ਦੀ ਵਾਰ-ਵਾਰ ਵਰਤੋਂ ਤੋਂ ਪ੍ਰਾਪਤ ਹੋਈ ਜਾਣ-ਪਛਾਣ ਤੁਹਾਨੂੰ ਸੰਤੁਸ਼ਟ ਨਾ ਹੋਣ ਦਿਓ ਅਤੇ ਟੂਲ ਸੁਰੱਖਿਆ ਪ੍ਰਿੰ- ਨੂੰ ਨਜ਼ਰਅੰਦਾਜ਼ ਨਾ ਕਰੋ- ਇੱਕ ਲਾਪਰਵਾਹੀ ਵਾਲੀ ਕਾਰਵਾਈ ਇੱਕ ਸਕਿੰਟ ਦੇ ਇੱਕ ਹਿੱਸੇ ਵਿੱਚ ਗੰਭੀਰ ਸੱਟ ਦਾ ਕਾਰਨ ਬਣ ਸਕਦੀ ਹੈ।
ਪਾਵਰ ਟੂਲ ਦੀ ਵਰਤੋਂ ਅਤੇ ਦੇਖਭਾਲ
- ਪਾਵਰ ਟੂਲ ਨੂੰ ਮਜਬੂਰ ਨਾ ਕਰੋ. ਆਪਣੀ ਐਪਲੀਕੇਸ਼ਨ ਲਈ ਸਹੀ ਪਾਵਰ ਟੂਲ ਦੀ ਵਰਤੋਂ ਕਰੋ। ਸਹੀ ਪਾਵਰ ਟੂਲ ਕੰਮ ਨੂੰ ਬਿਹਤਰ ਅਤੇ ਸੁਰੱਖਿਅਤ ਦਰ 'ਤੇ ਕਰੇਗਾ ਜਿਸ ਲਈ ਇਹ ਸੀ
- ਜੇਕਰ ਸਵਿੱਚ ਚਾਲੂ ਅਤੇ ਬੰਦ ਨਹੀਂ ਹੁੰਦਾ ਹੈ ਤਾਂ ਪਾਵਰ ਟੂਲ ਦੀ ਵਰਤੋਂ ਨਾ ਕਰੋ। ਕੋਈ ਵੀ ਪਾਵਰ ਟੂਲ ਜਿਸ ਨੂੰ ਸਵਿੱਚ ਨਾਲ ਕੰਟਰੋਲ ਨਹੀਂ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ
ਖਤਰਨਾਕ ਅਤੇ ਮੁਰੰਮਤ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ.
- ਕੋਈ ਵੀ ਐਡਜਸਟਮੈਂਟ ਕਰਨ, ਐਕਸੈਸਰੀਜ਼ ਬਦਲਣ ਜਾਂ ਪਾਵਰ ਟੂਲ ਸਟੋਰ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਪਾਵਰ ਸਰੋਤ ਅਤੇ/ਜਾਂ ਬੈਟਰੀ ਪੈਕ ਤੋਂ ਪਲੱਗ ਨੂੰ ਪਾਵਰ ਟੂਲ ਤੋਂ ਡਿਸਕਨੈਕਟ ਕਰੋ। ਸੁਰੱਖਿਆ ਦੇ ਅਜਿਹੇ ਉਪਾਅ ਪਾਵਰ ਟੂਲ ਨੂੰ ਸ਼ੁਰੂ ਕਰਨ ਦੇ ਜੋਖਮ ਨੂੰ ਘਟਾਉਂਦੇ ਹਨ
- ਵਿਹਲੇ ਪਾਵਰ ਟੂਲ ਨੂੰ ਬੱਚਿਆਂ ਦੀ ਪਹੁੰਚ ਤੋਂ ਬਾਹਰ ਸਟੋਰ ਕਰੋ ਅਤੇ ਪਾਵਰ ਟੂਲ ਜਾਂ ਇਹਨਾਂ ਹਦਾਇਤਾਂ ਤੋਂ ਅਣਜਾਣ ਵਿਅਕਤੀਆਂ ਨੂੰ ਪਾਵਰ ਟੂਲ ਚਲਾਉਣ ਦੀ ਆਗਿਆ ਨਾ ਦਿਓ। ਅਣ -ਸਿਖਿਅਤ ਲੋਕਾਂ ਦੇ ਹੱਥਾਂ ਵਿੱਚ ਪਾਵਰ ਟੂਲ ਖਤਰਨਾਕ ਹੁੰਦੇ ਹਨ
- ਪਾਵਰ ਬਰਕਰਾਰ ਰੱਖੋ ਚਲਦੇ ਹਿੱਸਿਆਂ ਦੀ ਗਲਤ ਅਲਾਈਨਮੈਂਟ ਜਾਂ ਬਾਈਡਿੰਗ, ਹਿੱਸਿਆਂ ਦੇ ਟੁੱਟਣ ਅਤੇ ਕਿਸੇ ਹੋਰ ਸਥਿਤੀ ਦੀ ਜਾਂਚ ਕਰੋ ਜੋ ਪਾਵਰ ਟੂਲ ਦੇ ਸੰਚਾਲਨ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰ ਸਕਦੀ ਹੈ। ਜੇਕਰ ਨੁਕਸਾਨ ਹੋਇਆ ਹੈ, ਤਾਂ ਵਰਤੋਂ ਤੋਂ ਪਹਿਲਾਂ ਪਾਵਰ ਟੂਲ ਦੀ ਮੁਰੰਮਤ ਕਰਵਾਓ। ਬਹੁਤ ਸਾਰੀਆਂ ਦੁਰਘਟਨਾਵਾਂ ਖਰਾਬ ਬਿਜਲੀ ਦੇ ਸਾਧਨਾਂ ਕਾਰਨ ਹੁੰਦੀਆਂ ਹਨ।
- ਕੱਟਣ ਵਾਲੇ ਸਾਧਨਾਂ ਨੂੰ ਤਿੱਖਾ ਰੱਖੋ ਅਤੇ ਤਿੱਖੇ ਕੱਟਣ ਵਾਲੇ ਕਿਨਾਰਿਆਂ ਦੇ ਨਾਲ ਸਹੀ ਢੰਗ ਨਾਲ ਬਣਾਏ ਗਏ ਕਟਿੰਗ ਟੂਲ ਦੇ ਬੰਨ੍ਹਣ ਦੀ ਸੰਭਾਵਨਾ ਘੱਟ ਹੁੰਦੀ ਹੈ ਅਤੇ ਕੰਟਰੋਲ ਕਰਨਾ ਆਸਾਨ ਹੁੰਦਾ ਹੈ।
- ਪਾਵਰ ਟੂਲ, ਐਕਸੈਸਰੀਜ਼ ਅਤੇ ਟੂਲ ਬਿਟਸ ਆਦਿ ਦੀ ਵਰਤੋਂ ਇਹਨਾਂ ਹਦਾਇਤਾਂ ਦੇ ਅਨੁਸਾਰ, ਕੰਮ ਕਰਨ ਦੀਆਂ ਸਥਿਤੀਆਂ ਅਤੇ ਕੰਮ ਨੂੰ ਧਿਆਨ ਵਿੱਚ ਰੱਖਦੇ ਹੋਏ. ਓਪਰੇਸ਼ਨਾਂ ਲਈ ਪਾਵਰ ਟੂਲ ਦੀ ਵਰਤੋਂ ਦੇ ਉਦੇਸ਼ਾਂ ਤੋਂ ਵੱਖਰੇ ਹੋਣ ਨਾਲ ਇੱਕ ਖਤਰਨਾਕ ਸਥਿਤੀ ਹੋ ਸਕਦੀ ਹੈ।
- ਹੈਂਡਲਸ ਅਤੇ ਗ੍ਰੇਸਿੰਗ ਸਤਹਾਂ ਨੂੰ ਸੁੱਕਾ, ਸਾਫ਼ ਅਤੇ ਤੇਲ ਅਤੇ ਗਰੀਸ ਤੋਂ ਮੁਕਤ ਰੱਖੋ। ਤਿਲਕਣ ਵਾਲੇ ਹੈਂਡਲ ਅਤੇ ਫੜਨ ਵਾਲੀਆਂ ਸਤਹਾਂ ਅਚਾਨਕ ਸੰਦ ਦੇ ਸੁਰੱਖਿਅਤ ਪ੍ਰਬੰਧਨ ਅਤੇ ਨਿਯੰਤਰਣ ਦੀ ਆਗਿਆ ਨਹੀਂ ਦਿੰਦੀਆਂ
ਸੇਵਾ
- ਆਪਣੇ ਪਾਵਰ ਟੂਲ ਦੀ ਸੇਵਾ ਕਿਸੇ ਯੋਗਤਾ ਪ੍ਰਾਪਤ ਮੁਰੰਮਤ ਵਿਅਕਤੀ ਦੁਆਰਾ ਸਿਰਫ਼ ਇੱਕੋ ਜਿਹੇ ਬਦਲਵੇਂ ਹਿੱਸੇ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਕਰਵਾਓ। ਇਹ ਯਕੀਨੀ ਬਣਾਏਗਾ ਕਿ ਪਾਵਰ ਟੂਲ ਦੀ ਸੁਰੱਖਿਆ ਮੁੱਖ ਹੈ-
ਇਲੈਕਟ੍ਰਿਕ ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ ਲਈ ਸੁਰੱਖਿਆ ਨਿਰਦੇਸ਼
- ਇਹ ਯਕੀਨੀ ਬਣਾਉਣਾ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਇਲੈਕਟ੍ਰਿਕ ਆਊਟਲੈਟ ਜਿਸ ਨਾਲ ਇਨਵਰਟਰ ਜੁੜਿਆ ਹੋਇਆ ਹੈ, ਉਹ ਜ਼ਮੀਨੀ ਹੈ।
- ਸਰੀਰ ਦੇ ਖੁੱਲ੍ਹੇ ਹੋਏ ਹਿੱਸਿਆਂ, ਗਿੱਲੇ ਦਸਤਾਨੇ ਜਾਂ ਇਲੈਕਟ੍ਰੋਡ ਦੇ ਨਾਲ ਖੁੱਲ੍ਹੇ ਬਿਜਲੀ ਦੇ ਹਿੱਸਿਆਂ ਅਤੇ ਇਲੈਕਟ੍ਰੋਡ ਨੂੰ ਨਾ ਛੂਹੋ।
- ਕੰਮ ਉਦੋਂ ਤੱਕ ਸ਼ੁਰੂ ਨਾ ਕਰੋ ਜਦੋਂ ਤੱਕ ਤੁਹਾਨੂੰ ਇਹ ਯਕੀਨੀ ਨਾ ਹੋ ਜਾਵੇ ਕਿ ਤੁਸੀਂ ਜ਼ਮੀਨ ਅਤੇ ਵਰਕਪੀਸ ਤੋਂ ਇੰਸੂਲੇਟ ਹੋ ਗਏ ਹੋ।
- ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਤੁਸੀਂ ਸੁਰੱਖਿਅਤ ਵਿੱਚ ਹੋ
- ਵੈਲਡਿੰਗ ਦੇ ਧੂੰਏਂ ਨੂੰ ਸਾਹ ਨਾ ਲਓ, ਇਹ ਸਿਹਤ ਲਈ ਹਾਨੀਕਾਰਕ ਹਨ।
- ਕੰਮ ਵਾਲੀ ਥਾਂ 'ਤੇ ਲੋੜੀਂਦੀ ਹਵਾਦਾਰੀ ਪ੍ਰਦਾਨ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ ਜਾਂ ਵੈਲਡਿੰਗ ਦੌਰਾਨ ਪੈਦਾ ਹੋਣ ਵਾਲੀਆਂ ਗੈਸਾਂ ਨੂੰ ਹਟਾਉਣ ਲਈ ਵਿਸ਼ੇਸ਼ ਹੁੱਡਾਂ ਦੀ ਵਰਤੋਂ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ।
- ਆਪਣੀਆਂ ਅੱਖਾਂ ਅਤੇ ਸਰੀਰ ਦੀ ਸੁਰੱਖਿਆ ਲਈ ਇੱਕ ਢੁਕਵੀਂ ਚਿਹਰਾ ਢਾਲ, ਹਲਕਾ ਫਿਲਟਰ ਅਤੇ ਸੁਰੱਖਿਆ ਵਾਲੇ ਕੱਪੜੇ ਵਰਤੋ। ਕੱਪੜੇ ਪੂਰੀ ਤਰ੍ਹਾਂ ਬਟਨ ਵਾਲੇ ਹੋਣੇ ਚਾਹੀਦੇ ਹਨ ਤਾਂ ਜੋ ਚੰਗਿਆੜੀਆਂ ਅਤੇ ਛਿੱਟੇ ਸਰੀਰ 'ਤੇ ਨਾ ਪੈਣ।
- ਦੀ ਸੁਰੱਖਿਆ ਲਈ ਇੱਕ ਢੁਕਵੀਂ ਫੇਸ ਸ਼ੀਲਡ ਜਾਂ ਪਰਦਾ ਤਿਆਰ ਕਰੋ viewer. ਹੋਰ ਲੋਕਾਂ ਨੂੰ ਚਾਪ ਰੇਡੀਏਸ਼ਨ ਅਤੇ ਗਰਮ ਧਾਤਾਂ ਤੋਂ ਬਚਾਉਣ ਲਈ, ਤੁਹਾਨੂੰ ਕੰਮ ਦੇ ਖੇਤਰ ਨੂੰ ਅੱਗ ਤੋਂ ਪਰੂਫ਼ ਵਾੜ ਨਾਲ ਬੰਦ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ।
- ਕੰਮ ਦੇ ਖੇਤਰ ਵਿੱਚ ਸਾਰੀਆਂ ਕੰਧਾਂ ਅਤੇ ਫਰਸ਼ਾਂ ਨੂੰ ਧੂੰਆਂ ਅਤੇ ਅੱਗ ਤੋਂ ਬਚਣ ਲਈ ਸੰਭਾਵੀ ਚੰਗਿਆੜੀਆਂ ਅਤੇ ਗਰਮ ਧਾਤ ਤੋਂ ਸੁਰੱਖਿਅਤ ਰੱਖਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
- ਜਲਣਸ਼ੀਲ ਸਮੱਗਰੀ (ਲੱਕੜ, ਕਾਗਜ਼, ਚੀਥੜੇ, ) ਨੂੰ ਕੰਮ ਵਾਲੀ ਥਾਂ ਤੋਂ ਦੂਰ ਰੱਖੋ।
- ਵੈਲਡਿੰਗ ਕਰਦੇ ਸਮੇਂ, ਕੰਮ ਵਾਲੀ ਥਾਂ ਨੂੰ ਅੱਗ ਬੁਝਾਉਣ ਦੀ ਸਹੂਲਤ ਪ੍ਰਦਾਨ ਕਰਨੀ ਜ਼ਰੂਰੀ ਹੈ।
- ਇਹ ਵਰਜਿਤ ਹੈ:
- ਡੀ ਵਿੱਚ ਸੈਮੀਆਟੋਮੈਟਿਕ ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ ਦੀ ਵਰਤੋਂ ਕਰੋamp ਕਮਰੇ ਜਾਂ ਮੀਂਹ ਵਿੱਚ;
- ਖਰਾਬ ਇਨਸੂਲੇਸ਼ਨ ਜਾਂ ਖਰਾਬ ਕੁਨੈਕਸ਼ਨਾਂ ਵਾਲੀਆਂ ਬਿਜਲੀ ਦੀਆਂ ਕੇਬਲਾਂ ਦੀ ਵਰਤੋਂ ਕਰੋ;
- ਕੰਟੇਨਰਾਂ, ਕੰਟੇਨਰਾਂ ਜਾਂ ਪਾਈਪਾਂ 'ਤੇ ਵੈਲਡਿੰਗ ਦਾ ਕੰਮ ਕਰੋ ਜਿਨ੍ਹਾਂ ਵਿਚ ਤਰਲ ਜਾਂ ਗੈਸੀ ਖਤਰਨਾਕ ਪਦਾਰਥ ਹੁੰਦੇ ਹਨ;
- ਦਬਾਅ ਵਾਲੇ ਜਹਾਜ਼ਾਂ 'ਤੇ ਵੈਲਡਿੰਗ ਦਾ ਕੰਮ ਕਰੋ;
- ਕੰਮ ਦੇ ਕੱਪੜੇ ਤੇਲ, ਗਰੀਸ, ਗੈਸੋਲੀਨ ਅਤੇ ਹੋਰ ਜਲਣਸ਼ੀਲ ਨਾਲ ਰੰਗੇ ਹੋਏ ਹਨ
- ਹੈੱਡਫੋਨ ਜਾਂ ਹੋਰ ਕੰਨਾਂ ਦੀ ਸੁਰੱਖਿਆ ਦੀ ਵਰਤੋਂ ਕਰੋ-
- ਰਾਹਗੀਰਾਂ ਨੂੰ ਚੇਤਾਵਨੀ ਦਿਓ ਕਿ ਰੌਲਾ ਸੁਣਨ ਲਈ ਹਾਨੀਕਾਰਕ ਹੈ।
- ਜੇਕਰ ਇੰਸਟਾਲੇਸ਼ਨ ਅਤੇ ਓਪਰੇਸ਼ਨ ਦੌਰਾਨ ਸਮੱਸਿਆਵਾਂ ਆਉਂਦੀਆਂ ਹਨ, ਤਾਂ ਕਿਰਪਾ ਕਰਕੇ ਇਸ ਹਦਾਇਤ ਮੈਨੂਅਲ ਦੀ ਪਾਲਣਾ ਕਰੋ
- ਜੇਕਰ ਤੁਸੀਂ ਮੈਨੂਅਲ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਨਹੀਂ ਸਮਝਦੇ ਹੋ ਜਾਂ ਮੈਨੂਅਲ ਨਾਲ ਸਮੱਸਿਆ ਦਾ ਹੱਲ ਨਹੀਂ ਕਰ ਸਕਦੇ ਹੋ, ਤਾਂ ਤੁਹਾਨੂੰ ਪੇਸ਼ੇਵਰ ਲਈ ਸਪਲਾਇਰ ਜਾਂ ਸੇਵਾ ਕੇਂਦਰ ਨਾਲ ਸੰਪਰਕ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ।
- ਮਸ਼ੀਨ ਨੂੰ ਖੁਸ਼ਕ ਹਾਲਤਾਂ ਵਿੱਚ ਚਲਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਜਿਸ ਵਿੱਚ ਨਮੀ ਦਾ ਪੱਧਰ 90% ਤੋਂ ਵੱਧ ਨਾ ਹੋਵੇ।
- ਅੰਬੀਨਟ ਤਾਪਮਾਨ -10 ਅਤੇ 40 ਡਿਗਰੀ ਦੇ ਵਿਚਕਾਰ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ
- ਸੂਰਜ ਵਿੱਚ ਜਾਂ ਪਾਣੀ ਦੇ ਹੇਠਾਂ ਵੈਲਡਿੰਗ ਤੋਂ ਬਚੋ ਛਿੱਟੇ. ਮਸ਼ੀਨ ਦੇ ਅੰਦਰ ਪਾਣੀ ਦਾਖਲ ਨਾ ਹੋਣ ਦਿਓ।
- ਧੂੜ ਭਰੀ ਜਾਂ ਖਰਾਬ ਗੈਸ ਵਿੱਚ ਵੈਲਡਿੰਗ ਤੋਂ ਬਚੋ
- ਤੇਜ਼ ਹਵਾ ਦੇ ਵਹਾਅ ਵਿੱਚ ਗੈਸ ਵੈਲਡਿੰਗ ਤੋਂ ਬਚੋ
- ਇੱਕ ਕਰਮਚਾਰੀ ਜਿਸ ਕੋਲ ਪੇਸਮੇਕਰ ਲਗਾਇਆ ਹੋਇਆ ਹੈ, ਨੂੰ ਪਹਿਲਾਂ ਇੱਕ ਡਾਕਟਰ ਨਾਲ ਸਲਾਹ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ ਕਿਉਂਕਿ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਫੀਲਡ ਪੇਸਮੇਕਰ ਦੇ ਸਧਾਰਣ ਸੰਚਾਲਨ ਵਿੱਚ ਵਿਘਨ ਪਾ ਸਕਦੀ ਹੈ।
 ਉਤਪਾਦ ਵੇਰਵਾ ਅਤੇ ਨਿਰਧਾਰਨ
ਉਤਪਾਦ ਵੇਰਵਾ ਅਤੇ ਨਿਰਧਾਰਨ
ਸਾਰੀਆਂ ਸੁਰੱਖਿਆ ਚੇਤਾਵਨੀਆਂ ਅਤੇ ਸਾਰੀਆਂ ਹਦਾਇਤਾਂ ਪੜ੍ਹੋ।
ਚੇਤਾਵਨੀਆਂ ਅਤੇ ਨਿਰਦੇਸ਼ਾਂ ਦੀ ਪਾਲਣਾ ਕਰਨ ਵਿੱਚ ਅਸਫਲਤਾ ਦੇ ਨਤੀਜੇ ਵਜੋਂ ਬਿਜਲੀ ਦਾ ਝਟਕਾ, ਅੱਗ ਅਤੇ/ਜਾਂ ਗੰਭੀਰ ਸੱਟ ਲੱਗ ਸਕਦੀ ਹੈ।
ਇਰਾਦਾ ਵਰਤੋਂ
ਸੈਮੀਆਟੋਮੈਟਿਕ ਇਨਵਰਟਰ ਟਾਈਪ ਡਾਇਰੈਕਟ ਕਰੰਟ ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ (ਇਸ ਤੋਂ ਬਾਅਦ ਉਤਪਾਦ ਵਜੋਂ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ) ਨੂੰ MIG/MAG ਤਰੀਕਿਆਂ (ਇੱਕ ਢਾਲ ਵਾਲੀ ਗੈਸ ਵਿੱਚ ਇਲੈਕਟ੍ਰੋਡ ਤਾਰ ਨਾਲ ਵੈਲਡਿੰਗ) ਅਤੇ MMA (ਸਟਿੱਕ ਫਿਊਜ਼ੀਬਲ ਕਵਰਡ ਇਲੈਕਟ੍ਰੋਡ ਨਾਲ ਮੈਨੂਅਲ ਆਰਕ ਵੈਲਡਿੰਗ) ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਵੈਲਡਿੰਗ ਲਈ ਤਿਆਰ ਕੀਤਾ ਗਿਆ ਹੈ। ਉਤਪਾਦ ਨੂੰ ਵੱਖ-ਵੱਖ ਕਿਸਮਾਂ ਦੀਆਂ ਧਾਤਾਂ ਦੀ ਵੈਲਡਿੰਗ ਲਈ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ.
