PIT PMAG200-C త్రీ ఫంక్షన్ వెల్డింగ్ మెషిన్ ఇన్స్ట్రక్షన్ మాన్యువల్

భద్రతా గమనికలు
సాధారణ పవర్ టూల్ భద్రతా హెచ్చరికల హెచ్చరిక అన్ని భద్రతా హెచ్చరికలు మరియు అన్ని సూచనలను చదవండి.

హెచ్చరికలు మరియు సూచనలను పాటించడంలో వైఫల్యం విద్యుత్ షాక్, అగ్ని మరియు/లేదా తీవ్రమైన గాయానికి దారితీయవచ్చు.
భవిష్యత్ సూచన కోసం అన్ని హెచ్చరికలు మరియు సూచనలను సేవ్ చేయండి.
హెచ్చరికలలోని “పవర్ టూల్” అనే పదం మీ ప్రధాన సోపరేటెడ్ (కార్డెడ్) పవర్ టూల్ లేదా బ్యాటరీతో పనిచేసే (కార్డ్లెస్) పవర్ టూల్ను సూచిస్తుంది.
పని ప్రాంతం భద్రత
- పని ప్రదేశం శుభ్రంగా మరియు బాగా వెలుతురుగా ఉంచండి.చిందరవందరగా లేదా చీకటిగా ఉన్న ప్రాంతాలు ఆహ్వానిస్తాయి
- మండే ద్రవాలు, వాయువులు లేదా ధూళి వంటి పేలుడు పదార్థాలలో పవర్ టూల్స్ ఆపరేట్ చేయవద్దు. పవర్ టూల్స్ స్పార్క్లను సృష్టిస్తాయి, ఇవి దుమ్ము లేదా పొగలను ఇగ్నైల్ చేస్తాయి.
- పవర్ని ఆపరేట్ చేస్తున్నప్పుడు పిల్లలను మరియు ప్రేక్షకులను దూరంగా ఉంచండి పరధ్యానం మీ నియంత్రణను కోల్పోయేలా చేస్తుంది.
విద్యుత్ భద్రత
- పవర్ టూల్ ప్లగ్లు అవుట్లెట్తో సరిపోలాలి. ప్లగ్ను ఏ విధంగానూ సవరించవద్దు. మట్టి (గ్రౌన్దేడ్) పవర్తో ఏ అడాప్టర్ ప్లగ్లను ఉపయోగించవద్దు సవరించని ప్లగ్లు మరియు మ్యాచింగ్ అవుట్లెట్లు విద్యుత్ షాక్ ప్రమాదాన్ని తగ్గిస్తాయి.
- పైపులు, రేడియేటర్లు, శ్రేణులు మరియు రిఫ్రిజిరేటర్ల వంటి మట్టి లేదా గ్రౌన్దేడ్ ఉపరితలాలతో శరీర సంబంధాన్ని నివారించండి. మీ శరీరం ఎర్త్ అయినట్లయితే లేదా విద్యుత్ షాక్కు గురయ్యే ప్రమాదం ఉంది
- పవర్ టూల్స్ వర్షం లేదా తడి పరిస్థితులకు బహిర్గతం చేయవద్దు. పవర్ టూల్లోకి ప్రవేశించిన నీరు విద్యుత్ ప్రమాదాన్ని పెంచుతుంది
- త్రాడును దుర్వినియోగం చేయవద్దు. పవర్ టూల్ను మోయడానికి, లాగడానికి లేదా అన్ప్లగ్ చేయడానికి త్రాడును ఎప్పుడూ ఉపయోగించవద్దు. త్రాడును వేడి, నూనె, పదునైన అంచులు మరియు కదిలే నుండి దూరంగా ఉంచండి దెబ్బతిన్న లేదా చిక్కుకున్న తీగలు విద్యుత్ షాక్ ప్రమాదాన్ని పెంచుతాయి.