ਉਤਪਾਦ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ
ਦਿਖਾਏ ਗਏ ਭਾਗਾਂ ਦੀ ਸੰਖਿਆ ਗ੍ਰਾਫਿਕ ਪੰਨਿਆਂ 'ਤੇ ਪਾਵਰ ਟੂਲ ਦੀ ਪ੍ਰਤੀਨਿਧਤਾ ਨੂੰ ਦਰਸਾਉਂਦੀ ਹੈ।
- ਪੋਲਰਿਟੀ ਰਿਵਰਸਿੰਗ ਕੇਬਲ
- ਟਾਰਚ ਕੁਨੈਕਸ਼ਨ ਸਾਕਟ
- ਪਾਵਰ ਕਨੈਕਟਰ “+”
- ਪਾਵਰ ਕਨੈਕਟਰ "-"
- ਪੱਖਾ
- ਪਾਵਰ ਬਟਨ
- ਗੈਸ ਨੂੰ ਬਚਾਉਣ ਲਈ ਕੁਨੈਕਸ਼ਨ
- ਪਾਵਰ ਕੇਬਲ ਇਨਲੇਟ
ਤਕਨੀਕੀ ਡਾਟਾ\
| ਮਾਡਲ | PMAG200-C |
| 3BUFE WPMUBHF | 190-250V~ /50 Hz |
| 3BUFE QPXFS | 5800 ਡਬਲਯੂ |
| ਆਉਟਪੁੱਟ ਮੌਜੂਦਾ ਰੇਂਜ | 10-200 ਏ |
| ਤਾਰ ਵਿਆਸ (MIG) | Ø 0-8mm |
| ਇਲੈਕਟ੍ਰੋਡ ਵਿਆਸ (MMA) | Ø 1.6-4.0 ਮਿਲੀਮੀਟਰ (1/16” – 5/32”) |
| ਇਲੈਕਟ੍ਰੋਡ ਵਿਆਸ (TIG) | Ø 1.2/1.6/ 2.0mm |
| ਡਿਊਟੀ ਚੱਕਰ (DC) | 25 ˫ 60% |
| ਭਾਰ | 13 ਕਿਲੋਗ੍ਰਾਮ |
ਡਿਲੀਵਰੀ ਦੀ ਸਮੱਗਰੀ
| ਆਟੋਮੈਟਿਕ ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ | 1 ਪੀਸੀ |
| ਇਲੈਕਟ੍ਰੋਡ ਧਾਰਕ ਨਾਲ ਕੇਬਲ | 1 ਪੀਸੀ |
| ਗਰਾਊਂਡਿੰਗ ਟਰਮੀਨਲ ਦੇ ਨਾਲ ਕੇਬਲ | 1 ਪੀਸੀ |
| ਟਾਰਚ ਕੇਬਲ | 1 ਪੀਸੀ |
| ਵੈਲਡਿੰਗ ਢਾਲ | 1 ਪੀਸੀ |
| ਹਥੌੜੇ ਦਾ ਬੁਰਸ਼ | 1 ਪੀਸੀ |
| ਹਦਾਇਤ ਮੈਨੂਅਲ | 1 ਪੀਸੀ |
| ਨੋਟ ਕਰੋ |
ਨਿਰਦੇਸ਼ਾਂ ਦੇ ਪਾਠ ਅਤੇ ਸੰਖਿਆਵਾਂ ਵਿੱਚ ਤਕਨੀਕੀ ਗਲਤੀਆਂ ਅਤੇ ਟਾਈਪੋਗ੍ਰਾਫਿਕਲ ਗਲਤੀਆਂ ਹੋ ਸਕਦੀਆਂ ਹਨ।
ਕਿਉਂਕਿ ਉਤਪਾਦ ਨੂੰ ਲਗਾਤਾਰ ਸੁਧਾਰਿਆ ਜਾ ਰਿਹਾ ਹੈ, ਇਸ ਲਈ PIT ਕੋਲ ਬਿਨਾਂ ਕਿਸੇ ਸੂਚਨਾ ਦੇ ਇੱਥੇ ਨਿਰਦਿਸ਼ਟ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਅਤੇ ਉਤਪਾਦ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਵਿੱਚ ਤਬਦੀਲੀਆਂ ਕਰਨ ਦਾ ਅਧਿਕਾਰ ਰਾਖਵਾਂ ਹੈ।
ਕੰਮ ਲਈ ਤਿਆਰੀ
ਮਸ਼ੀਨ ਨੂੰ ਸਮਤਲ ਸਤ੍ਹਾ 'ਤੇ ਰੱਖੋ। ਕੰਮ ਵਾਲੀ ਥਾਂ ਚੰਗੀ ਤਰ੍ਹਾਂ ਹਵਾਦਾਰ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ, ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ ਨੂੰ ਧੂੜ, ਗੰਦਗੀ, ਨਮੀ ਅਤੇ ਕਿਰਿਆਸ਼ੀਲ ਭਾਫ਼ ਦੇ ਸੰਪਰਕ ਵਿੱਚ ਨਹੀਂ ਆਉਣਾ ਚਾਹੀਦਾ ਹੈ। ਲੋੜੀਂਦੀ ਹਵਾਦਾਰੀ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ, ਉਪਕਰਣ ਤੋਂ ਹੋਰ ਵਸਤੂਆਂ ਦੀ ਦੂਰੀ ਘੱਟੋ-ਘੱਟ 50 ਸੈਂਟੀਮੀਟਰ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
ਧਿਆਨ ਦਿਓ! ਬਿਜਲਈ ਝਟਕੇ ਤੋਂ ਬਚਣ ਲਈ, ਸਿਰਫ ਇੱਕ ਸੁਰੱਖਿਆ ਅਰਥ ਕੰਡਕਟਰ ਅਤੇ ਗਰਾਊਂਡਡ ਰਿਸੈਪਟਕਲਸ ਵਾਲੇ ਬਿਜਲੀ ਦੇ ਮੇਨ ਦੀ ਵਰਤੋਂ ਕਰੋ। ਪਲੱਗ ਨੂੰ ਨਾ ਬਦਲੋ ਜੇਕਰ ਇਹ ਆਊਟ-ਲੈੱਟ ਵਿੱਚ ਫਿੱਟ ਨਹੀਂ ਹੁੰਦਾ ਹੈ। ਇਸਦੀ ਬਜਾਏ, ਇੱਕ ਯੋਗਤਾ ਪ੍ਰਾਪਤ ਇਲੈਕਟ੍ਰੀਸ਼ੀਅਨ ਨੂੰ ਇੱਕ ਢੁਕਵਾਂ ਆਉਟਲੈਟ ਸਥਾਪਤ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ।
ਕੰਮ ਲਈ ਤਿਆਰੀ ਦੀ ਸੁਰੱਖਿਆ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣਾ
ਉਤਪਾਦ ਨੂੰ ਚਾਲੂ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ, ਸਵਿੱਚ ਨੂੰ "0" ਸਥਿਤੀ 'ਤੇ ਸੈੱਟ ਕਰੋ, ਅਤੇ ਮੌਜੂਦਾ ਰੈਗੂਲੇਟਰ ਨੂੰ ਅਤਿ ਖੱਬੇ ਸਥਿਤੀ 'ਤੇ ਸੈੱਟ ਕਰੋ।
ਕੰਮ ਲਈ ਤਿਆਰੀ ਕਰੋ:
- ਵੇਲਡ ਕੀਤੇ ਜਾਣ ਵਾਲੇ ਹਿੱਸਿਆਂ ਨੂੰ ਤਿਆਰ ਕਰੋ;
- ਕੰਮ ਵਾਲੀ ਥਾਂ 'ਤੇ ਉਚਿਤ ਹਵਾਦਾਰੀ ਪ੍ਰਦਾਨ ਕਰੋ;
- ਇਹ ਸੁਨਿਸ਼ਚਿਤ ਕਰੋ ਕਿ ਹਵਾ ਵਿੱਚ ਕੋਈ ਘੋਲਨਸ਼ੀਲ ਭਾਫ਼, ਜਲਣਸ਼ੀਲ, ਵਿਸਫੋਟਕ ਅਤੇ ਕਲੋਰੀਨ ਵਾਲੇ ਪਦਾਰਥ ਨਹੀਂ ਹਨ;
- ਉਤਪਾਦ ਦੇ ਸਾਰੇ ਕਨੈਕਸ਼ਨਾਂ ਦੀ ਜਾਂਚ ਕਰੋ; ਉਹਨਾਂ ਨੂੰ ਸਹੀ ਅਤੇ ਸੁਰੱਖਿਅਤ ਢੰਗ ਨਾਲ ਬਣਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ;
- ਵੈਲਡਿੰਗ ਕੇਬਲ ਦੀ ਜਾਂਚ ਕਰੋ, ਜੇ ਖਰਾਬ ਹੋ ਗਈ ਹੈ ਤਾਂ ਇਸਨੂੰ ਬਦਲਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ;
- ਪਾਵਰ ਸਪਲਾਈ ਸੁਰੱਖਿਆ ਨਾਲ ਲੈਸ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ
ਜੇਕਰ ਤੁਹਾਨੂੰ ਅਜਿਹੀਆਂ ਸਮੱਸਿਆਵਾਂ ਆਉਂਦੀਆਂ ਹਨ ਜਿਨ੍ਹਾਂ ਦਾ ਤੁਸੀਂ ਸਾਹਮਣਾ ਨਹੀਂ ਕਰ ਸਕਦੇ, ਤਾਂ ਸੇਵਾ ਕੇਂਦਰ ਨਾਲ ਸੰਪਰਕ ਕਰੋ।
ਨਿਯੰਤਰਣ ਅਤੇ ਸੂਚਕ

- ਗੈਸ ਚੈੱਕ ਫੰਕਸ਼ਨ: ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਗੈਸ ਮਸ਼ੀਨ ਨਾਲ ਜੁੜੀ ਹੋਈ ਹੈ ਅਤੇ ਕੀ ਵੈਲਡਿੰਗ ਟਾਰਚ ਤੋਂ ਗੈਸ ਬਾਹਰ ਹੈ
2.2T ਫੰਕਸ਼ਨ ਇੰਡੀਕੇਟਰ: 2T ਫੰਕਸ਼ਨ ਦਾ ਮਤਲਬ ਹੈ ਕੰਮ ਕਰਨ ਲਈ ਬੰਦੂਕ ਦੇ ਸਵਿੱਚ ਨੂੰ ਦਬਾਓ, ਕੰਮ ਕਰਨਾ ਬੰਦ ਕਰਨ ਲਈ ਬੰਦੂਕ ਦੇ ਸਵਿੱਚ ਨੂੰ ਛੱਡੋ
3.2T/4T ਫੰਕਸ਼ਨ ਸਵਿੱਚ ਬਟਨ: 2T/4T ਚੋਣ ਫੰਕਸ਼ਨ ਬਟਨ
4.4T ਫੰਕਸ਼ਨ ਇੰਡੀਕੇਟਰ ਲਾਈਟ: 4T ਫੰਕਸ਼ਨ ਦਾ ਮਤਲਬ ਹੈ ਕੰਮ ਕਰਨ ਲਈ ਬੰਦੂਕ ਸਵਿੱਚ ਨੂੰ ਦਬਾਓ, ਬੰਦੂਕ ਸਵਿੱਚ ਨੂੰ ਛੱਡੋ ਅਤੇ ਅਜੇ ਵੀ ਕੰਮ ਕਰੋ, ਕੰਮ ਕਰਨਾ ਜਾਰੀ ਰੱਖਣ ਲਈ ਬੰਦੂਕ ਦੀ ਸਵਿੱਚ ਨੂੰ ਦੁਬਾਰਾ ਦਬਾਓ, ਕੰਮ ਕਰਨਾ ਬੰਦ ਕਰਨ ਲਈ ਬੰਦੂਕ ਸਵਿੱਚ ਨੂੰ ਛੱਡੋ
- ਯੂਨੀਫਾਈਡ ਐਡਜਸਟਮੈਂਟ (ਆਟੋਮੈਟਿਕ)/ਅੰਸ਼ਕ (ਮੈਨੂਅਲ) ਐਡਜਸਟਮੈਂਟ ਮੋਡ ਸਵਿੱਚ ਬਟਨ
- ਯੂਨੀਫਾਈਡ ਐਡਜਸਟਮੈਂਟ (ਆਟੋਮੈਟਿਕ)/ਅੰਸ਼ਿਕ (ਮੈਨੁਅਲ) ਐਡਜਸਟਮੈਂਟ ਮੋਡ ਇੰਡੀਕੇਟਰ: ਅੰਸ਼ਕ ਐਡਜਸਟਮੈਂਟ ਮੋਡ ਵਿੱਚ ਹੋਣ 'ਤੇ ਇੰਡੀਕੇਟਰ ਲਾਈਟ ਹੋ ਜਾਂਦਾ ਹੈ। ਯੂਨੀਫਾਈਡ ਐਡਜਸਟਮੈਂਟ ਦਾ ਮਤਲਬ ਹੈ ਕਿ ਵੈਲਡਿੰਗ ਕਰੰਟ ਅਤੇ ਵੈਲਡਿੰਗ ਵੋਲtage ਨੂੰ ਇੱਕ ਦੂਜੇ ਨਾਲ ਮੇਲਣ ਲਈ ਸਮਕਾਲੀ (ਆਟੋਮੈਟਿਕਲੀ) ਐਡਜਸਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਅੰਸ਼ਕ ਸਮਾਯੋਜਨ ਦਾ ਮਤਲਬ ਹੈ ਕਿ ਵੈਲਡਿੰਗ ਵੋਲਟ-ਏਜ ਦਾ ਵੈਲਡਿੰਗ ਮੌਜੂਦਾ ਅਤੇ ਵੱਖਰਾ ਐਡਜਸਟਮੈਂਟ (ਪੇਸ਼ੇਵਰ ਵਰਤੋਂ ਲਈ ਮੈਨੂਅਲ ਐਡਜਸਟਮੈਂਟ)
- ਮੌਜੂਦਾ ਨਿਯਮ
- ਗੈਸ ਪ੍ਰੀ-ਬਲੋਇੰਗ ਮੋਡ ਸੂਚਕ: ਪਹਿਲਾਂ ਗੈਸ ਨੂੰ ਕਨੈਕਟ ਕਰੋ, ਫਿਰ ਚੰਗੀ ਤਰ੍ਹਾਂ
- VRD ਸਥਿਤੀ ਸੂਚਕ: ਐਂਟੀ-ਸ਼ੌਕ ਮੋਡ, ਜਦੋਂ ਸੂਚਕ ਲਾਈਟ ਚਾਲੂ ਹੁੰਦੀ ਹੈ, ਇਹ ਐਂਟੀ-ਸ਼ੌਕ ਮੋਡ ਵਿੱਚ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਆਉਟਪੁੱਟ ਵੋਲਯੂਮtage ਸੁਰੱਖਿਅਤ ਵੋਲਯੂਮ ਤੋਂ ਘੱਟ ਹੈtage.