- పవర్ టూల్ను అవుట్డోర్లో ఆపరేట్ చేస్తున్నప్పుడు, అవుట్డోర్ వినియోగానికి అనువైన ఎక్స్టెన్షన్ కార్డ్ని ఉపయోగించండి. బయటి వినియోగానికి అనువైన త్రాడును ఉపయోగించడం వల్ల విద్యుత్ ప్రమాదాన్ని తగ్గిస్తుంది
- ప్రకటనలో పవర్ టూల్ని ఆపరేట్ చేస్తేamp స్థానం అనివార్యం, అవశేష కరెంట్ పరికరం (RCD) రక్షిత సరఫరాను ఉపయోగించండి. RCD యొక్క ఉపయోగం విద్యుత్ ప్రమాదాన్ని తగ్గిస్తుంది
వ్యక్తిగత భద్రత
- అప్రమత్తంగా ఉండండి, మీరు ఏమి చేస్తున్నారో చూడండి మరియు పవర్ టూల్ను ఆపరేట్ చేసేటప్పుడు ఇంగితజ్ఞానాన్ని ఉపయోగించండి. మీరు అలసిపోయినప్పుడు లేదా డ్రగ్స్, ఆల్కహాల్ ప్రభావంలో ఉన్నప్పుడు పవర్ టూల్ని ఉపయోగించవద్దు పవర్ టూల్స్ను ఆపరేట్ చేస్తున్నప్పుడు అజాగ్రత్తగా ఉండటం వలన తీవ్రమైన వ్యక్తిగత గాయం ఏర్పడవచ్చు.
- వ్యక్తిగత రక్షణను ఉపయోగించండి ఎల్లప్పుడూ కంటి రక్షణను ధరించండి. డస్ట్ మాస్క్, నాన్-స్కిడ్ సేఫ్టీ షూస్, హార్డ్ టోపీ లేదా తగిన పరిస్థితుల కోసం ఉపయోగించే వినికిడి రక్షణ వంటి రక్షణ పరికరాలు వ్యక్తిగత గాయాలను తగ్గిస్తాయి.
- అనుకోకుండా ప్రారంభించడాన్ని నిరోధించండి. పవర్ సోర్స్ మరియు/లేదా బ్యాటరీ ప్యాక్కి కనెక్ట్ చేయడానికి, తీయడానికి లేదా తీసుకెళ్లడానికి ముందు స్విచ్ ఆఫ్-పొజిషన్లో ఉందని నిర్ధారించుకోండి స్విచ్పై మీ వేలితో పవర్ టూల్స్ తీసుకెళ్లడం లేదా స్విచ్ ఆన్ చేసిన పవర్ టూల్స్ను శక్తివంతం చేయడం ప్రమాదాలను ఆహ్వానిస్తుంది.
- పవర్ సాధనాన్ని తిప్పే ముందు ఏదైనా సర్దుబాటు కీ లేదా రెంచ్ను తీసివేయండి పవర్ టూల్ యొక్క తిరిగే భాగానికి జోడించబడిన రెంచ్ లేదా కీ వ్యక్తిగత గాయానికి దారితీయవచ్చు.
- అతిగా చేరుకోవద్దు. అన్ని సమయాల్లో సరైన అడుగు మరియు సమతుల్యతను ఉంచండి. ఇది ఊహించని సమయంలో పవర్ టూల్ యొక్క మెరుగైన నియంత్రణను అనుమతిస్తుంది
- దుస్తులు వదులుగా ఉండే దుస్తులు లేదా ఆభరణాలు ధరించవద్దు. మీ జుట్టు, దుస్తులు మరియు చేతి తొడుగులు కదిలే భాగాలకు దూరంగా ఉంచండి. వదులుగా ఉన్న బట్టలు, నగలు లేదా పొడవాటి జుట్టు కదిలే భాగాలలో పట్టుకోవచ్చు.
- దుమ్ము వెలికితీత మరియు సేకరణ సౌకర్యాల కనెక్షన్ కోసం పరికరాలు అందించబడితే, ఇవి కనెక్ట్ చేయబడి సరిగ్గా ఉపయోగించబడుతున్నాయని నిర్ధారించుకోండి. ధూళి సేకరణను ఉపయోగించడం వల్ల దుమ్ము-సంబంధితాన్ని తగ్గించవచ్చు
- సాధనాలను తరచుగా ఉపయోగించడం ద్వారా పొందిన పరిచయాన్ని మీరు ఆత్మసంతృప్తి చెందడానికి మరియు టూల్ సేఫ్టీ ప్రిన్-ని విస్మరించడానికి అనుమతించవద్దు. అజాగ్రత్త చర్య సెకనులో కొంత భాగానికి తీవ్రమైన గాయాన్ని కలిగిస్తుంది.
పవర్ టూల్ ఉపయోగం మరియు సంరక్షణ
- శక్తి సాధనాన్ని బలవంతం చేయవద్దు. మీ అప్లికేషన్ కోసం సరైన పవర్ సాధనాన్ని ఉపయోగించండి. సరైన పవర్ టూల్ పనిని మరింత మెరుగ్గా మరియు సురక్షితంగా చేస్తుంది
- స్విచ్ ఆన్ మరియు ఆఫ్ చేయకపోతే పవర్ సాధనాన్ని ఉపయోగించవద్దు. స్విచ్తో నియంత్రించలేని ఏదైనా పవర్ సాధనం
ప్రమాదకరమైనది మరియు మరమ్మత్తు చేయాలి.
- ఏదైనా సర్దుబాట్లు చేయడానికి, ఉపకరణాలను మార్చడానికి లేదా పవర్ టూల్స్ నిల్వ చేయడానికి ముందు పవర్ సోర్స్ నుండి ప్లగ్ మరియు/లేదా పవర్ టూల్ నుండి బ్యాటరీ ప్యాక్ని డిస్కనెక్ట్ చేయండి. ఇటువంటి నివారణ భద్రతా చర్యలు విద్యుత్ సాధనాన్ని ప్రారంభించే ప్రమాదాన్ని తగ్గిస్తాయి
- నిష్క్రియ పవర్ టూల్స్ పిల్లలకు అందుబాటులో లేకుండా నిల్వ చేయండి మరియు పవర్ టూల్ లేదా ఈ సూచనల గురించి తెలియని వ్యక్తులను పవర్ టూల్ను ఆపరేట్ చేయడానికి అనుమతించవద్దు. శిక్షణ లేనివారి చేతిలో పవర్ టూల్స్ ప్రమాదకరమైనవి
- పవర్ టూల్ యొక్క ఆపరేషన్ను ప్రభావితం చేసే కదిలే భాగాలు, భాగాలు విచ్ఛిన్నం మరియు ఏదైనా ఇతర పరిస్థితిని తప్పుగా అమర్చడం లేదా బంధించడం కోసం పవర్ చెక్ చేయండి. దెబ్బతిన్నట్లయితే, ఉపయోగించే ముందు పవర్ టూల్ను రిపేర్ చేయండి. సరైన నిర్వహణలో లేని పవర్ టూల్స్ వల్ల చాలా ప్రమాదాలు జరుగుతున్నాయి.
- కటింగ్ టూల్స్ పదునైన మరియు ఉంచండి పదునైన కట్టింగ్ అంచులతో సరిగ్గా నిర్వహించబడిన కట్టింగ్ టూల్స్ బంధించే అవకాశం తక్కువగా ఉంటుంది మరియు నియంత్రించడం సులభం.
- పని పరిస్థితులు మరియు చేయవలసిన పనిని పరిగణనలోకి తీసుకుని, ఈ సూచనలకు అనుగుణంగా పవర్ టూల్, ఉపకరణాలు మరియు టూల్ బిట్స్ మొదలైనవాటిని ఉపయోగించండి ఉద్దేశించిన వాటికి భిన్నమైన ఆపరేషన్ల కోసం పవర్ టూల్ ఉపయోగించడం ప్రమాదకర పరిస్థితికి దారితీయవచ్చు.
- హ్యాండిల్స్ మరియు గ్రాస్పింగ్ ఉపరితలాలను పొడిగా, శుభ్రంగా మరియు నూనె మరియు గ్రీజు లేకుండా ఉంచండి. స్లిప్పరీ హ్యాండిల్స్ మరియు గ్రేస్పింగ్ సర్ఫేస్లు ఊహించని సమయంలో సురక్షితమైన హ్యాండ్లింగ్ మరియు టూల్ నియంత్రణను అనుమతించవు
సేవ
- ఒకే రీప్లేస్మెంట్ పార్ట్లను మాత్రమే ఉపయోగించి మీ పవర్ టూల్ను అర్హత కలిగిన రిపేర్ చేసే వ్యక్తి ద్వారా సర్వీస్ చేయండి. ఇది పవర్ టూల్ యొక్క భద్రత ప్రధానమైనదని నిర్ధారిస్తుంది-
ఎలక్ట్రిక్ వెల్డింగ్ యంత్రం కోసం భద్రతా సూచనలు
- ఇన్వర్టర్ కనెక్ట్ చేయబడిన ఎలక్ట్రికల్ అవుట్లెట్ గ్రౌండ్ చేయబడిందని నిర్ధారించుకోండి.
- బహిర్గతమైన ఎలక్ట్రికల్ భాగాలు మరియు ఎలక్ట్రోడ్ను శరీరం యొక్క బహిర్గత భాగాలు, తడి చేతి తొడుగులు లేదా
- మీరు భూమి నుండి మరియు వర్క్పీస్ నుండి ఇన్సులేట్ చేయబడతారని మీరు నిర్ధారించుకునే వరకు పనిని ప్రారంభించవద్దు.
- మీరు సురక్షితంగా ఉన్నారని నిర్ధారించుకోండి
- వెల్డింగ్ పొగలను పీల్చవద్దు, అవి ఆరోగ్యానికి హానికరం.