- ਗੈਸ ਬਲੋ ਮੋਡ ਇੰਡੀਕੇਟਰ ਲਾਈਟ: ਵੈਲਡਿੰਗ ਬੰਦ ਕਰਨ ਤੋਂ ਬਾਅਦ ਕੂਲਿੰਗ ਗਨ ਹੈਡ ਨੂੰ ਉਡਾਉਣਾ ਜਾਰੀ ਰੱਖੋ
- VRD ਸਥਿਤੀ ਐਕਟੀਵੇਸ਼ਨ/ਰੱਦ ਕਰੋ ਬਟਨ: ਐਂਟੀ-ਸ਼ੌਕ ਫੰਕਸ਼ਨ ਐਕਟੀਵੇਸ਼ਨ/ਡੀਐਕਟੀਵੇਸ਼ਨ
- ਗੈਸ ਫਰੰਟ ਬਲੋਇੰਗ/ਬੈਕ ਬਲੋਇੰਗ ਮੋਡ ਸਵਿੱਚ ਬਟਨ: ਗੈਸ ਫਰੰਟ ਬਲੋਇੰਗ ਅਤੇ ਬੈਕ ਬਲੋਇੰਗ ਫੰਕਸ਼ਨ ਦੀ ਚੋਣ
- ਕਾਰਬਨ ਡਾਈਆਕਸਾਈਡ ਗੈਸ ਸੂਚਕ ਰੋਸ਼ਨੀ, 8mm ਵੈਲਡਿੰਗ ਤਾਰ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ
- TIG ਫੰਕਸ਼ਨ ਸੂਚਕ
- ਮਿਕਸਡ ਗੈਸ ਇੰਡੀਕੇਟਰ ਲਾਈਟ, 8mm ਵੈਲਡਿੰਗ ਤਾਰ ਦੇ ਨਾਲ
- ਵੋਲtagਈ ਐਡਜਸਟਮੈਂਟ: ਵੈਲਡਿੰਗ ਵੋਲtage ਸਮਾਯੋਜਨ (ਅੰਸ਼ਕ ਸਮਾਯੋਜਨ ਮੋਡ ਦੇ ਅਧੀਨ ਵੈਧ
- MMA ਫੰਕਸ਼ਨ ਇੰਡੀਕੇਟਰ ਲਾਈਟ: ਲਾਈਟ ਚਾਲੂ ਹੈ, ਵੈਲਡਰ ਮੈਨੂਅਲ ਵੈਲਡਿੰਗ (MMA) ਮੋਡ ਵਿੱਚ ਕੰਮ ਕਰ ਰਿਹਾ ਹੈ
- ਫਲੈਕਸ-ਕੋਰਡ ਵਾਇਰ 0 ਸੂਚਕ
- MMA, MIG, TIG ਫੰਕਸ਼ਨ ਸਵਿੱਚ ਬਟਨ
- ਫਲੈਕਸ-ਕੋਰਡ ਵੈਲਡਿੰਗ ਤਾਰ ਲਈ 8 ਸੂਚਕ ਰੌਸ਼ਨੀ
- ਤਾਰ ਨਿਰੀਖਣ ਫੰਕਸ਼ਨ: ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਵੈਲਡਿੰਗ ਤਾਰ ਮਸ਼ੀਨ ਨਾਲ ਚੰਗੀ ਤਰ੍ਹਾਂ ਜੁੜੀ ਹੋਈ ਹੈ, ਅਤੇ ਬੰਦੂਕ ਤਾਰ ਤੋਂ ਬਾਹਰ ਨਹੀਂ ਨਿਕਲ ਸਕਦੀ
- ਵੋਲਟਮੀਟਰ
- ਪਾਵਰ ਆਨ ਇੰਡੀਕੇਟਰ
- ਥਰਮਲ ਸੁਰੱਖਿਆ ਸੂਚਕ
- ਐਮਮੀਟਰ
ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ ਕੁਨੈਕਸ਼ਨ ਡਾਇਗ੍ਰਾਮ
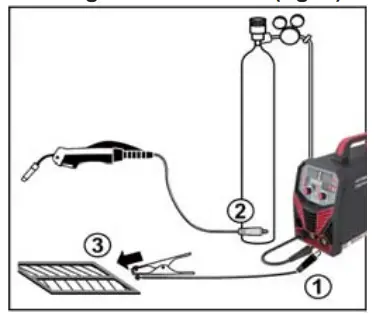
ਠੋਸ ਤਾਰ ਨਾਲ ਵੈਲਡਿੰਗ (fi g. 1)
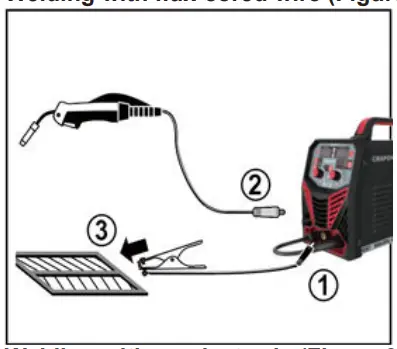
fl ux-ਕੋਰਡ ਤਾਰ ਨਾਲ ਵੈਲਡਿੰਗ (ਚਿੱਤਰ 2)
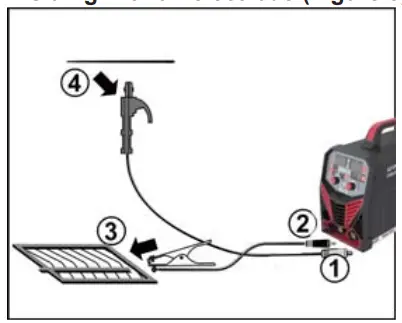
ਇਲੈਕਟ੍ਰੋਡ ਨਾਲ ਵੈਲਡਿੰਗ (ਚਿੱਤਰ 3)
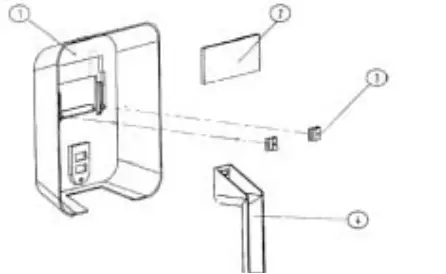
ਵੈਲਡਿੰਗ ਸ਼ੀਲਡ ਨੂੰ ਇਕੱਠਾ ਕਰਨਾ
MIG / MAG ਵੈਲਡਿੰਗ ਲਈ ਤਿਆਰੀ ਬਟਨ 15 ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ ਵੈਲਡਿੰਗ ਦੀ ਲੋੜੀਂਦੀ ਕਿਸਮ ਦੀ ਚੋਣ ਕਰੋ। ਨਾਲ ਹੀ, ਵੈਲਡਿੰਗ ਕਰੰਟ ਨੂੰ ਚਾਲੂ / ਬੰਦ ਮੋਡ ਨੂੰ ਸੈੱਟ ਕਰਨ ਲਈ ਸਵਿੱਚ 2 ਦੀ ਵਰਤੋਂ ਕਰੋ (2T - ਵੈਲਡਿੰਗ ਟਾਰਚ ਟ੍ਰਿਗਰ ਨੂੰ ਦਬਾਉਣ ਨਾਲ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, 4T - ਟਾਰਚ ਟਰਿੱਗਰ ਦੀ ਪਹਿਲੀ ਪ੍ਰੈਸ - ਵੈਲਡਿੰਗ ਦੀ ਸ਼ੁਰੂਆਤ, ਦੂਜੀ ਪ੍ਰੈਸ - ਵੈਲਡਿੰਗ ਦਾ ਅੰਤ)।
VRD ਫੰਕਸ਼ਨ ਓਪਨ-ਸਰਕਟ ਵੋਲਯੂਮ ਨੂੰ ਘਟਾਉਣ ਲਈ ਜ਼ਿੰਮੇਵਾਰ ਹੈtagਸਰੋਤ ਦਾ e 12-24 ਵੋਲਟ ਮਨੁੱਖਾਂ ਲਈ ਸੁਰੱਖਿਅਤ ਹੈ, ਭਾਵ ਵੋਲਟtage ਡਰਾਪ ਜਦੋਂ ਮਸ਼ੀਨ ਚਾਲੂ ਹੁੰਦੀ ਹੈ, ਪਰ ਕੋਈ ਵੈਲਡਿੰਗ ਨਹੀਂ ਕੀਤੀ ਜਾਂਦੀ। ਜਿਵੇਂ ਹੀ ਵੈਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਸ਼ੁਰੂ ਹੁੰਦੀ ਹੈ, VRD ਓਪਰੇਟਿੰਗ ਵਾਲੀਅਮ ਨੂੰ ਬਹਾਲ ਕਰਦਾ ਹੈtagਈ ਪੈਰਾਮੀਟਰ.
VRD ਵਿਕਲਪ ਅਜਿਹੇ ਮਾਮਲਿਆਂ ਵਿੱਚ ਢੁਕਵਾਂ ਹੈ: ਡਿਵਾਈਸ ਨੂੰ ਉੱਚ ਹਵਾ ਨਮੀ ਦੀਆਂ ਸਥਿਤੀਆਂ ਵਿੱਚ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ; ਸਹੂਲਤ 'ਤੇ ਸੁਰੱਖਿਆ ਲਈ ਉੱਚ ਲੋੜਾਂ; ਛੋਟੇ ਖੇਤਰਾਂ ਵਿੱਚ ਵੈਲਡਿੰਗ ਉਪਕਰਣਾਂ ਦੀ ਵਰਤੋਂ.
ਬਰਨਰ
MIG/MAG ਵੈਲਡਿੰਗ ਟਾਰਚ ਵਿੱਚ ਇੱਕ ਅਧਾਰ, ਇੱਕ ਕਨੈਕਟਿੰਗ ਕੇਬਲ ਅਤੇ ਇੱਕ ਹੈਂਡਲ ਹੁੰਦਾ ਹੈ। ਬੇਸ ਵੈਲਡਿੰਗ ਟਾਰਚ ਅਤੇ ਵਾਇਰ ਫੀਡਰ ਨੂੰ ਜੋੜਦਾ ਹੈ। ਕਨੈਕਸ਼ਨ ਕੇਬਲ:
ਇੱਕ ਨਾਈਲੋਨ-ਕਵਰਡ ਲਾਈਨਰ ਖੋਖਲੇ ਕੇਬਲ ਦੇ ਕੇਂਦਰ ਵਿੱਚ ਰੱਖਿਆ ਗਿਆ ਹੈ। ਚੈਨਲ ਦਾ ਅੰਦਰਲਾ ਹਿੱਸਾ ਵਾਇਰ ਫੀਡਿੰਗ ਲਈ ਹੈ। ਡਕਟ ਅਤੇ ਖੋਖਲੀ ਕੇਬਲ ਦੇ ਵਿਚਕਾਰ ਖਾਲੀ ਥਾਂ ਦੀ ਵਰਤੋਂ ਸ਼ੀਲਡਿੰਗ ਗੈਸ ਦੀ ਸਪਲਾਈ ਕਰਨ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਜਦੋਂ ਕਿ ਖੋਖਲੀ ਕੇਬਲ ਖੁਦ ਮੌਜੂਦਾ ਸਪਲਾਈ ਕਰਨ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।
ਧਿਆਨ ਦਿਓ! ਬਰਨਰ ਨੂੰ ਅਸੈਂਬਲ ਕਰਨ ਅਤੇ ਡਿਸਸੈਂਬਲ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਜਾਂ ਕੰਪੋਨੈਂਟਸ ਨੂੰ ਬਦਲਣ ਤੋਂ ਪਹਿਲਾਂ, ਪਾਵਰ ਸਪਲਾਈ ਨੂੰ ਡਿਸਕਨੈਕਟ ਕਰੋ।
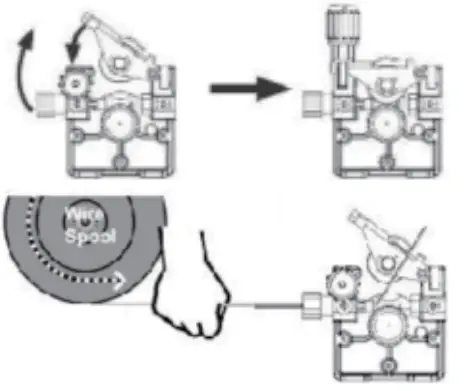
ਕੋਇਲ ਇੰਸਟਾਲੇਸ਼ਨ
ਵੈਲਡਿੰਗ ਵਿਧੀ ਅਨੁਸਾਰ ਲੋੜੀਂਦੀ ਤਾਰ ਦੀ ਚੋਣ ਕਰੋ। ਤਾਰ ਦਾ ਵਿਆਸ ਡ੍ਰਾਈਵ ਰੋਲ, ਵਾਇਰ ਲਾਈਨਰ ਅਤੇ ਸੰਪਰਕ ਟਿਪ ਨਾਲ ਮੇਲ ਖਾਂਦਾ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ। ਵਾਇਰ ਸਪੂਲ ਪਾਉਣ ਲਈ ਮਸ਼ੀਨ ਦਾ ਸਾਈਡ ਕਵਰ ਖੋਲ੍ਹੋ। ਰੀਲ ਸੀਟ ਐਡਜਸਟ ਕਰਨ ਵਾਲੇ ਪੇਚ ਨੂੰ ਖੋਲ੍ਹੋ, ਸਪੂਲ ਨੂੰ ਰੀਲ ਸੀਟ 'ਤੇ ਰੱਖੋ ਅਤੇ ਉਸੇ ਪੇਚ ਨਾਲ ਇਸ ਨੂੰ ਠੀਕ ਕਰੋ। ਤਾਰ ਦਾ ਅੰਤ ਡਰੱਮ ਦੇ ਹੇਠਾਂ, ਵਾਇਰ ਫੀਡਰ ਦੇ ਉਲਟ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ। ਸਪੂਲ ਦੀ ਧਾਰਨ ਸ਼ਕਤੀ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨ ਲਈ ਐਡਜਸਟ ਕਰਨ ਵਾਲੇ ਪੇਚ ਦੀ ਵਰਤੋਂ ਕਰੋ। ਕੋਇਲ ਨੂੰ ਸੁਤੰਤਰ ਤੌਰ 'ਤੇ ਘੁੰਮਣਾ ਚਾਹੀਦਾ ਹੈ, ਪਰ ਓਪਰੇਸ਼ਨ ਦੌਰਾਨ ਕੋਈ ਤਾਰ ਦੇ ਲੂਪ ਨਹੀਂ ਬਣਨੇ ਚਾਹੀਦੇ। ਜੇ ਕਬਜੇ ਬਣਦੇ ਹਨ, ਤਾਂ ਐਡਜਸਟ ਕਰਨ ਵਾਲੇ ਪੇਚ ਨੂੰ ਹੋਰ ਕੱਸੋ। ਜੇ ਸਪੂਲ ਵੱਖਰਾ ਹੈ-
ਮੋੜਨ ਲਈ ਪੰਥ, ਪੇਚ ਨੂੰ ਢਿੱਲਾ ਕਰੋ।
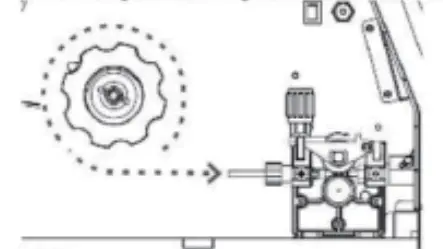
ਤਾਰ ਲਾਈਨਰ ਵਿੱਚ ਤਾਰ ਪਾਉਣਾ
ਅਡਜਸਟਰ ਨੂੰ ਆਪਣੇ ਵੱਲ ਢਿੱਲਾ ਅਤੇ ਘਟਾਓ। ਚੂੰਡੀ ਰੋਲਰ ਉਠਾਓ;
ਤਾਰ ਦੇ ਝੁਕੇ ਹੋਏ ਸਿਰੇ ਨੂੰ ਕੱਟੋ ਅਤੇ ਤਾਰ ਨੂੰ ਫੀਡਰ ਦੇ ਵਾਇਰ ਲਾਈਨਰ ਵਿੱਚ ਥਰਿੱਡ ਕਰੋ, ਇਸਨੂੰ ਡਰਾਈਵ ਰੋਲ ਦੇ ਚੈਨਲ ਵਿੱਚ ਇਕਸਾਰ ਕਰੋ। ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਰੋਲਰ ਦਾ ਬੋਰ ਤਾਰ ਦੇ ਵਿਆਸ ਨਾਲ ਮੇਲ ਖਾਂਦਾ ਹੈ;
ਤਾਰ ਨੂੰ ਵੈਲਡਿੰਗ ਟਾਰਚ ਕਨੈਕਟਰ ਬੋਰ ਵਿੱਚ ਰੱਖੋ, ਚੂੰਡੀ ਰੋਲਰ ਛੱਡੋ, ਅਤੇ ਐਡਜਸਟਰ ਨੂੰ ਲੰਬਕਾਰੀ ਸਥਿਤੀ ਵਿੱਚ ਵਾਪਸ ਕਰੋ।
ਚੂੰਡੀ ਰੋਲਰ ਦੇ ਦਬਾਅ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰੋ.