- కార్యాలయంలో తగినంత వెంటిలేషన్ అందించాలి లేదా వెల్డింగ్ సమయంలో ఉత్పన్నమయ్యే వాయువులను తొలగించడానికి ప్రత్యేక హుడ్లను ఉపయోగించాలి.
- మీ కళ్ళు మరియు శరీరాన్ని రక్షించడానికి తగిన ఫేస్ షీల్డ్, లైట్ ఫిల్టర్ మరియు రక్షిత దుస్తులను ఉపయోగించండి. శరీరంపై స్పార్క్స్ మరియు స్ప్లాష్లు పడకుండా దుస్తులు పూర్తిగా బటన్ చేయాలి.
- రక్షించడానికి తగిన ముఖ కవచం లేదా కర్టెన్ను సిద్ధం చేయండి viewer. ఆర్క్ రేడియేషన్ మరియు వేడి లోహాల నుండి ఇతర వ్యక్తులను రక్షించడానికి, మీరు తప్పనిసరిగా పని ప్రదేశాన్ని ఫైర్ ప్రూఫ్ కంచెతో చుట్టాలి.
- స్మోల్డర్ మరియు మంటలను నివారించడానికి పని ప్రదేశంలోని అన్ని గోడలు మరియు అంతస్తులు తప్పనిసరిగా స్పార్క్స్ మరియు వేడి మెటల్ నుండి రక్షించబడాలి.
- మండే పదార్థాలను (చెక్క, కాగితం, గుడ్డలు, ) పని ప్రదేశానికి దూరంగా ఉంచండి.
- వెల్డింగ్ చేసేటప్పుడు, కార్యాలయంలో మంటలను ఆర్పివేయడం అవసరం.
- అది నిషేధించబడింది:
- d లో సెమియాటోమాటిక్ వెల్డింగ్ యంత్రాన్ని ఉపయోగించండిamp గదులు లేదా వర్షంలో;
- దెబ్బతిన్న ఇన్సులేషన్ లేదా పేలవమైన కనెక్షన్లతో విద్యుత్ కేబుల్స్ ఉపయోగించండి;
- ద్రవ లేదా వాయు ప్రమాదకర పదార్థాలను కలిగి ఉన్న కంటైనర్లు, కంటైనర్లు లేదా పైపులపై వెల్డింగ్ పనిని నిర్వహించండి;
- పీడన నాళాలపై వెల్డింగ్ పనిని నిర్వహించండి;
- నూనె, గ్రీజు, గ్యాసోలిన్ మరియు ఇతర మండే వస్తువులతో తడిసిన పని దుస్తులు
- హెడ్ఫోన్లు లేదా ఇతర చెవి రక్షణను ఉపయోగించండి-
- శబ్దం వినికిడి హానికరం అని పక్కనే ఉన్నవారిని హెచ్చరించండి.
- ఇన్స్టాలేషన్ మరియు ఆపరేషన్ సమయంలో సమస్యలు ఎదురైతే, దయచేసి ఈ సూచన మాన్యువల్ని అనుసరించండి
- మీరు మాన్యువల్ను పూర్తిగా అర్థం చేసుకోకపోతే లేదా మాన్యువల్తో సమస్యను పరిష్కరించలేకపోతే, మీరు ప్రొఫెషినల్ కోసం సరఫరాదారు లేదా సేవా కేంద్రాన్ని సంప్రదించాలి.
- యంత్రం తప్పనిసరిగా 90% మించని తేమ స్థాయితో పొడి పరిస్థితులలో నిర్వహించబడాలి.
- పరిసర ఉష్ణోగ్రత -10 మరియు 40 డిగ్రీల మధ్య ఉండాలి
- ఎండలో లేదా నీటిలో వెల్డింగ్ చేయడం మానుకోండి బిందువులు. యంత్రం లోపలికి నీరు ప్రవేశించడానికి అనుమతించవద్దు.
- మురికి లేదా తినివేయు వాయువులో వెల్డింగ్ను నివారించండి
- బలమైన గాలి ప్రవాహంలో గ్యాస్ వెల్డింగ్ను నివారించండి
- పేస్మేకర్ను ఇన్స్టాల్ చేసుకున్న కార్మికుడు ముందుగా వైద్యుడిని సంప్రదించాలి ఎందుకంటే విద్యుదయస్కాంత క్షేత్రం పేస్మేకర్ యొక్క సాధారణ ఆపరేషన్కు అంతరాయం కలిగిస్తుంది.
 ఉత్పత్తి వివరణ మరియు లక్షణాలు
ఉత్పత్తి వివరణ మరియు లక్షణాలు
అన్ని భద్రతా హెచ్చరికలు మరియు అన్ని సూచనలను చదవండి.