- ਸਟੀਲ ਤਾਰ ਨਾਲ ਵੈਲਡਿੰਗ ਕਰਦੇ ਸਮੇਂ, ਡ੍ਰਾਈਵ ਰੋਲ ਦੇ V- ਗਰੂਵ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ;
- ਫਲੈਕਸ-ਕੋਰਡ ਤਾਰ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਸਮੇਂ, ਡ੍ਰਾਈਵ ਰੋਲ ਦੇ ਗੀਅਰ ਗਰੂਵ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ (ਉਪਲਬਧਤਾ ਡਿਵਾਈਸ ਦੇ ਮਾਡਲ ਅਤੇ ਉਪਕਰਣ 'ਤੇ ਨਿਰਭਰ ਕਰਦੀ ਹੈ)।
- ਅਲਮੀਨੀਅਮ ਤਾਰ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਸਮੇਂ, ਡ੍ਰਾਈਵ ਰੋਲ ਦੇ ਯੂ-ਗਰੂਵ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ (ਉਪਲਬਧਤਾ ਮਸ਼ੀਨ ਦੇ ਮਾਡਲ ਅਤੇ ਉਪਕਰਣ 'ਤੇ ਨਿਰਭਰ ਕਰਦੀ ਹੈ)।
ਵੈਲਡਿੰਗ ਬਾਂਹ ਵਿੱਚ ਤਾਰ ਫੀਡ ਕਰੋ
ਟਾਰਚ 'ਤੇ ਵੈਲਡਿੰਗ ਟਿਪ ਨੂੰ ਖੋਲ੍ਹੋ।
ਤਾਰ ਨੂੰ ਟਾਰਚ ਸਲੀਵ ਵਿੱਚ ਫੀਡ ਕਰਨ ਲਈ, ਸਵਿੱਚ 6 ਨੂੰ ਸਵਿਚ ਕਰਕੇ ਅਸਥਾਈ ਤੌਰ 'ਤੇ ਪਾਵਰ ਚਾਲੂ ਕਰੋ ਅਤੇ ਬਟਨ 16 (ਤਾਰ ਫੀਡ) ਨੂੰ ਉਦੋਂ ਤੱਕ ਦਬਾਓ ਜਦੋਂ ਤੱਕ ਇਹ ਵੈਲਡਿੰਗ ਸਲੀਵ ਦੇ ਚੈਨਲ ਨੂੰ ਨਹੀਂ ਭਰਦਾ ਅਤੇ ਟਾਰਚ ਛੱਡ ਦਿੰਦਾ ਹੈ। ਪਾਵਰ ਸਪਲਾਈ ਨੂੰ ਡਿਸਕਨੈਕਟ ਕਰੋ. ਨੋਟ! ਵਿੱਚ ਤਾਰ ਦੇ ਮੁਫ਼ਤ ਲੰਘਣ ਲਈ
ਕੇਬਲ, ਇਸਦੀ ਪੂਰੀ ਲੰਬਾਈ ਦੇ ਨਾਲ ਇਸ ਨੂੰ ਸਿੱਧਾ ਕਰੋ। ਤਾਰ ਨੂੰ ਫੀਡ ਕਰਦੇ ਸਮੇਂ, ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਇਹ ਡਰਾਈਵ ਰੋਲ ਚੈਨਲ ਵਿੱਚ ਸੁਤੰਤਰ ਰੂਪ ਵਿੱਚ ਘੁੰਮਦਾ ਹੈ ਅਤੇ ਫੀਡ ਦੀ ਗਤੀ ਇੱਕਸਾਰ ਹੈ। ਜੇਕਰ ਫੀਡ ਦੀ ਦਰ ਬਰਾਬਰ ਹੈ, ਤਾਂ ਚੂੰਡੀ ਰੋਲਰ ਦੇ ਦਬਾਅ ਨੂੰ ਅਨੁਕੂਲ ਕਰੋ। ਇੱਕ ਸੰਪਰਕ ਟਿਪ ਵਿੱਚ ਮੇਲ ਕਰੋ ਅਤੇ ਪੇਚ ਕਰੋ ਜੋ ਤਾਰ ਦੇ ਵਿਆਸ ਨਾਲ ਮੇਲ ਖਾਂਦਾ ਹੈ ਅਤੇ ਨੋਜ਼ਲ ਨੂੰ ਸਥਾਪਿਤ ਕਰਦਾ ਹੈ।
ਅਰਧ-ਆਟੋਮੈਟਿਕ ਿਲਵਿੰਗ ਮੋਡ ਇਹ ਮਸ਼ੀਨ ਦੋ ਕਿਸਮਾਂ ਦੀਆਂ ਵੈਲਡਿੰਗ ਤਾਰਾਂ ਨਾਲ ਕੰਮ ਕਰ ਸਕਦੀ ਹੈ: ਇੱਕ ਸ਼ੀਲਡਿੰਗ ਗੈਸ ਵਾਤਾਵਰਣ ਵਿੱਚ ਠੋਸ ਤਾਂਬੇ-ਕੋਟੇਡ ਤਾਰ, ਅਤੇ ਸਵੈ-ਸ਼ੀਲਡ ਫਲੈਕਸ-ਕੋਰਡ ਤਾਰ, ਜਿਸ ਸਥਿਤੀ ਵਿੱਚ ਗੈਸ ਸਿਲੰਡਰ ਦੀ ਲੋੜ ਨਹੀਂ ਹੁੰਦੀ ਹੈ।
ਵੱਖ-ਵੱਖ ਕਿਸਮਾਂ ਦੀਆਂ ਫਿਲਰ ਤਾਰਾਂ ਲਈ ਇੱਕ ਵੱਖਰੇ ਵਾਇਰਿੰਗ ਚਿੱਤਰ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
ਠੋਸ ਕਾੱਪ-ਪਰ-ਪਲੇਟਿਡ ਤਾਰ ਨਾਲ ਗੈਸ ਵੈਲਡਿੰਗ (GAS):
- ਛੋਟੀ ਕੇਬਲ ਨੂੰ ਡਿਵਾਈਸ ਦੇ ਫਰੰਟ ਪੈਨਲ ਦੇ ਹੇਠਾਂ ਸਥਿਤ ਕਨੈਕਟਰ ਨਾਲ ਫਰੰਟ ਪੈਨਲ (“+” ਟਰਮੀਨਲ) ਦੇ ਖੱਬੇ ਕਨੈਕਟਰ ਨਾਲ ਕਨੈਕਟ ਕਰੋ।
- ਵੇਲਡ ਕੀਤੇ ਜਾਣ ਵਾਲੇ ਵਰਕ-ਪੀਸ 'ਤੇ ਗਰਾਊਂਡਿੰਗ ਟਰਮੀਨਲ ਨੂੰ ਫਿਕਸ ਕਰੋ, ਕੇਬਲ ਦੇ ਦੂਜੇ ਸਿਰੇ 'ਤੇ ਕਨੈਕਟਰ ਨੂੰ ਫਰੰਟ ਪੈਨਲ ("-" ਟਰਮੀਨਲ) 'ਤੇ ਸੱਜੇ ਕਨੈਕਟਰ ਨਾਲ ਕਨੈਕਟ ਕਰੋ।
- ਤਾਰ ਦੇ ਵਿਆਸ ਦੇ ਅਨੁਸਾਰ ਫੀਡ ਰੋਲ 'ਤੇ ਨਿਸ਼ਾਨਾਂ ਦੀ ਜਾਂਚ ਕਰੋ
- ਤਾਰ ਦੇ ਸਪੂਲ ਨੂੰ ਸਲਾਟ ਵਿੱਚ ਪਾਓ।
- ਰੋਲ cl ਨੂੰ ਵਾਪਸ ਮੋੜ ਕੇ ਤਾਰ ਨੂੰ ਟਾਰਚ ਵਿੱਚ ਫੀਡ ਕਰੋamp ਅਤੇ ਵਿੱਚ ਰੀਸੈਸ ਦੁਆਰਾ ਚੈਨਲ ਵਿੱਚ ਤਾਰ ਪਾਉਣਾ
- ਰੋਲਰ cl ਬੰਦ ਕਰੋamp cl ਨੂੰ ਥੋੜ੍ਹਾ ਕੱਸ ਕੇamping ਪੇਚ.
- ਬੰਦੂਕ ਦੀ ਨੋਕ ਦੇ ਮੋਰੀ ਦੇ ਵਿਆਸ ਨੂੰ ਤਾਰ ਨਾਲ ਮੇਲਣਾ ਯਕੀਨੀ ਬਣਾਓ
- ਮਸ਼ੀਨ ਨੂੰ ਚਾਲੂ ਕਰੋ ਅਤੇ ਤਾਰ ਨੂੰ ਉਦੋਂ ਤੱਕ ਚਲਾਓ ਜਦੋਂ ਤੱਕ ਇਹ ਟਾਰਚ 'ਤੇ ਟਰਿੱਗਰ ਨੂੰ ਦਬਾ ਕੇ ਟਿਪ ਤੋਂ ਬਾਹਰ ਨਹੀਂ ਆ ਜਾਂਦੀ।
- ਗੈਸ ਰੈਗੂਲੇਟਰ ਤੋਂ ਹੋਜ਼ ਨੂੰ ਡਿਵਾਈਸ ਦੇ ਪਿਛਲੇ ਪਾਸੇ ਫਿਟਿੰਗ ਨਾਲ ਕਨੈਕਟ ਕਰੋ।
- ਸ਼ੀਲਡਿੰਗ ਗੈਸ ਸਿਲੰਡਰ 'ਤੇ ਵਾਲਵ ਨੂੰ ਖੋਲ੍ਹੋ, ਟਾਰਚ ਟ੍ਰਿਗਰ ਨੂੰ ਦਬਾਓ ਅਤੇ ਰੀਡਿਊਸਰ ਨਾਲ ਗੈਸ ਦੇ ਪ੍ਰਵਾਹ ਨੂੰ ਐਡਜਸਟ ਕਰੋ (ਆਮ ਤੌਰ 'ਤੇ ਗੈਸ ਦਾ ਵਹਾਅ ਇਸ ਤਰ੍ਹਾਂ ਸੈੱਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ: ਗੈਸ ਦਾ ਵਹਾਅ (l/min) = ਤਾਰ ਦਾ ਵਿਆਸ (mm) x
- ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਲੋੜੀਂਦਾ ਵੈਲਡਿੰਗ ਮੋਡ ਸੈਟ ਕਰੋ
- ਸ਼ੁਰੂ ਕਰੋ
ਸਵੈ-ਰੱਖਿਅਤ ਫਲੈਕਸ-ਕੋਰਡ ਤਾਰ ਨਾਲ ਗੈਸ ਤੋਂ ਬਿਨਾਂ ਵੈਲਡਿੰਗ (NO GAS):
- ਛੋਟੀ ਕੇਬਲ ਨੂੰ ਡਿਵਾਈਸ ਦੇ ਫਰੰਟ ਪੈਨਲ ਦੇ ਹੇਠਾਂ ਸਥਿਤ ਕਨੈਕਟਰ ਨਾਲ ਫਰੰਟ ਪੈਨਲ ("-" ਟਰਮੀਨਲ) 'ਤੇ ਸੱਜੇ ਕਨੈਕਟਰ ਨਾਲ ਕਨੈਕਟ ਕਰੋ।
- ਵੇਲਡ ਕੀਤੇ ਜਾਣ ਵਾਲੇ ਵਰਕ-ਪੀਸ 'ਤੇ ਗਰਾਊਂਡਿੰਗ ਟਰਮੀਨਲ ਨੂੰ ਫਿਕਸ ਕਰੋ, ਕੇਬਲ ਦੇ ਦੂਜੇ ਸਿਰੇ 'ਤੇ ਕਨੈਕਟਰ ਨੂੰ ਫਰੰਟ ਪੈਨਲ ("+" ਟਰਮੀਨਲ) 'ਤੇ ਖੱਬੇ ਕਨੈਕਟਰ ਨਾਲ ਕਨੈਕਟ ਕਰੋ।
- ਤਾਰ ਦੇ ਵਿਆਸ ਦੇ ਅਨੁਸਾਰ ਫੀਡ ਰੋਲ 'ਤੇ ਨਿਸ਼ਾਨਾਂ ਦੀ ਜਾਂਚ ਕਰੋ
- ਤਾਰ ਦੇ ਸਪੂਲ ਨੂੰ ਸਲਾਟ ਵਿੱਚ ਪਾਓ।
- ਰੋਲ cl ਨੂੰ ਵਾਪਸ ਮੋੜ ਕੇ ਤਾਰ ਨੂੰ ਟਾਰਚ ਵਿੱਚ ਫੀਡ ਕਰੋamp ਅਤੇ ਵਿੱਚ ਰੀਸੈਸ ਦੁਆਰਾ ਚੈਨਲ ਵਿੱਚ ਤਾਰ ਪਾਉਣਾ
- ਰੋਲਰ cl ਬੰਦ ਕਰੋamp cl ਨੂੰ ਥੋੜ੍ਹਾ ਕੱਸ ਕੇamping ਪੇਚ.
- ਬੰਦੂਕ ਦੀ ਨੋਕ ਦੇ ਮੋਰੀ ਦੇ ਵਿਆਸ ਨੂੰ ਤਾਰ ਨਾਲ ਮੇਲਣਾ ਯਕੀਨੀ ਬਣਾਓ
- ਮਸ਼ੀਨ ਨੂੰ ਚਾਲੂ ਕਰੋ ਅਤੇ ਤਾਰ ਨੂੰ ਉਦੋਂ ਤੱਕ ਚਲਾਓ ਜਦੋਂ ਤੱਕ ਇਹ ਟਾਰਚ 'ਤੇ ਟਰਿੱਗਰ ਨੂੰ ਦਬਾ ਕੇ ਟਿਪ ਤੋਂ ਬਾਹਰ ਨਹੀਂ ਆ ਜਾਂਦੀ।
- ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਲੋੜੀਂਦਾ ਵੈਲਡਿੰਗ ਮੋਡ ਸੈਟ ਕਰੋ
ਵੈਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ
ਵੈਲਡਿੰਗ ਕੀਤੀ ਜਾਣ ਵਾਲੀ ਸਮੱਗਰੀ ਦੀ ਮੋਟਾਈ ਅਤੇ ਵਰਤੀ ਗਈ ਇਲੈਕਟ੍ਰੋਡ ਤਾਰ ਦੇ ਵਿਆਸ ਦੇ ਆਧਾਰ 'ਤੇ ਵੈਲਡਿੰਗ ਕਰੰਟ ਸੈੱਟ ਕਰੋ। ਵਾਇਰ ਫੀਡ ਦੀ ਗਤੀ ਆਪਣੇ ਆਪ ਹੀ ਵੈਲਡਿੰਗ ਕਰੰਟ ਨਾਲ ਸਮਕਾਲੀ ਹੋ ਜਾਂਦੀ ਹੈ। ਟਾਰਚ ਨੂੰ ਵਰਕਪੀਸ ਵੱਲ ਲੈ ਜਾਓ ਤਾਂ ਕਿ ਤਾਰ ਵਰਕਪੀਸ ਨੂੰ ਨਾ ਛੂਹ ਸਕੇ, ਪਰ ਇਸ ਤੋਂ ਕਈ ਮਿਲੀਮੀਟਰ ਦੀ ਦੂਰੀ 'ਤੇ ਹੋਵੇ। ਚਾਪ ਨੂੰ ਰੋਸ਼ਨ ਕਰਨ ਲਈ ਟਾਰਚ ਬਟਨ ਦਬਾਓ ਅਤੇ ਵੈਲਡਿੰਗ ਸ਼ੁਰੂ ਕਰੋ। ਦਬਾਈ ਗਈ ਕੁੰਜੀ ਇਲੈਕਟ੍ਰੋਡ ਤਾਰ ਦੀ ਫੀਡ ਅਤੇ ਰੀਡਿਊਸਰ ਦੁਆਰਾ ਸੈੱਟ ਕੀਤੀ ਗਈ ਸ਼ੀਲਡਿੰਗ ਗੈਸ ਦੇ ਪ੍ਰਵਾਹ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦੀ ਹੈ।
ਚਾਪ ਦੀ ਲੰਬਾਈ ਅਤੇ ਇਲੈਕਟ੍ਰੋਡ ਦੀ ਗਤੀ ਦੀ ਗਤੀ ਵੇਲਡ ਦੀ ਸ਼ਕਲ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰਦੀ ਹੈ।
ਬਦਲਣਯੋਗ ਪੋਲਰਿਟੀ ਓਪਰੇਸ਼ਨ ਸ਼ੁਰੂ ਵਿੱਚ, ਵੈਲਡਿੰਗ ਟਾਰਚ ਦਾ ਪਾਵਰ ਸੰਪਰਕ ਪੋਲਰਿਟੀ ਰਿਵਰਸਲ ਮੋਡੀਊਲ ਉੱਤੇ “+” ਨਾਲ ਜੁੜਿਆ ਹੁੰਦਾ ਹੈ। ਇਹ ਰਿਵਰਸ ਪੋਲਰਿਟੀ ਹੈ। ਇਸਦੀ ਵਰਤੋਂ ਪਤਲੀ ਸ਼ੀਟ ਸਟੀਲ ਤੋਂ ਸਟੇਨਲੈਸ ਸਟੀਲ, ਅਲਾਏ ਸਟੀਲ ਅਤੇ ਉੱਚ ਕਾਰਬਨ ਸਟੀਲ ਤੱਕ ਵੈਲਡਿੰਗ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਜੋ ਜ਼ਿਆਦਾ ਗਰਮ ਹੋਣ ਲਈ ਬਹੁਤ ਸੰਵੇਦਨਸ਼ੀਲ ਹੁੰਦੇ ਹਨ।
ਡਾਇਰੈਕਟ ਪੋਲਰਿਟੀ ਵੈਲਡਿੰਗ ਦੇ ਦੌਰਾਨ, ਜ਼ਿਆਦਾਤਰ ਗਰਮੀ ਉਤਪਾਦ 'ਤੇ ਹੀ ਕੇਂਦਰਿਤ ਹੁੰਦੀ ਹੈ, ਜਿਸ ਨਾਲ ਵੇਲਡ ਦੀ ਜੜ੍ਹ ਡੂੰਘੀ ਹੋ ਜਾਂਦੀ ਹੈ। ਪੋਲਰਿਟੀ ਨੂੰ ਰਿਵਰਸ ਤੋਂ ਡਾਇਰੈਕਟ ਵਿੱਚ ਬਦਲਣ ਲਈ, ਮੋਡੀਊਲ ਉੱਤੇ ਪਾਵਰ ਤਾਰ ਦੇ ਆਉਟਪੁੱਟ ਨੂੰ “+” ਤੋਂ “-” ਵਿੱਚ ਬਦਲਣਾ ਜ਼ਰੂਰੀ ਹੈ। ਅਤੇ ਇਸ ਸਥਿਤੀ ਵਿੱਚ, ਕੇਬਲ ਨੂੰ ਧਰਤੀ cl ਨਾਲ ਜੋੜੋamp ਫਰੰਟ ਪੈਨਲ 'ਤੇ "+" ਟਰਮੀਨਲ ਵਿੱਚ ਪਾਵਰ-ਕੇਬਲ ਲੌਗ ਪਾ ਕੇ ਵਰਕਪੀਸ ਵਿੱਚ।
ਗੈਸ ਨੂੰ ਢਾਲਣ ਤੋਂ ਬਿਨਾਂ ਫਲਕਸ-ਕੋਰਡ ਤਾਰ ਨਾਲ ਵੈਲਡਿੰਗ ਲਈ, ਡਾਇਰੈਕਟ ਪੋਲਰਿਟੀ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਵਿੱਚ
ਇਸ ਕੇਸ ਵਿੱਚ, ਵਧੇਰੇ ਗਰਮੀ ਉਤਪਾਦ ਨੂੰ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਤਾਰ ਅਤੇ ਵੈਲਡਿੰਗ ਟਾਰਚ ਚੈਨਲ ਘੱਟ ਗਰਮ ਹੁੰਦੇ ਹਨ।
ਵੈਲਡਿੰਗ ਦੇ ਅੰਤ ਵਿੱਚ:
- ਸੀਮ ਤੋਂ ਟਾਰਚ ਨੋਜ਼ਲ ਨੂੰ ਹਟਾਓ, ਵੈਲਡਿੰਗ ਚਾਪ ਵਿੱਚ ਵਿਘਨ ਪਾਓ;
- ਤਾਰ ਅਤੇ ਗੈਸ ਫੀਡ ਨੂੰ ਰੋਕਣ ਲਈ ਟਾਰਚ ਟਰਿੱਗਰ ਨੂੰ ਛੱਡੋ;
- ਸਿਲੰਡਰ ਰੀਡਿਊਸਰ ਤੋਂ ਗੈਸ ਸਪਲਾਈ ਵਾਲਵ ਨੂੰ ਬੰਦ ਕਰਕੇ ਗੈਸ ਸਪਲਾਈ ਨੂੰ ਡਿਸਕਨੈਕਟ ਕਰੋ;
- ਸਵਿੱਚ ਨੂੰ "ਬੰਦ" ਸਥਿਤੀ - ਬੰਦ 'ਤੇ ਲੈ ਜਾਓ
ਮੈਨੁਅਲ ਆਰਕ ਵੈਲਡਿੰਗ ਮੋਡ (mma)
- ਇਲੈਕਟ੍ਰੋਡ ਹੋਲਡਰ ਨੂੰ ਡਿਵਾਈਸ ਦੇ "-" ਟਰਮੀਨਲ ਨਾਲ, ਗਰਾਊਂਡਿੰਗ ਕੇਬਲ ਨੂੰ "+" ਨਾਲ ਕਨੈਕਟ ਕਰੋ
ਡਿਵਾਈਸ ਦਾ ਟਰਮੀਨਲ (ਸਿੱਧੀ ਪੋਲਰਿਟੀ), ਜਾਂ ਇਸਦੇ ਉਲਟ, ਜੇ ਵੈਲਡਿੰਗ ਹਾਲਤਾਂ ਅਤੇ / ਜਾਂ ਇਲੈਕਟ੍ਰੋਡ ਦੇ ਬ੍ਰਾਂਡ ਦੁਆਰਾ ਲੋੜੀਂਦਾ ਹੈ:
ਮੈਨੂਅਲ ਆਰਕ ਵੈਲਡਿੰਗ ਵਿੱਚ, ਦੋ ਕਿਸਮਾਂ ਦੇ ਕਨੈਕਸ਼ਨਾਂ ਨੂੰ ਵੱਖ ਕੀਤਾ ਜਾਂਦਾ ਹੈ: ਸਿੱਧੀ ਧਰੁਵੀ ਅਤੇ ਉਲਟਾ। ਕਨੈਕਸ਼ਨ "ਡਾਇਰੈਕਟ" ਪੋਲਰਿਟੀ: ਇਲੈਕਟ੍ਰੋਡ - "ਮਾਇਨਸ", ਵੇਲਡ ਵਾਲਾ ਹਿੱਸਾ - "ਪਲੱਸ"। ਅਜਿਹਾ ਕੁਨੈਕਸ਼ਨ ਅਤੇ ਇੱਕ ਸਿੱਧਾ ਪੋਲਰਿਟੀ ਕਰੰਟ ਧਾਤ ਨੂੰ ਕੱਟਣ ਅਤੇ ਵੱਡੀ ਮੋਟਾਈ ਨੂੰ ਵੈਲਡਿੰਗ ਕਰਨ ਲਈ ਢੁਕਵਾਂ ਹੈ ਜਿਨ੍ਹਾਂ ਨੂੰ ਗਰਮ ਕਰਨ ਲਈ ਵੱਡੀ ਮਾਤਰਾ ਵਿੱਚ ਗਰਮੀ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
“ਰਿਵਰਸ” ਪੋਲਰਿਟੀ (ਇਲੈਕਟ੍ਰੋਡ – “ਪਲੱਸ”, ਭਾਗ
- "ਮਾਇਨਸ") ਦੀ ਵਰਤੋਂ ਛੋਟੀ ਮੋਟਾਈ ਅਤੇ ਪਤਲੀ-ਦੀਵਾਰਾਂ ਦੀ ਵੈਲਡਿੰਗ ਕਰਦੇ ਸਮੇਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਤੱਥ ਇਹ ਹੈ ਕਿ ਇੱਕ ਇਲੈਕਟ੍ਰਿਕ ਚਾਪ ਦੇ ਨੈਗੇਟਿਵ ਪੋਲ (ਕੈਥੋਡ) 'ਤੇ, ਤਾਪਮਾਨ ਹਮੇਸ਼ਾ ਸਕਾਰਾਤਮਕ (ਐਨੋਡ) ਤੋਂ ਘੱਟ ਹੁੰਦਾ ਹੈ, ਜਿਸ ਕਾਰਨ ਇਲੈਕਟ੍ਰੋਡ ਤੇਜ਼ੀ ਨਾਲ ਪਿਘਲ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਹਿੱਸੇ ਦੀ ਗਰਮਾਈ ਘੱਟ ਜਾਂਦੀ ਹੈ - ਅਤੇ ਇਸਦੇ ਬਰਨਆਉਟ ਦਾ ਖ਼ਤਰਾ ਵੀ ਘੱਟ ਜਾਂਦਾ ਹੈ।
- ਮੋਡ ਸਵਿੱਚ ਨੂੰ MMA 'ਤੇ ਸੈੱਟ ਕਰੋ
- ਇਲੈਕਟ੍ਰੋਡ ਦੀ ਕਿਸਮ ਅਤੇ ਵਿਆਸ ਦੇ ਅਨੁਸਾਰ ਵੈਲਡਿੰਗ ਕਰੰਟ ਸੈੱਟ ਕਰੋ ਅਤੇ ਸ਼ੁਰੂ ਕਰੋ
- ਵੈਲਡਿੰਗ ਕਰੰਟ ਨੂੰ ਮੌਜੂਦਾ ਰੈਗੂਲੇਟਰ ਦੁਆਰਾ ਨਿਯੰਤ੍ਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਓਪਰੇਸ਼ਨ ਦੌਰਾਨ ਕਰੰਟ ਦਾ ਅਸਲ ਮੁੱਲ ਐਮਮੀਟਰ 'ਤੇ ਪ੍ਰਦਰਸ਼ਿਤ ਹੁੰਦਾ ਹੈ
- ਚਾਪ ਦਾ ਉਤਸ਼ਾਹ ਉਤਪਾਦ ਦੇ ਇਲੈਕਟ੍ਰੋਡ ਦੇ ਸਿਰੇ ਨੂੰ ਸੰਖੇਪ ਰੂਪ ਵਿੱਚ ਛੂਹ ਕੇ ਅਤੇ ਇਸਨੂੰ ਲੋੜੀਂਦੇ ਡਿਸਕੋ ਤੱਕ ਵਾਪਸ ਲੈ ਕੇ ਕੀਤਾ ਜਾਂਦਾ ਹੈ- ਤਕਨੀਕੀ ਤੌਰ 'ਤੇ, ਇਹ ਪ੍ਰਕਿਰਿਆ ਦੋ ਤਰੀਕਿਆਂ ਨਾਲ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ:
- ਇਲੈਕਟ੍ਰੋਡ ਨੂੰ ਪਿੱਛੇ ਵੱਲ ਨੂੰ ਛੂਹ ਕੇ ਅਤੇ ਇਸਨੂੰ ਉੱਪਰ ਖਿੱਚ ਕੇ;
- ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਇਕ ਮੈਚ ਵਾਂਗ ਇਲੈਕਟ੍ਰੋਡ ਦੇ ਸਿਰੇ ਨੂੰ ਮਾਰ ਕੇ
ਧਿਆਨ ਦਿਓ! ਚਾਪ ਨੂੰ ਅੱਗ ਲਗਾਉਣ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰਦੇ ਸਮੇਂ ਇਲੈਕਟ੍ਰੋਡ ਨੂੰ ਕਾਰਜਸ਼ੀਲ ਸਤ੍ਹਾ 'ਤੇ ਨਾ ਖੜਕਾਓ, ਕਿਉਂਕਿ ਇਹ ਇਸਨੂੰ ਨੁਕਸਾਨ ਪਹੁੰਚਾ ਸਕਦਾ ਹੈ ਅਤੇ ਚਾਪ ਦੇ ਇਗਨੀਸ਼ਨ ਨੂੰ ਹੋਰ ਗੁੰਝਲਦਾਰ ਬਣਾ ਸਕਦਾ ਹੈ।
- ਜਿਵੇਂ ਹੀ ਚਾਪ ਵੱਜਦਾ ਹੈ, ਇਲੈਕਟ੍ਰੋਡ ਨੂੰ ਵਰਕਪੀਸ ਤੋਂ ਇੰਨੀ ਦੂਰੀ 'ਤੇ ਰੱਖਣਾ ਚਾਹੀਦਾ ਹੈ ਜੋ ਇਲੈਕਟ੍ਰੋਡ ਦੇ ਵਿਆਸ ਨਾਲ ਮੇਲ ਖਾਂਦਾ ਹੈ। ਇੱਕ ਸਮਾਨ ਸੀਮ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ, ਇਸ ਦੂਰੀ ਨੂੰ ਜਿੰਨਾ ਸੰਭਵ ਹੋ ਸਕੇ ਨਿਰੰਤਰ ਬਣਾਈ ਰੱਖਣਾ ਜ਼ਰੂਰੀ ਹੈ। ਇਹ ਵੀ ਯਾਦ ਰੱਖਣਾ ਚਾਹੀਦਾ ਹੈ ਕਿ ਵੈਲਡਿੰਗ ਸੀਮ ਮਾਰਗਦਰਸ਼ਨ ਦੇ ਬਿਹਤਰ ਵਿਜ਼ੂਅਲ ਨਿਯੰਤਰਣ ਲਈ, ਇਲੈਕਟ੍ਰੋਡ ਧੁਰੀ ਦਾ ਝੁਕਾਅ ਲਗਭਗ 20-30 ਡਿਗਰੀ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ.