హెచ్చరికలు మరియు సూచనలను పాటించడంలో వైఫల్యం విద్యుత్ షాక్, అగ్ని మరియు/లేదా తీవ్రమైన గాయానికి దారితీయవచ్చు.
ఉద్దేశించిన ఉపయోగం
సెమియాటోమాటిక్ ఇన్వర్టర్ టైప్ డైరెక్ట్ కరెంట్ వెల్డింగ్ మెషీన్ (ఇకపై ఉత్పత్తిగా సూచించబడుతుంది) MIG / MAG పద్ధతులు (షీల్డ్ గ్యాస్లో ఎలక్ట్రోడ్ వైర్తో వెల్డింగ్) మరియు MMA (స్టిక్ ఫ్యూజిబుల్ కవర్ ఎలక్ట్రోడ్లతో మాన్యువల్ ఆర్క్ వెల్డింగ్) ఉపయోగించి వెల్డింగ్ కోసం రూపొందించబడింది. ఉత్పత్తిని వివిధ రకాల లోహాలను వెల్డింగ్ చేయడానికి ఉపయోగించవచ్చు.
ఉత్పత్తి లక్షణాలు
చూపబడిన భాగాల సంఖ్య గ్రాఫిక్ పేజీలలో పవర్ టూల్ యొక్క ప్రాతినిధ్యాన్ని సూచిస్తుంది.
- పోలారిటీ రివర్సింగ్ కేబుల్
- టార్చ్ కనెక్షన్ సాకెట్
- పవర్ కనెక్టర్ "+"
- పవర్ కనెక్టర్ "-"
- అభిమాని
- పవర్ బటన్
- షీల్డింగ్ గ్యాస్ కోసం కనెక్షన్
- పవర్ కేబుల్ ఇన్లెట్
సాంకేతిక సమాచారం\
| మోడల్ | PMAG200-C |
| 3BUFE WPMUBHF | 190-250V~ /50 Hz |
| 3BUFE QPXFS | 5800 W |
| అవుట్పుట్ ప్రస్తుత పరిధి | 10-200 ఎ |
| వైర్ వ్యాసం (MIG) | Ø 0 .8-1.0మి.మీ |
| ఎలక్ట్రోడ్ వ్యాసం (MMA) | Ø 1.6-4.0 మిమీ (1/16” – 5/32”) |
| ఎలక్ట్రోడ్ వ్యాసం (TIG) | Ø 1.2/1.6/ 2.0మి.మీ |
| డ్యూటీ సైకిల్ (DC) | 25 ˫ 60% |
| బరువు | 13 కిలోలు |
డెలివరీ యొక్క కంటెంట్లు
| ఆటోమేటిక్ వెల్డింగ్ యంత్రం | 1pc |
| ఎలక్ట్రోడ్ హోల్డర్తో కేబుల్ | 1pc |
| గ్రౌండింగ్ టెర్మినల్తో కేబుల్ | 1pc |
| టార్చ్ కేబుల్ | 1pc |
| వెల్డింగ్ షీల్డ్ | 1pc |
| సుత్తి బ్రష్ | 1pc |
| ఇన్స్ట్రక్షన్ మాన్యువల్ | 1pc |
| గమనిక |
సూచనల వచనం మరియు సంఖ్యలు సాంకేతిక లోపాలు మరియు టైపోగ్రాఫికల్ ఎర్రర్లను కలిగి ఉండవచ్చు.
ఉత్పత్తి నిరంతరం మెరుగుపరచబడుతోంది కాబట్టి, ముందస్తు నోటీసు లేకుండా ఇక్కడ పేర్కొన్న స్పెసిఫికేషన్లు మరియు ఉత్పత్తి స్పెసిఫికేషన్లకు మార్పులు చేసే హక్కు PITకి ఉంది.
పని కోసం తయారీ
యంత్రాన్ని చదునైన ఉపరితలంపై ఉంచండి. కార్యాలయంలో బాగా వెంటిలేషన్ ఉండాలి, వెల్డింగ్ యంత్రం దుమ్ము, ధూళి, తేమ మరియు క్రియాశీల ఆవిరికి గురికాకూడదు. తగినంత వెంటిలేషన్ను నిర్ధారించడానికి, ఉపకరణం నుండి ఇతర వస్తువులకు దూరం కనీసం 50 సెం.మీ.