- ਵੇਲਡ ਨੂੰ ਪੂਰਾ ਕਰਦੇ ਸਮੇਂ, ਵੈਲਡਿੰਗ ਕ੍ਰੇਟਰ ਨੂੰ ਭਰਨ ਲਈ ਇਲੈਕਟ੍ਰੋਡ ਨੂੰ ਥੋੜਾ ਪਿੱਛੇ ਖਿੱਚੋ, ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਚਾਪ ਤੱਕ ਤੇਜ਼ੀ ਨਾਲ ਉੱਪਰ ਚੁੱਕੋ।
ਵੈਲਡਿੰਗ ਪੈਰਾਮੀਟਰ ਟੇਬਲ (ਸਿਰਫ਼ ਸੰਦਰਭ ਲਈ)
| ਮੋਟਾਈ ਧਾਤ, ਮਿਲੀਮੀਟਰ | ਸਿਫਾਰਸ਼ੀ ਤਾਰ ਵਿਆਸ, ਮਿਲੀਮੀਟਰ | ||||||
| ਠੋਸ ਤਾਰ | ਫਲੈਕਸ ਤਾਰ | ||||||
| 0,6 | 0,8 | 0,9 | 1,0 | 0,8 | 0,9 | 1,2 | |
| 0,6 | + | ||||||
| 0,75 | + | + | + | ||||
| 0,9 | + | + | + | + | |||
| 1,0 | + | + | + | + | + | ||
| 1,2 | + | + | + | + | + | ||
| 1,9 | + | + | + | + | + | + | |
| 3,0 | + | + | + | + | + | ||
| 5,0 | + | + | + | + | |||
| 6,0 | + | + | + | ||||
| 8,0 | + | + | |||||
| 10,0 | + | + | |||||
| 12,0 | + | + | |||||
| 5 ਮਿਲੀਮੀਟਰ ਜਾਂ ਇਸ ਤੋਂ ਵੱਧ ਦੀ ਮੋਟਾਈ ਵਾਲੀ ਧਾਤ ਦੀ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੀ ਵੈਲਡਿੰਗ ਲਈ, ਉਹਨਾਂ ਦੇ ਜੋੜਨ ਦੇ ਸਥਾਨ 'ਤੇ ਭਾਗਾਂ ਦੇ ਅੰਤਲੇ ਕਿਨਾਰੇ ਨੂੰ ਚੈਂਫਰ ਕਰਨਾ ਜਾਂ ਕਈ ਪਾਸਿਆਂ ਵਿੱਚ ਵੇਲਡ ਕਰਨਾ ਜ਼ਰੂਰੀ ਹੈ। | |||||||
MIG, MAG ਵੈਲਡਿੰਗ ਲਈ ਗੈਸ ਵਹਾਅ ਸੈਟਿੰਗਾਂ
ਮੌਜੂਦਾ ਤਾਕਤ ਦੇ ਮਾਪਦੰਡ ਅਤੇ ਇਲੈਕਟ੍ਰੋਡ ਦਾ ਵਿਆਸ ਜਦੋਂ ਵੈਲਡਿੰਗ MMA
| ਇਲੈਕਟ੍ਰੋਡ ਵਿਆਸ, ਮਿਲੀਮੀਟਰ | ਵੈਲਡਿੰਗ ਕਰੰਟ, ਏ
ਘੱਟੋ-ਘੱਟ ਅਧਿਕਤਮ |
|
| 1,6 | 20 | 50 |
| 2,0 | 40 | 80 |
| 2,5 | 60 | 110 |
| 3,2 | 80 | 160 |
| 4,0 | 120 | 200 |
ਵੇਲਡ ਸੀਮ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ
'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ ampਇਲੈਕਟ੍ਰੋਡ ਦੀ erage ਅਤੇ ਗਤੀ, ਤੁਸੀਂ ਹੇਠਾਂ ਦਿੱਤੇ ਨਤੀਜੇ ਪ੍ਰਾਪਤ ਕਰ ਸਕਦੇ ਹੋ:

1. ਇਲੈਕਟ੍ਰੋਡ ਦੀ ਬਹੁਤ ਹੌਲੀ ਗਤੀ
2. ਇੱਕ ਬਹੁਤ ਹੀ ਛੋਟਾ ਚਾਪ
3. ਬਹੁਤ ਘੱਟ ਵੈਲਡਿੰਗ ਮੌਜੂਦਾ 4. ਬਹੁਤ ਤੇਜ਼ ਇਲੈਕਟ੍ਰੋਡ ਅੰਦੋਲਨ 5. ਬਹੁਤ ਲੰਬਾ ਚਾਪ
6.ਬਹੁਤ ਉੱਚ ਿਲਵਿੰਗ ਮੌਜੂਦਾ 7.normal ਸੀਮ
ਅਸੀਂ ਸਿਫ਼ਾਰਿਸ਼ ਕਰਦੇ ਹਾਂ ਕਿ ਤੁਸੀਂ ਕੁਝ ਵਿਹਾਰਕ ਹੁਨਰ ਹਾਸਲ ਕਰਨ ਲਈ ਕੁਝ ਟੈਸਟ ਵੇਲਡਾਂ ਨੂੰ ਪੂਰਾ ਕਰੋ।
ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ ਨੂੰ ਬੰਦ ਕਰਨਾ. ਥਰਮਲ ਸੁਰੱਖਿਆ
ਤੁਹਾਡੀ ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ ਮਸ਼ੀਨ ਦੇ ਇਲੈਕਟ੍ਰਾਨਿਕ ਹਿੱਸਿਆਂ ਨੂੰ ਜ਼ਿਆਦਾ ਗਰਮ ਹੋਣ ਤੋਂ ਰੋਕਣ ਲਈ ਥਰਮਲ ਸੁਰੱਖਿਆ ਨਾਲ ਲੈਸ ਹੈ। ਜੇਕਰ ਤਾਪਮਾਨ ਵੱਧ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਥਰਮਲ ਸਵਿੱਚ ਡਿਵਾਈਸ ਨੂੰ ਬੰਦ ਕਰ ਦੇਵੇਗਾ। ਥਰਮਲ ਸੁਰੱਖਿਆ ਦਾ ਸੰਚਾਲਨ ਸੰਕੇਤਕ ਦੀ ਚਮਕ ਦੁਆਰਾ ਦਰਸਾਇਆ ਜਾਂਦਾ ਹੈ.
ਧਿਆਨ ਦਿਓ! ਜਦੋਂ ਤਾਪਮਾਨ ਆਮ ਓਪਰੇਟਿੰਗ ਤਾਪਮਾਨ 'ਤੇ ਵਾਪਸ ਆਉਂਦਾ ਹੈ, ਤਾਂ ਵੋਲਯੂtage ਇਲੈਕਟ੍ਰੋਡ ਨੂੰ ਆਪਣੇ ਆਪ ਸਪਲਾਈ ਕੀਤਾ ਜਾਵੇਗਾ। ਇਸ ਸਮੇਂ ਦੌਰਾਨ ਉਤਪਾਦ ਨੂੰ ਅਣਗੌਲਿਆ ਨਾ ਛੱਡੋ, ਪਰ ਇਲੈਕਟ੍ਰੋਡ ਧਾਰਕ ਨੂੰ ਜ਼ਮੀਨ 'ਤੇ ਜਾਂ ਵੇਲਡ ਕੀਤੇ ਜਾਣ ਵਾਲੇ ਹਿੱਸਿਆਂ 'ਤੇ ਪਏ ਰੱਖੋ।
ਅਸੀਂ ਸਿਫ਼ਾਰਿਸ਼ ਕਰਦੇ ਹਾਂ ਕਿ ਤੁਸੀਂ ਇਸ ਸਮੇਂ ਦੌਰਾਨ ਸਵਿੱਚ ਨਾਲ ਡਿਵਾਈਸ ਨੂੰ ਬੰਦ ਕਰ ਦਿਓ।
ਓਪਰੇਸ਼ਨ ਦੌਰਾਨ ਉਤਪਾਦ ਦਾ ਗਰਮ ਹੋਣਾ ਆਮ ਗੱਲ ਹੈ।
ਧਿਆਨ ਦਿਓ! ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ ਦੇ ਟੁੱਟਣ ਜਾਂ ਸਮੇਂ ਤੋਂ ਪਹਿਲਾਂ ਫੇਲ੍ਹ ਹੋਣ ਤੋਂ ਬਚਣ ਲਈ (ਖਾਸ ਕਰਕੇ ਥਰਮਲ ਸਵਿੱਚ ਦੇ ਵਾਰ-ਵਾਰ ਟ੍ਰਿਪਿੰਗ ਨਾਲ), ਕੰਮ ਕਰਨਾ ਜਾਰੀ ਰੱਖਣ ਤੋਂ ਪਹਿਲਾਂ, ਥਰਮਲ ਸੁਰੱਖਿਆ ਦੇ ਟ੍ਰਿਪਿੰਗ ਦੇ ਕਾਰਨ ਦਾ ਪਤਾ ਲਗਾਓ। ਅਜਿਹਾ ਕਰਨ ਲਈ, ਡਿਵਾਈਸ ਨੂੰ ਮੇਨ ਤੋਂ ਡਿਸਕਨੈਕਟ ਕਰੋ ਅਤੇ ਇਸ ਮੈਨੂਅਲ ਦੇ "ਸੰਭਾਵੀ ਖਰਾਬੀ ਅਤੇ ਉਹਨਾਂ ਦੇ ਖਾਤਮੇ ਦੇ ਤਰੀਕੇ" ਭਾਗ ਵੇਖੋ।
ਸੰਭਵ ਖਰਾਬੀ ਅਤੇ ਉਹਨਾਂ ਦੇ ਖਾਤਮੇ ਦੇ ਤਰੀਕੇ
ਉਤਪਾਦ ਦੀ ਚੰਗੀ ਸਥਿਤੀ ਦੀ ਨਿਗਰਾਨੀ ਕਰੋ. ਸ਼ੱਕੀ ਗੰਧ, ਧੂੰਆਂ, ਅੱਗ, ਚੰਗਿਆੜੀਆਂ ਦੀ ਦਿੱਖ ਦੇ ਮਾਮਲੇ ਵਿੱਚ, ਡਿਵਾਈਸ ਨੂੰ ਬੰਦ ਕਰੋ, ਇਸਨੂੰ ਮੇਨ ਤੋਂ ਵੱਖ ਕਰੋ ਅਤੇ ਇੱਕ ਵਿਸ਼ੇਸ਼ ਸੇਵਾ ਕੇਂਦਰ ਨਾਲ ਸੰਪਰਕ ਕਰੋ।
ਜੇਕਰ ਤੁਹਾਨੂੰ ਉਤਪਾਦ ਦੇ ਸੰਚਾਲਨ ਵਿੱਚ ਕੁਝ ਅਸਧਾਰਨ ਲੱਗਦਾ ਹੈ, ਤਾਂ ਤੁਰੰਤ ਇਸਦੀ ਵਰਤੋਂ ਬੰਦ ਕਰ ਦਿਓ। ਉਤਪਾਦ ਦੀ ਤਕਨੀਕੀ ਗੁੰਝਲਤਾ ਦੇ ਕਾਰਨ, ਸੀਮਾ ਸਥਿਤੀ ਦੇ ਮਾਪਦੰਡ ਉਪਭੋਗਤਾ ਦੁਆਰਾ ਸੁਤੰਤਰ ਤੌਰ 'ਤੇ ਨਿਰਧਾਰਤ ਨਹੀਂ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ।
ਕਿਸੇ ਪ੍ਰਤੱਖ ਜਾਂ ਸ਼ੱਕੀ ਖਰਾਬੀ ਦੇ ਮਾਮਲੇ ਵਿੱਚ, ਸੈਕਸ਼ਨ "ਸੰਭਾਵੀ ਖਰਾਬ ਫੰਕਸ਼ਨ ਅਤੇ ਉਹਨਾਂ ਦੇ ਖਾਤਮੇ ਦੇ ਤਰੀਕੇ" ਵੇਖੋ। ਜੇਕਰ ਸੂਚੀ ਵਿੱਚ ਕੋਈ ਖਰਾਬੀ ਨਹੀਂ ਹੈ ਜਾਂ.
ਜੇਕਰ ਤੁਸੀਂ ਇਸਨੂੰ ਠੀਕ ਨਹੀਂ ਕਰ ਸਕਦੇ ਹੋ, ਤਾਂ ਕਿਸੇ ਵਿਸ਼ੇਸ਼ ਸੇਵਾ ਕੇਂਦਰ ਨਾਲ ਸੰਪਰਕ ਕਰੋ।
ਹੋਰ ਸਾਰੇ ਕੰਮ (ਮੁਰੰਮਤ ਸਮੇਤ) ਸਿਰਫ਼ ਸੇਵਾ ਕੇਂਦਰਾਂ ਦੇ ਮਾਹਿਰਾਂ ਦੁਆਰਾ ਹੀ ਕੀਤੇ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ।
| ਸਮੱਸਿਆ | ਸੰਭਵ ਕਾਰਨ | ਹੱਲ | |
|
1 |
ਸੂਚਕ ਥਰਮਲ ਸੁਰੱਖਿਆ 'ਤੇ ਹੈ |
ਵੋਲtage ਬਹੁਤ ਜ਼ਿਆਦਾ | ਪਾਵਰ ਸਰੋਤ ਬੰਦ ਕਰੋ; ਮੁੱਖ ਭੋਜਨ ਦੀ ਜਾਂਚ ਕਰੋ; ਮਸ਼ੀਨ ਨੂੰ ਦੁਬਾਰਾ ਚਾਲੂ ਕਰੋ ਜਦੋਂ ਵੋਲtage ਆਮ ਹੈ। |
| ਵੋਲtage ਬਹੁਤ ਘੱਟ | |||
| ਮਾੜੀ ਹਵਾ ਦਾ ਪ੍ਰਵਾਹ | ਹਵਾ ਦੇ ਪ੍ਰਵਾਹ ਵਿੱਚ ਸੁਧਾਰ ਕਰੋ | ||
| ਡਿਵਾਈਸ ਦੀ ਥਰਮਲ ਸੁਰੱਖਿਆ ਨੂੰ ਚਾਲੂ ਕੀਤਾ ਗਿਆ ਹੈ | ਡਿਵਾਈਸ ਨੂੰ ਠੰਡਾ ਹੋਣ ਦਿਓ | ||
|
2 |
ਕੋਈ ਤਾਰ ਫੀਡ ਨਹੀਂ |
ਘੱਟੋ-ਘੱਟ 'ਤੇ ਤਾਰ ਫੀਡ knob | ਵਿਵਸਥਿਤ ਕਰੋ |
| ਮੌਜੂਦਾ ਟਿਪ ਨੂੰ ਸਟਿੱਕ ਕਰਨਾ | ਟਿਪ ਬਦਲੋ | ||
| ਫੀਡ ਰੋਲਰ ਤਾਰ ਦੇ ਵਿਆਸ ਨਾਲ ਮੇਲ ਨਹੀਂ ਖਾਂਦੇ | ਸੱਜੇ ਰੋਲਰ 'ਤੇ ਪਾਓ | ||
|
3 |
ਪੱਖਾ ਕੰਮ ਨਹੀਂ ਕਰਦਾ ਜਾਂ ਹੌਲੀ-ਹੌਲੀ ਘੁੰਮਦਾ ਹੈ | ਪਾਵਰ ਬਟਨ ਕੰਮ ਨਹੀਂ ਕਰਦਾ | ਕਿਰਪਾ ਕਰਕੇ ਸੇਵਾ ਕੇਂਦਰ ਨਾਲ ਸੰਪਰਕ ਕਰੋ |
| ਪੱਖਾ ਟੁੱਟ ਗਿਆ ਹੈ | |||
| ਖਰਾਬ ਪੱਖਾ ਕਨੈਕਸ਼ਨ | ਕੁਨੈਕਸ਼ਨ ਦੀ ਜਾਂਚ ਕਰੋ | ||
|
4 |
ਅਸਥਿਰ ਚਾਪ, ਵੱਡਾ ਛਿੱਟਾ |
ਮਾੜਾ ਹਿੱਸਾ ਸੰਪਰਕ | ਸੰਪਰਕ ਵਿੱਚ ਸੁਧਾਰ ਕਰੋ |
| ਨੈੱਟਵਰਕ ਕੇਬਲ ਬਹੁਤ ਪਤਲੀ ਹੈ, ਪਾਵਰ ਖਤਮ ਹੋ ਗਈ ਹੈ | ਨੈੱਟਵਰਕ ਕੇਬਲ ਬਦਲੋ | ||
| ਇਨਪੁਟ ਵਾਲੀਅਮtage ਬਹੁਤ ਘੱਟ | ਇੰਪੁੱਟ ਵੋਲਯੂਮ ਵਧਾਓtage ਇੱਕ ਰੈਗੂਲੇਟਰ ਨਾਲ | ||
| ਬਰਨਰ ਦੇ ਹਿੱਸੇ ਖਰਾਬ ਹੋ ਗਏ ਹਨ | ਬਰਨਰ ਦੇ ਹਿੱਸੇ ਬਦਲੋ | ||
| 5 | ਚਾਪ ਨਹੀਂ ਮਾਰਦਾ | ਟੁੱਟੀ ਵੈਲਡਿੰਗ ਕੇਬਲ | ਕੇਬਲ ਦੀ ਜਾਂਚ ਕਰੋ |
| ਹਿੱਸਾ ਗੰਦਾ ਹੈ, ਰੰਗ ਵਿੱਚ ਹੈ, ਜੰਗਾਲ ਵਿੱਚ ਹੈ | ਹਿੱਸੇ ਨੂੰ ਸਾਫ਼ ਕਰੋ | ||
|
6 |
ਕੋਈ ਸੁਰੱਖਿਆ ਗੈਸ ਨਹੀਂ |
ਬਰਨਰ ਸਹੀ ਢੰਗ ਨਾਲ ਜੁੜਿਆ ਨਹੀਂ ਹੈ | ਬਰਨਰ ਨੂੰ ਸਹੀ ਢੰਗ ਨਾਲ ਕਨੈਕਟ ਕਰੋ |
| ਗੈਸ ਦੀ ਹੋਜ਼ ਕਿੰਕ ਹੋਈ ਜਾਂ ਖਰਾਬ ਹੋ ਗਈ | ਗੈਸ ਨਲੀ ਦੀ ਜਾਂਚ ਕਰੋ | ||
| ਹੋਜ਼ ਕੁਨੈਕਸ਼ਨ ਢਿੱਲੇ ਹਨ | ਹੋਜ਼ ਕੁਨੈਕਸ਼ਨਾਂ ਦੀ ਜਾਂਚ ਕਰੋ | ||
| 7 | ਹੋਰ | ਕਿਰਪਾ ਕਰਕੇ ਸੇਵਾ ਕੇਂਦਰ ਨਾਲ ਸੰਪਰਕ ਕਰੋ |
ਗ੍ਰਾਫਿਕ ਚਿੰਨ੍ਹ ਅਤੇ ਤਕਨੀਕੀ ਡੇਟਾ
| U0…….ਵੀ | ਇਹ ਚਿੰਨ੍ਹ ਸੈਕੰਡਰੀ ਨੋ-ਲੋਡ ਵਾਲੀਅਮ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈtage (ਵੋਲਟਸ ਵਿੱਚ)। |
| X | ਇਹ ਪ੍ਰਤੀਕ ਦਰਜਾਬੱਧ ਡਿਊਟੀ ਚੱਕਰ ਦਿਖਾਉਂਦਾ ਹੈ। |
| I2……A | ਇਹ ਚਿੰਨ੍ਹ ਵਿੱਚ ਵੈਲਡਿੰਗ ਕਰੰਟ ਦਿਖਾਉਂਦਾ ਹੈ AMPS. |
| U2……ਵੀ | ਇਹ ਚਿੰਨ੍ਹ ਵੈਲਡਿੰਗ ਵਾਲੀਅਮ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈtage VOLTS ਵਿੱਚ। |
| U1 | ਇਹ ਚਿੰਨ੍ਹ ਦਰਸਾਏ ਗਏ ਸਪਲਾਈ ਵਾਲੀਅਮ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈtage. |
| I1max…A | ਇਹ ਚਿੰਨ੍ਹ ਵੈਲਡਿੰਗ ਯੂਨਿਟ ਦੇ ਵੱਧ ਤੋਂ ਵੱਧ ਸੋਖਣ ਵਾਲੇ ਕਰੰਟ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ AMP. |
| I1eff…A | ਇਹ ਚਿੰਨ੍ਹ ਵੈਲਡਿੰਗ ਯੂਨਿਟ ਦੇ ਵੱਧ ਤੋਂ ਵੱਧ ਸੋਖਣ ਵਾਲੇ ਕਰੰਟ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ AMP. |
| IP21S | ਇਹ ਚਿੰਨ੍ਹ ਵੈਲਡਿੰਗ ਯੂਨਿਟ ਦੀ ਸੁਰੱਖਿਆ ਸ਼੍ਰੇਣੀ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ। |
| S | ਇਹ ਚਿੰਨ੍ਹ ਦਰਸਾਉਂਦਾ ਹੈ ਕਿ ਵੈਲਡਿੰਗ ਯੂਨਿਟ ਉਹਨਾਂ ਵਾਤਾਵਰਣਾਂ ਵਿੱਚ ਵਰਤਣ ਲਈ ਢੁਕਵੀਂ ਹੈ ਜਿੱਥੇ ਬਿਜਲੀ ਦੇ ਝਟਕਿਆਂ ਦਾ ਉੱਚ ਜੋਖਮ ਹੁੰਦਾ ਹੈ। |
 |
ਇਹ ਚਿੰਨ੍ਹ ਆਪਰੇਸ਼ਨ ਤੋਂ ਪਹਿਲਾਂ ਓਪਰੇਟਿੰਗ ਨਿਰਦੇਸ਼ਾਂ ਨੂੰ ਧਿਆਨ ਨਾਲ ਪੜ੍ਹਦਾ ਦਿਖਾਉਂਦਾ ਹੈ। |
| |
ਇਹ ਚਿੰਨ੍ਹ ਦਿਖਾਉਂਦਾ ਹੈ ਕਿ ਵੈਲਡਿੰਗ ਯੂਨਿਟ ਇੱਕ ਸਿੰਗਲ ਪੜਾਅ ਵਾਲਾ ਡੀਸੀ ਵੈਲਡਰ ਹੈ। |
 |
ਇਹ ਚਿੰਨ੍ਹ ਹਰਟਜ਼ ਵਿੱਚ ਸਪਲਾਈ ਪਾਵਰ ਪੜਾਅ ਅਤੇ ਲਾਈਨ ਦੀ ਬਾਰੰਬਾਰਤਾ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ। |
ਰੱਖ-ਰਖਾਅ ਅਤੇ ਸੇਵਾ
ਰੱਖ-ਰਖਾਅ ਅਤੇ ਸਫਾਈ
- ਪਾਵਰ 'ਤੇ ਕੋਈ ਵੀ ਕੰਮ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਪਲੱਗ ਨੂੰ ਸਾਕਟ ਤੋਂ ਬਾਹਰ ਕੱਢੋ
- ਸੁੱਕੀ ਅਤੇ ਸਾਫ਼ ਕੰਪਰੈੱਸਡ ਹਵਾ ਦੁਆਰਾ ਨਿਯਮਿਤ ਤੌਰ 'ਤੇ ਧੂੜ ਨੂੰ ਹਟਾਓ। ਜੇਕਰ ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ ਅਜਿਹੇ ਵਾਤਾਵਰਨ ਵਿੱਚ ਚਲਾਈ ਜਾਂਦੀ ਹੈ ਜਿੱਥੇ ਤੇਜ਼ ਧੂੰਆਂ ਅਤੇ ਪ੍ਰਦੂਸ਼ਿਤ ਹਵਾ ਮੌਜੂਦ ਹੋਵੇ, ਤਾਂ ਮਸ਼ੀਨ ਨੂੰ ਘੱਟੋ-ਘੱਟ ਇੱਕ ਵਾਰ ਸਾਫ਼ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
- ਕੰਪਰੈੱਸਡ ਹਵਾ ਦਾ ਦਬਾਅ ਵਾਜਬ ਸੀਮਾ ਦੇ ਅੰਦਰ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ ਤਾਂ ਜੋ ਹਵਾ ਦੇ ਛੋਟੇ ਅਤੇ ਸੰਵੇਦਨਸ਼ੀਲ ਹਿੱਸਿਆਂ ਨੂੰ ਨੁਕਸਾਨ ਤੋਂ ਬਚਾਇਆ ਜਾ ਸਕੇ।
- ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ ਦੇ ਅੰਦਰੂਨੀ ਸਰਕਟ ਦੀ ਨਿਯਮਤ ਤੌਰ 'ਤੇ ਜਾਂਚ ਕਰੋ ਅਤੇ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਸਰਕਟ ਕੁਨੈਕਸ਼ਨ ਸਹੀ ਅਤੇ ਮਜ਼ਬੂਤੀ ਨਾਲ ਜੁੜੇ ਹੋਏ ਹਨ (ਖਾਸ ਕਰਕੇ ਪਲੱਗ-ਇਨ ਕੁਨੈਕਟਰ ਅਤੇ ਕੰਪੋਨੈਂਟਸ)। ਜੇਕਰ ਸਕੇਲ ਅਤੇ ਜੰਗਾਲ ਮਿਲੇ ਹਨ, ਤਾਂ ਕਿਰਪਾ ਕਰਕੇ ਇਸਨੂੰ ਸਾਫ਼ ਕਰੋ ਅਤੇ ਦੁਬਾਰਾ ਜੁੜੋ
- ਪਾਣੀ ਅਤੇ ਭਾਫ਼ ਨੂੰ ਮਸ਼ੀਨ ਵਿੱਚ ਦਾਖਲ ਹੋਣ ਤੋਂ ਰੋਕੋ। ਜੇਕਰ ਅਜਿਹਾ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਕਿਰਪਾ ਕਰਕੇ ਇਸਨੂੰ ਸੁੱਕਾ ਉਡਾ ਦਿਓ ਅਤੇ ਇਨਸੂਲੇਸ਼ਨ ਦੀ ਜਾਂਚ ਕਰੋ
- ਜੇਕਰ ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ ਲੰਬੇ ਸਮੇਂ ਲਈ ਨਹੀਂ ਵਰਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਇਸਨੂੰ ਪੈਕਿੰਗ ਬਾਕਸ ਵਿੱਚ ਪਾ ਕੇ ਸੁੱਕੇ ਅਤੇ ਸਾਫ਼ ਵਿੱਚ ਸਟੋਰ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਸੁਰੱਖਿਆ ਦੇ ਖਤਰਿਆਂ ਤੋਂ ਬਚਣ ਲਈ, ਜੇਕਰ ਪਾਵਰ ਸਪਲਾਈ ਕੋਰਡ ਨੂੰ ਬਦਲਣ ਦੀ ਲੋੜ ਹੈ, ਤਾਂ ਇਹ PIT ਦੁਆਰਾ ਜਾਂ ਕਿਸੇ ਵਿਕਰੀ ਤੋਂ ਬਾਅਦ ਦੇ ਸੇਵਾ ਕੇਂਦਰ ਦੁਆਰਾ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਜੋ PIT ਪਾਵਰ ਟੂਲਸ ਦੀ ਮੁਰੰਮਤ ਕਰਨ ਲਈ ਅਧਿਕਾਰਤ ਹੈ।
ਸੇਵਾ
- ਆਪਣੇ ਪਾਵਰ ਟੂਲ ਦੀ ਮੁਰੰਮਤ ਸਿਰਫ਼ ਯੋਗਤਾ ਪ੍ਰਾਪਤ ਕਰਮਚਾਰੀਆਂ ਦੁਆਰਾ ਕਰੋ ਅਤੇ ਸਿਰਫ਼ ਅਸਲੀ ਬਦਲਣ ਵਾਲੇ ਪੁਰਜ਼ਿਆਂ ਨਾਲ ਕਰੋ। ਇਹ ਪਾਵਰ ਟੂਲ ਦੀ ਸੁਰੱਖਿਆ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ।
ਅਧਿਕਾਰਤ ਸੇਵਾ ਕੇਂਦਰਾਂ ਦੀ ਸੂਚੀ ਹੋ ਸਕਦੀ ਹੈ viewਸਰਕਾਰੀ 'ਤੇ ਐਡ webਲਿੰਕ ਦੁਆਰਾ PIT ਦੀ ਸਾਈਟ: https://pittools.ru/servises/
ਸਟੋਰੇਜ਼ ਅਤੇ ਆਵਾਜਾਈ
ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ ਨੂੰ 0 ਤੋਂ + 40 ° С ਤੱਕ ਤਾਪਮਾਨ ਅਤੇ + 80% ਤੱਕ ਸਾਪੇਖਿਕ ਨਮੀ 'ਤੇ ਕੁਦਰਤੀ ਹਵਾਦਾਰੀ ਵਾਲੇ ਬੰਦ ਕਮਰਿਆਂ ਵਿੱਚ ਸਟੋਰ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਹਵਾ ਵਿੱਚ ਤੇਜ਼ਾਬ ਵਾਸ਼ਪ, ਖਾਰੀ ਅਤੇ ਹੋਰ ਹਮਲਾਵਰ ਅਸ਼ੁੱਧੀਆਂ ਦੀ ਮੌਜੂਦਗੀ ਦੀ ਇਜਾਜ਼ਤ ਨਹੀਂ ਹੈ।
ਉਤਪਾਦ ਨੂੰ ਮਕੈਨੀਕਲ ਨੁਕਸਾਨ, ਵਾਯੂਮੰਡਲ ਦੀ ਵਰਖਾ ਤੋਂ ਬਚਾਉਂਦੇ ਹੋਏ, ਉਤਪਾਦਕ ਦੀ ਪੈਕਿੰਗ ਵਿੱਚ ਜਾਂ ਇਸ ਤੋਂ ਬਿਨਾਂ ਕਿਸੇ ਵੀ ਕਿਸਮ ਦੇ ਬੰਦ ਟ੍ਰਾਂਸਪੋਰਟ ਦੁਆਰਾ ਲਿਜਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।
 ਰਹਿੰਦ-ਖੂੰਹਦ ਦਾ ਨਿਪਟਾਰਾ ਕਰੋ
ਰਹਿੰਦ-ਖੂੰਹਦ ਦਾ ਨਿਪਟਾਰਾ ਕਰੋ
ਨੁਕਸਾਨੇ ਗਏ ਪਾਵਰ ਟੂਲ, ਬੈਟਰੀਆਂ, ਸਹਾਇਕ ਉਪਕਰਣ ਅਤੇ ਰਹਿੰਦ-ਖੂੰਹਦ ਦੀ ਪੈਕਿੰਗ ਸਮੱਗਰੀ ਨੂੰ ਵਾਤਾਵਰਣ ਦੇ ਅਨੁਕੂਲ ਤਰੀਕੇ ਨਾਲ ਰੀਸਾਈਕਲ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ ਮੁੜ ਵਰਤੋਂ ਵਿੱਚ ਲਿਆਉਣਾ ਚਾਹੀਦਾ ਹੈ।
ਪਾਵਰ ਟੂਲ ਅਤੇ ਐਕਯੂਮੂਲੇਟਰਾਂ/ਬੈਟਰੀਆਂ ਨੂੰ ਆਮ ਘਰੇਲੂ ਕੂੜੇ ਵਿੱਚ ਨਾ ਸੁੱਟੋ!
ਉਤਪਾਦ ਸੀਰੀਅਲ ਨੰਬਰ ਦੀ ਵਿਆਖਿਆ ਸੀਰੀਅਲ ਨੰਬਰ
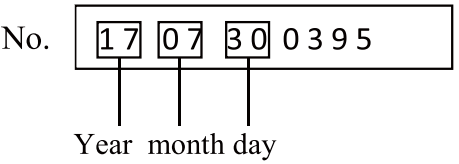
ਖੱਬੇ ਤੋਂ ਸੱਜੇ ਉਤਪਾਦ ਸੀਰੀਅਲ ਨੰਬਰ ਦੇ ਪਹਿਲੇ ਅਤੇ ਦੂਜੇ ਅੰਕ
ਉਤਪਾਦਨ ਦਾ ਸਾਲ, ਤੀਜੇ ਅਤੇ ਚੌਥੇ ਅੰਕ ਉਤਪਾਦਨ ਦੇ ਮਹੀਨੇ ਨੂੰ ਦਰਸਾਉਂਦੇ ਹਨ।
ਪੰਜਵੇਂ ਅਤੇ ਛੇਵੇਂ ਅੰਕ ਉਤਪਾਦਨ ਦੇ ਦਿਨ ਨੂੰ ਦਰਸਾਉਂਦੇ ਹਨ।
ਵਾਰੰਟੀ ਸੇਵਾ ਦੀਆਂ ਸ਼ਰਤਾਂ
- ਇਹ ਵਾਰੰਟੀ ਸਰਟੀਫਿਕੇਟ ਇੱਕਮਾਤਰ ਦਸਤਾਵੇਜ਼ ਹੈ ਜੋ ਮੁਫਤ ਵਾਰੰਟੀ ਦੇ ਤੁਹਾਡੇ ਅਧਿਕਾਰ ਦੀ ਪੁਸ਼ਟੀ ਕਰਦਾ ਹੈ ਇਸ ਸਰਟੀਫਿਕੇਟ ਨੂੰ ਪੇਸ਼ ਕੀਤੇ ਬਿਨਾਂ, ਕੋਈ ਵੀ ਦਾਅਵੇ ਸਵੀਕਾਰ ਨਹੀਂ ਕੀਤੇ ਜਾਂਦੇ ਹਨ। ਨੁਕਸਾਨ ਜਾਂ ਨੁਕਸਾਨ ਦੇ ਮਾਮਲੇ ਵਿੱਚ, ਵਾਰੰਟੀ ਸਰਟੀਫਿਕੇਟ ਨੂੰ ਬਹਾਲ ਨਹੀਂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