శ్రద్ధ! విద్యుత్ షాక్ను నివారించడానికి, రక్షిత భూమి కండక్టర్ మరియు గ్రౌండెడ్ రెసెప్టాకిల్స్తో విద్యుత్ మెయిన్లను మాత్రమే ఉపయోగించండి. ప్లగ్ అవుట్లెట్లోకి సరిపోకపోతే దాన్ని మార్చవద్దు. బదులుగా, అర్హత కలిగిన ఎలక్ట్రీషియన్ తప్పనిసరిగా తగిన అవుట్లెట్ను ఇన్స్టాల్ చేయాలి.
పని కోసం తయారీ యొక్క భద్రతను నిర్ధారించడం
ఉత్పత్తిని ఆన్ చేయడానికి ముందు, స్విచ్ను “0” స్థానానికి మరియు ప్రస్తుత రెగ్యులేటర్ను తీవ్ర ఎడమ స్థానానికి సెట్ చేయండి.
పని కోసం సిద్ధం చేయండి:
- వెల్డింగ్ చేయవలసిన భాగాలను సిద్ధం చేయండి;
- పని ప్రదేశంలో తగినంత వెంటిలేషన్ అందించండి;
- గాలిలో ద్రావణి ఆవిరి, లేపే, పేలుడు మరియు క్లోరిన్-కలిగిన పదార్థాలు లేవని నిర్ధారించుకోండి;
- ఉత్పత్తికి అన్ని కనెక్షన్లను తనిఖీ చేయండి; వారు సరిగ్గా మరియు సురక్షితంగా తయారు చేయాలి;
- వెల్డింగ్ కేబుల్ను తనిఖీ చేయండి, దెబ్బతిన్నట్లయితే అది భర్తీ చేయబడాలి;
- విద్యుత్ సరఫరా తప్పనిసరిగా రక్షణతో అమర్చబడి ఉండాలి
మీరు భరించలేని సమస్యలను ఎదుర్కొంటే, సేవా కేంద్రాన్ని సంప్రదించండి.
నియంత్రణలు మరియు సూచికలు

- గ్యాస్ చెక్ ఫంక్షన్: గ్యాస్ యంత్రానికి కనెక్ట్ చేయబడిందో లేదో మరియు వెల్డింగ్ టార్చ్ నుండి గ్యాస్ ఉందో లేదో తనిఖీ చేయండి
2.2T ఫంక్షన్ సూచిక: 2T ఫంక్షన్ అంటే పని చేయడానికి గన్ స్విచ్ను నొక్కడం, పని చేయడం ఆపివేయడానికి గన్ స్విచ్ను విడుదల చేయడం
3.2T/4T ఫంక్షన్ స్విచ్ బటన్: 2T/4T ఎంపిక ఫంక్షన్ బటన్
4.4T ఫంక్షన్ ఇండికేటర్ లైట్: 4T ఫంక్షన్ అంటే పని చేయడానికి గన్ స్విచ్ను నొక్కడం, గన్ స్విచ్ను విడుదల చేయడం మరియు ఇప్పటికీ పని చేయడం, పనిని కొనసాగించడానికి గన్ స్విచ్ను మళ్లీ నొక్కండి, పనిని ఆపడానికి గన్ స్విచ్ను విడుదల చేయడం
- ఏకీకృత సర్దుబాటు (ఆటోమేటిక్)/పాక్షిక (మాన్యువల్) సర్దుబాటు మోడ్ స్విచ్ బటన్
- ఏకీకృత సర్దుబాటు (ఆటోమేటిక్)/పాక్షిక (మాన్యువల్) సర్దుబాటు మోడ్ సూచిక: పాక్షిక సర్దుబాటు మోడ్లో ఉన్నప్పుడు సూచిక వెలిగిపోతుంది. ఏకీకృత సర్దుబాటు అంటే వెల్డింగ్ కరెంట్ మరియు వెల్డింగ్ వాల్యూమ్tagఇ ఒకదానికొకటి సరిపోయేలా సమకాలికంగా (స్వయంచాలకంగా) సర్దుబాటు చేయబడతాయి మరియు పాక్షిక సర్దుబాటు అంటే వెల్డింగ్ కరెంట్ మరియు వెల్డింగ్ వోల్టేజ్ యొక్క ప్రత్యేక సర్దుబాటు (మాన్యువల్ సర్దుబాటు, వృత్తిపరమైన ఉపయోగం కోసం)
- ప్రస్తుత నియంత్రణ
- గ్యాస్ ప్రీ-బ్లోయింగ్ మోడ్ సూచిక: మొదట గ్యాస్ను కనెక్ట్ చేయండి, తర్వాత బాగా
- VRD స్థితి సూచిక: యాంటీ-షాక్ మోడ్, ఇండికేటర్ లైట్ ఆన్లో ఉన్నప్పుడు, అది యాంటీ-షాక్ మోడ్లో ఉంటుంది మరియు అవుట్పుట్ వాల్యూమ్tagఇ సురక్షిత వాల్యూమ్ కంటే తక్కువగా ఉందిtage.
- గ్యాస్ బ్లో మోడ్ ఇండికేటర్ లైట్: వెల్డింగ్ ఆపిన తర్వాత కూలింగ్ గన్ హెడ్ను పేల్చడం కొనసాగించండి
- VRD స్టేటస్ యాక్టివేషన్/రద్దు బటన్: యాంటీ-షాక్ ఫంక్షన్ యాక్టివేషన్/డియాక్టివేషన్
- గ్యాస్ ఫ్రంట్ బ్లోయింగ్/బ్యాక్ బ్లోయింగ్ మోడ్ స్విచ్ బటన్: గ్యాస్ ఫ్రంట్ బ్లోయింగ్ మరియు బ్యాక్ బ్లోయింగ్ ఫంక్షన్ ఎంపిక
- కార్బన్ డయాక్సైడ్ గ్యాస్ సూచిక కాంతి, 8mm వెల్డింగ్ వైర్ ఉపయోగించి
- TIG ఫంక్షన్ సూచిక
- మిశ్రమ గ్యాస్ ఇండికేటర్ లైట్, 8mm వెల్డింగ్ వైర్తో
- వాల్యూమ్tagఇ సర్దుబాటు: వెల్డింగ్ వాల్యూమ్tagఇ సర్దుబాటు (పాక్షిక సర్దుబాటు మోడ్ కింద చెల్లుతుంది
- MMA ఫంక్షన్ సూచిక లైట్: లైట్ ఆన్లో ఉంది, వెల్డర్ మాన్యువల్ వెల్డింగ్ (MMA) మోడ్లో పని చేస్తోంది
- ఫ్లక్స్-కోర్డ్ వైర్ 0 సూచిక
- MMA, MIG, TIG ఫంక్షన్ స్విచ్ బటన్
- ఫ్లక్స్-కోర్డ్ వెల్డింగ్ వైర్ కోసం 8 సూచిక లైట్
- వైర్ తనిఖీ ఫంక్షన్: వెల్డింగ్ వైర్ యంత్రానికి బాగా కనెక్ట్ చేయబడిందో లేదో తనిఖీ చేయండి మరియు తుపాకీ వైర్ నుండి బయటపడలేదు
- వోల్టమీటర్
- సూచిక ఆన్ పవర్
- థర్మల్ రక్షణ సూచిక
- అమ్మేటర్
వెల్డింగ్ యంత్రం కనెక్షన్ రేఖాచిత్రం
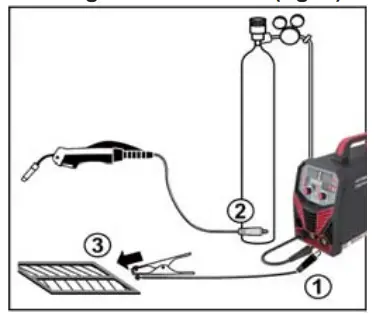
ఘన తీగతో వెల్డింగ్ (Fig. 1)
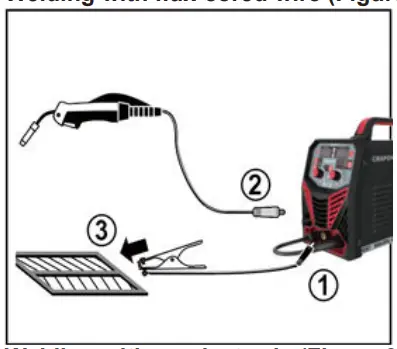
fl ux-cored వైర్తో వెల్డింగ్ (మూర్తి 2)
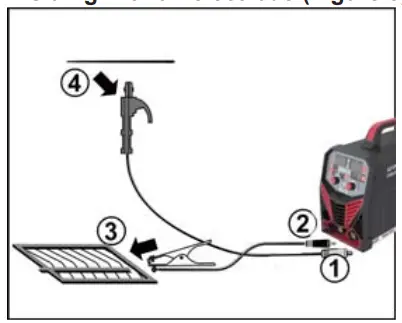
ఎలక్ట్రోడ్తో వెల్డింగ్ (మూర్తి 3)
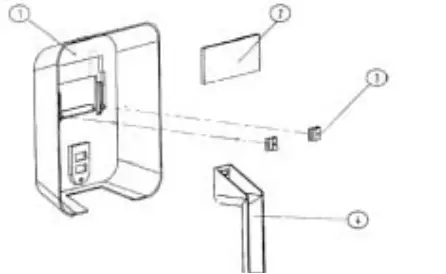
వెల్డింగ్ షీల్డ్ను అసెంబ్లింగ్ చేయడం
MIG / MAG వెల్డింగ్ కోసం సిద్ధమవుతోంది బటన్ను ఉపయోగించి అవసరమైన వెల్డింగ్ రకాన్ని ఎంచుకోండి 15. అలాగే, వెల్డింగ్ కరెంట్ను ఆన్/ఆఫ్ మోడ్లో సెట్ చేయడానికి స్విచ్ 2ని ఉపయోగించండి (2T - టార్చ్ ట్రిగ్గర్ నొక్కినప్పుడు వెల్డింగ్ చేయబడుతుంది, 4T - టార్చ్ ట్రిగ్గర్ యొక్క మొదటి ప్రెస్ - ది వెల్డింగ్ ప్రారంభం, రెండవ ప్రెస్ - వెల్డింగ్ ముగింపు).