- ਇਲੈਕਟ੍ਰਿਕ ਮਸ਼ੀਨ ਲਈ ਵਾਰੰਟੀ ਦੀ ਮਿਆਦ ਵਿਕਰੀ ਦੀ ਮਿਤੀ ਤੋਂ 12 ਮਹੀਨੇ ਹੈ, ਵਾਰੰਟੀ ਦੀ ਮਿਆਦ ਦੇ ਦੌਰਾਨ ਸੇਵਾ ਵਿਭਾਗ ਨਿਰਮਾਣ ਨੁਕਸ ਨੂੰ ਦੂਰ ਕਰਦਾ ਹੈ ਅਤੇ ਉਹਨਾਂ ਹਿੱਸਿਆਂ ਨੂੰ ਬਦਲ ਦਿੰਦਾ ਹੈ ਜੋ ਨਿਰਮਾਤਾ ਦੀ ਗਲਤੀ ਕਾਰਨ ਅਸਫਲ ਹੋਏ ਹਨ। ਵਾਰੰਟੀ ਮੁਰੰਮਤ ਵਿੱਚ, ਇੱਕ ਸਮਾਨ ਸੰਚਾਲਿਤ ਉਤਪਾਦ ਪ੍ਰਦਾਨ ਨਹੀਂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਬਦਲਣਯੋਗ ਹਿੱਸੇ ਸੇਵਾ ਪ੍ਰਦਾਤਾਵਾਂ ਦੀ ਜਾਇਦਾਦ ਬਣ ਜਾਂਦੇ ਹਨ।
PIT ਕਿਸੇ ਵੀ ਨੁਕਸਾਨ ਲਈ ਜ਼ਿੰਮੇਵਾਰ ਨਹੀਂ ਹੈ ਜੋ ਇਲੈਕਟ੍ਰਿਕ ਮਸ਼ੀਨ ਦੇ ਸੰਚਾਲਨ ਕਾਰਨ ਹੋ ਸਕਦਾ ਹੈ।
- ਸਿਰਫ਼ ਸਾਫ਼-ਸੁਥਰੇ ਟੂਲ ਦੇ ਨਾਲ ਨਿਮਨਲਿਖਤ ਤੌਰ 'ਤੇ ਲਾਗੂ ਕੀਤੇ ਗਏ ਦਸਤਾਵੇਜ਼ ਹਨ: ਇਹ ਵਾਰੰਟੀ ਸਰਟੀਫਿਕੇਟ, ਵਾਰੰਟੀ ਕਾਰਡ, ਸਾਰੇ ਫੀਲਡ ਭਰੇ ਹੋਏ, ਸੇਂਟ ਵਾਲੇamp ਵਪਾਰਕ ਸੰਗਠਨ ਦਾ ਅਤੇ ਖਰੀਦਦਾਰ ਦੇ ਦਸਤਖਤ, ਵਾਰੰਟੀ ਲਈ ਸਵੀਕਾਰ ਕੀਤੇ ਜਾਣਗੇ
- ਹੇਠ ਲਿਖੇ ਮਾਮਲਿਆਂ ਵਿੱਚ ਵਾਰੰਟੀ ਦੀ ਮੁਰੰਮਤ ਨਹੀਂ ਕੀਤੀ ਜਾਂਦੀ:
- ਵਾਰੰਟੀ ਸਰਟੀਫਿਕੇਟ ਅਤੇ ਵਾਰੰਟੀ ਕਾਰਡ ਦੀ ਅਣਹੋਂਦ ਵਿੱਚ ਜਾਂ ਉਹਨਾਂ ਦੇ ਗਲਤ ਐਗਜ਼ੀਕਿਊਸ਼ਨ ਵਿੱਚ;
- ਇਲੈਕਟ੍ਰਿਕ ਇੰਜਣ ਦੇ ਰੋਟਰ ਅਤੇ ਸਟੇਟਰ ਦੋਵਾਂ ਦੀ ਅਸਫਲਤਾ ਦੇ ਨਾਲ, ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ ਟਰਾਂਸਫਾਰਮਰ ਦੀ ਪ੍ਰਾਇਮਰੀ ਵਿੰਡਿੰਗ ਦੇ ਚਾਰਰਿੰਗ ਜਾਂ ਪਿਘਲਣ, ਚਾਰਜਿੰਗ ਜਾਂ ਸਟਾਰਟ-ਚਾਰਜਿੰਗ ਡਿਵਾਈਸ, ਅੰਦਰੂਨੀ ਹਿੱਸਿਆਂ ਦੇ ਪਿਘਲਣ ਦੇ ਨਾਲ, ਇਲੈਕਟ੍ਰਾਨਿਕ ਸਰਕਟ ਬੋਰਡਾਂ ਦੇ ਸੜ ਜਾਣ ਨਾਲ;
- ਜੇਕਰ ਵਾਰੰਟੀ ਸਰਟੀਫਿਕੇਟ ਜਾਂ ਵਾਰੰਟੀ ਕਾਰਡ
ਇਸ ਇਲੈਕਟ੍ਰਿਕ ਮਸ਼ੀਨ ਜਾਂ ਸਪਲਾਇਰ ਦੁਆਰਾ ਸਥਾਪਿਤ ਫਾਰਮ ਨਾਲ ਮੇਲ ਨਹੀਂ ਖਾਂਦਾ;
- ਵਾਰੰਟੀ ਦੀ ਮਿਆਦ ਦੀ ਸਮਾਪਤੀ 'ਤੇ;
- ਵਾਰੰਟੀ ਵਰਕਸ਼ਾਪ ਦੇ ਬਾਹਰ ਇਲੈਕਟ੍ਰਿਕ ਮਸ਼ੀਨ ਨੂੰ ਖੋਲ੍ਹਣ ਜਾਂ ਮੁਰੰਮਤ ਕਰਨ ਦੀਆਂ ਕੋਸ਼ਿਸ਼ਾਂ 'ਤੇ; ਵਾਰੰਟੀ ਪੀਰੀਅਡ ਦੌਰਾਨ ਟੂਲ ਦੀ ਰਚਨਾਤਮਕ ਤਬਦੀਲੀਆਂ ਅਤੇ ਲੁਬਰੀਕੇਸ਼ਨ ਕਰਨਾ, ਜਿਵੇਂ ਕਿ ਸਬੂਤ ਦਿੱਤਾ ਗਿਆ ਹੈ, ਸਾਬਕਾ ਲਈample, ਗੈਰ-ਰੋਟੇਸ਼ਨਲ ਦੇ ਫਾਸਟਨਰਾਂ ਦੇ ਸਪਲਾਈਨ ਹਿੱਸਿਆਂ 'ਤੇ ਕ੍ਰੀਜ਼ ਦੁਆਰਾ
- ਉਤਪਾਦਨ ਲਈ ਇਲੈਕਟ੍ਰਿਕ ਟੂਲਸ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ ਜਾਂ ਮੁਨਾਫਾ ਬਣਾਉਣ ਨਾਲ ਜੁੜੇ ਹੋਰ ਉਦੇਸ਼ਾਂ ਦੇ ਨਾਲ-ਨਾਲ GOST ਦੁਆਰਾ ਸਥਾਪਿਤ ਮਾਪਦੰਡਾਂ ਤੋਂ ਵੱਧ ਪਾਵਰ ਨੈਟਵਰਕ ਪੈਰਾਮੀਟਰਾਂ ਦੀ ਅਸਥਿਰਤਾ ਨਾਲ ਸਬੰਧਤ ਖਰਾਬੀ ਦੇ ਮਾਮਲੇ ਵਿੱਚ;
- ਅਣਉਚਿਤ ਸੰਚਾਲਨ ਦੀਆਂ ਘਟਨਾਵਾਂ ਵਿੱਚ (ਇਲੈਕਟ੍ਰਿਕ ਮਸ਼ੀਨ ਦੀ ਵਰਤੋਂ ਇੱਛਤ ਉਦੇਸ਼ਾਂ ਤੋਂ ਇਲਾਵਾ, ਅਟੈਚਮੈਂਟਾਂ ਦੀ ਇਲੈਕਟ੍ਰਿਕ ਮਸ਼ੀਨ ਨਾਲ ਅਟੈਚਮੈਂਟ, ਉਪਕਰਣ, ਨਿਰਮਾਤਾ ਦੁਆਰਾ ਪ੍ਰਦਾਨ ਨਹੀਂ ਕੀਤੀ ਗਈ);
- ਕੇਸ, ਪਾਵਰ ਕੋਰਡ ਨੂੰ ਮਕੈਨੀਕਲ ਨੁਕਸਾਨ ਦੇ ਨਾਲ ਅਤੇ ਹਮਲਾਵਰ ਏਜੰਟਾਂ ਅਤੇ ਉੱਚ ਅਤੇ ਘੱਟ ਤਾਪਮਾਨਾਂ ਕਾਰਨ ਹੋਏ ਨੁਕਸਾਨ ਦੇ ਮਾਮਲੇ ਵਿੱਚ, ਇਲੈਕਟ੍ਰਿਕ ਮਸ਼ੀਨ ਦੇ ਵੈਂਟੀਲੇਸ਼ਨ ਗਰਿੱਡ ਵਿੱਚ ਵਿਦੇਸ਼ੀ ਵਸਤੂਆਂ ਦੇ ਦਾਖਲੇ ਦੇ ਨਾਲ-ਨਾਲ ਨੁਕਸਾਨ ਦੇ ਮਾਮਲੇ ਵਿੱਚ ਗਲਤ ਸਟੋਰੇਜ ਦੇ ਨਤੀਜੇ ਵਜੋਂ (ਧਾਤੂ ਦੇ ਹਿੱਸਿਆਂ ਦਾ ਖੋਰ);
- ਲੰਬੇ ਸਮੇਂ ਦੇ ਕੰਮ ਦੇ ਨਤੀਜੇ ਵਜੋਂ ਇਲੈਕਟ੍ਰਿਕ ਮਸ਼ੀਨ ਦੇ ਪੁਰਜ਼ਿਆਂ 'ਤੇ ਕੁਦਰਤੀ ਵਿਗਾੜ ਅਤੇ ਅੱਥਰੂ (ਨਿਰਧਾਰਤ ਅਰਥ ਜੀਵਨ ਦੇ ਪੂਰੇ ਜਾਂ ਅੰਸ਼ਕ ਤੌਰ 'ਤੇ ਘਟਣ ਦੇ ਸੰਕੇਤਾਂ ਦੇ ਆਧਾਰ 'ਤੇ ਨਿਰਧਾਰਤ ਕੀਤਾ ਗਿਆ ਹੈ, ਬਹੁਤ ਜ਼ਿਆਦਾ ਗੰਦਗੀ, ਬਾਹਰ ਅਤੇ ਅੰਦਰ ਜੰਗਾਲ ਦੀ ਮੌਜੂਦਗੀ) ਇਲੈਕਟ੍ਰਿਕ ਮਸ਼ੀਨ, ਗੀਅਰਬਾਕਸ ਵਿੱਚ ਕੂੜਾ ਲੁਬਰੀਕੈਂਟ);
- ਸੰਦ ਦੀ ਵਰਤੋਂ ਓਪਰੇਟਿੰਗ ਵਿੱਚ ਨਿਰਦਿਸ਼ਟ ਤੋਂ ਇਲਾਵਾ ਹੋਰ ਉਦੇਸ਼ਾਂ ਲਈ
- ਟੂਲ ਨੂੰ ਮਕੈਨੀਕਲ ਨੁਕਸਾਨ;
- ਹਦਾਇਤਾਂ ਵਿੱਚ ਦਰਸਾਏ ਓਪਰੇਟਿੰਗ ਸ਼ਰਤਾਂ ਦੀ ਪਾਲਣਾ ਨਾ ਕਰਨ ਕਾਰਨ ਹੋਏ ਨੁਕਸਾਨ ਦੀ ਸਥਿਤੀ ਵਿੱਚ (ਮੈਨੂਅਲ ਦਾ ਅਧਿਆਇ “ਸੁਰੱਖਿਆ ਸਾਵਧਾਨੀਆਂ” ਦੇਖੋ)।
- ਸਟੋਰੇਜ ਅਤੇ ਟਰਾਂਸਪੋਰਟ ਦੇ ਨਿਯਮਾਂ ਦੀ ਪਾਲਣਾ ਨਾ ਕਰਨ ਕਾਰਨ ਉਤਪਾਦ ਨੂੰ ਨੁਕਸਾਨ
- ਸੰਦ ਦੇ ਮਜ਼ਬੂਤ ਅੰਦਰੂਨੀ ਗੰਦਗੀ ਦੇ ਮਾਮਲੇ ਵਿੱਚ.
ਵਾਰੰਟੀ ਦੀ ਮਿਆਦ ਦੇ ਦੌਰਾਨ ਇਲੈਕਟ੍ਰਿਕ ਮਸ਼ੀਨਾਂ (ਸਫਾਈ, ਧੋਣ, ਲੁਬਰੀਕੇਸ਼ਨ, ਐਂਥਰਸ ਦੀ ਬਦਲੀ, ਪਿਸਟਨ ਅਤੇ ਸੀਲਿੰਗ ਰਿੰਗ) ਦੀ ਰੋਕਥਾਮ ਵਾਲੀ ਦੇਖਭਾਲ ਇੱਕ ਅਦਾਇਗੀ ਸੇਵਾ ਹੈ।
ਉਤਪਾਦ ਦੀ ਸੇਵਾ ਜੀਵਨ 3 ਸਾਲ ਹੈ. ਸ਼ੈਲਫ ਦੀ ਉਮਰ 2 ਸਾਲ ਹੈ. ਨਿਰਮਾਣ ਦੀ ਮਿਤੀ ਤੋਂ ਸਟੋਰੇਜ ਦੇ 2 ਸਾਲਾਂ ਬਾਅਦ ਸੰਚਾਲਨ ਲਈ ਸਿਫਾਰਸ਼ ਨਹੀਂ ਕੀਤੀ ਜਾਂਦੀ, ਜੋ ਕਿ ਸਾਧਨ ਦੇ ਲੇਬਲ 'ਤੇ ਸੀਰੀਅਲ ਨੰਬਰ ਵਿੱਚ ਦਰਸਾਈ ਗਈ ਹੈ, ਮੁੱਢਲੀ ਤਸਦੀਕ ਤੋਂ ਬਿਨਾਂ (ਦੀ ਪਰਿਭਾਸ਼ਾ ਲਈ.
ਨਿਰਮਾਣ ਦੀ ਮਿਤੀ, ਪਹਿਲਾਂ ਉਪਭੋਗਤਾ ਦਾ ਮੈਨੂਅਲ ਵੇਖੋ)।
ਸੇਵਾ ਕੇਂਦਰ ਵਿੱਚ ਡਾਇਗਨੌਸਟਿਕਸ ਪੂਰਾ ਹੋਣ 'ਤੇ ਮਾਲਕ ਨੂੰ ਵਾਰੰਟੀ ਸੇਵਾ ਦੀਆਂ ਉਪਰੋਕਤ ਸ਼ਰਤਾਂ ਦੀ ਕਿਸੇ ਵੀ ਸੰਭਾਵਿਤ ਉਲੰਘਣਾ ਬਾਰੇ ਸੂਚਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਟੂਲ ਦਾ ਮਾਲਕ ਉਸਦੀ ਗੈਰ-ਹਾਜ਼ਰੀ ਵਿੱਚ ਸੇਵਾ ਕੇਂਦਰ ਵਿੱਚ ਕੀਤੀ ਜਾਣ ਵਾਲੀ ਡਾਇਗਨੌਸਟਿਕ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਸੌਂਪਦਾ ਹੈ।
ਜਦੋਂ ਗੀਅਰਬਾਕਸ ਵਿੱਚ ਬਹੁਤ ਜ਼ਿਆਦਾ ਗਰਮੀ, ਸਪਾਰਕਿੰਗ, ਜਾਂ ਸ਼ੋਰ ਦੇ ਸੰਕੇਤ ਹੋਣ ਤਾਂ ਇਲੈਕਟ੍ਰਿਕ ਮਸ਼ੀਨ ਨੂੰ ਨਾ ਚਲਾਓ। ਖਰਾਬੀ ਦੇ ਕਾਰਨ ਦਾ ਪਤਾ ਲਗਾਉਣ ਲਈ, ਖਰੀਦਦਾਰ ਨੂੰ ਵਾਰੰਟੀ ਸੇਵਾ ਕੇਂਦਰ ਨਾਲ ਸੰਪਰਕ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ.
ਇੰਜਣ ਦੇ ਕਾਰਬਨ ਬੁਰਸ਼ਾਂ ਨੂੰ ਦੇਰ ਨਾਲ ਬਦਲਣ ਕਾਰਨ ਹੋਣ ਵਾਲੀਆਂ ਖਰਾਬੀਆਂ ਖਰੀਦਦਾਰ ਦੇ ਖਰਚੇ 'ਤੇ ਖਤਮ ਹੋ ਜਾਂਦੀਆਂ ਹਨ।
- ਵਾਰੰਟੀ ਕਵਰ ਨਹੀਂ ਕਰਦੀ:
- ਰਿਪਲੇਸਮੈਂਟ ਐਕਸੈਸਰੀਜ਼ (ਐਕਸੈਸਰੀਜ਼ ਅਤੇ ਕੰਪੋਨੈਂਟ), ਸਾਬਕਾ ਲਈample: ਬੈਟਰੀਆਂ, ਡਿਸਕ, ਬਲੇਡ, ਡ੍ਰਿਲ ਬਿੱਟ, ਬੋਰਰ, ਚੱਕ, ਚੇਨ, ਸਪਰੋਕੇਟਸ, ਕੋਲੇਟ ਸੀਐਲamps, ਗਾਈਡ ਰੇਲਜ਼, ਤਣਾਅ ਅਤੇ ਬੰਨ੍ਹਣ ਵਾਲੇ ਤੱਤ, ਟ੍ਰਿਮਿੰਗ ਡਿਵਾਈਸ ਹੈੱਡ, ਪੀਸਣ ਦਾ ਅਧਾਰ ਅਤੇ ਬੈਲਟ ਸੈਂਡਰ ਮਸ਼ੀਨਾਂ, ਹੈਕਸਾਗੋਨਲ ਹੈਡਸ, ,
- ਤੇਜ਼ ਪਹਿਨਣ ਵਾਲੇ ਹਿੱਸੇ, ਸਾਬਕਾ ਲਈample: ਕਾਰਬਨ ਬੁਰਸ਼, ਡਰਾਈਵ ਬੈਲਟਸ, ਸੀਲਾਂ, ਸੁਰੱਖਿਆ ਕਵਰ, ਗਾਈਡਿੰਗ ਰੋਲਰ, ਗਾਈਡਾਂ, ਰਬੜ ਦੀਆਂ ਸੀਲਾਂ, ਬੇਅਰਿੰਗਾਂ, ਦੰਦਾਂ ਵਾਲੀ ਬੈਲਟ ਅਤੇ ਪਹੀਏ, ਸ਼ੰਕਸ, ਬ੍ਰੇਕ ਬੈਲਟਸ, ਸਟਾਰਟਰ ਰੈਚੇਟ ਅਤੇ ਰੱਸੇ, ਪਿਸਟਨ ਰਿੰਗ, ਵਾਰੰਟੀ ਮਿਆਦ ਦੇ ਦੌਰਾਨ ਉਹਨਾਂ ਦੀ ਬਦਲੀ ਹੈ ਇੱਕ ਅਦਾਇਗੀ ਸੇਵਾ;
- ਬਿਜਲੀ ਦੀਆਂ ਤਾਰਾਂ, ਇਨਸੂਲੇਸ਼ਨ ਨੂੰ ਨੁਕਸਾਨ ਹੋਣ ਦੀ ਸੂਰਤ ਵਿੱਚ, ਬਿਜਲੀ ਦੀਆਂ ਤਾਰਾਂ ਮਾਲਕ (ਭੁਗਤਾਨ ਸੇਵਾ) ਦੀ ਸਹਿਮਤੀ ਤੋਂ ਬਿਨਾਂ ਲਾਜ਼ਮੀ ਬਦਲਣ ਦੇ ਅਧੀਨ ਹਨ;
- ਟੂਲ ਕੇਸ.
ਇਸ ਮੈਨੂਅਲ ਬਾਰੇ ਹੋਰ ਪੜ੍ਹੋ ਅਤੇ PDF ਡਾਊਨਲੋਡ ਕਰੋ:
ਦਸਤਾਵੇਜ਼ / ਸਰੋਤ
 |
PIT PMAG200-C ਤਿੰਨ ਫੰਕਸ਼ਨ ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ [pdf] ਹਦਾਇਤ ਮੈਨੂਅਲ PMAG200-C, PMAG200-C ਤਿੰਨ ਫੰਕਸ਼ਨ ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ, ਤਿੰਨ ਫੰਕਸ਼ਨ ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ, ਫੰਕਸ਼ਨ ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ, ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ, ਮਸ਼ੀਨ, MIG-MMA-TIG-200A |