ఓపెన్-సర్క్యూట్ వాల్యూమ్ను తగ్గించడానికి VRD ఫంక్షన్ బాధ్యత వహిస్తుందిtagమూలం యొక్క e మానవులకు 12-24 వోల్ట్లకు సురక్షితమైనది, అనగా వాల్యూమ్tagయంత్రం ఆన్ చేసినప్పుడు ఇ పడిపోతుంది, కానీ వెల్డింగ్ నిర్వహించబడదు. వెల్డింగ్ ప్రక్రియ ప్రారంభమైన వెంటనే, VRD ఆపరేటింగ్ వాల్యూమ్ను పునరుద్ధరిస్తుందిtagఇ పారామితులు.
అటువంటి సందర్భాలలో VRD ఎంపిక సంబంధితంగా ఉంటుంది: పరికరం అధిక గాలి తేమ పరిస్థితులలో నిర్వహించబడుతుంది; సౌకర్యం వద్ద భద్రత కోసం అధిక అవసరాలు; చిన్న ప్రాంతాలలో వెల్డింగ్ పరికరాల ఉపయోగం.
బర్నర్
MIG / MAG వెల్డింగ్ టార్చ్లో బేస్, కనెక్ట్ చేసే కేబుల్ మరియు హ్యాండిల్ ఉంటాయి. బేస్ వెల్డింగ్ టార్చ్ మరియు వైర్ ఫీడర్ను కలుపుతుంది. కనెక్షన్ కేబుల్:
బోలు కేబుల్ మధ్యలో నైలాన్-కవర్డ్ లైనర్ ఉంచబడుతుంది. ఛానెల్ లోపలి భాగం వైర్ ఫీడింగ్ కోసం. వాహిక మరియు బోలు కేబుల్ మధ్య ఖాళీ స్థలం షీల్డింగ్ గ్యాస్ను సరఫరా చేయడానికి ఉపయోగించబడుతుంది, అయితే బోలు కేబుల్ కరెంట్ను సరఫరా చేయడానికి ఉపయోగించబడుతుంది.
శ్రద్ధ! బర్నర్ను అసెంబ్లింగ్ చేయడానికి మరియు విడదీయడానికి ముందు లేదా కాంపోనెంట్లను భర్తీ చేయడానికి ముందు, విద్యుత్ సరఫరాను డిస్కనెక్ట్ చేయండి.
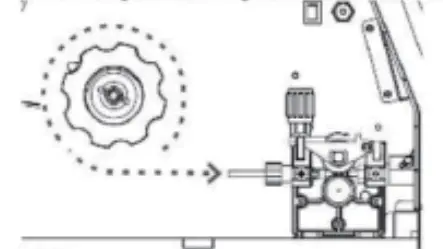
కాయిల్ సంస్థాపన
వెల్డింగ్ విధానం ప్రకారం అవసరమైన వైర్ను ఎంచుకోండి. వైర్ వ్యాసం తప్పనిసరిగా డ్రైవ్ రోల్, వైర్ లైనర్ మరియు కాంటాక్ట్ టిప్తో సరిపోలాలి. వైర్ స్పూల్ను చొప్పించడానికి యంత్రం యొక్క సైడ్ కవర్ను తెరవండి. రీల్ సీట్ సర్దుబాటు స్క్రూను విప్పు, స్పూల్ను రీల్ సీటుపై ఉంచండి మరియు అదే స్క్రూతో దాన్ని పరిష్కరించండి. వైర్ చివర డ్రమ్ కింద, వైర్ ఫీడర్కు ఎదురుగా ఉండాలి. స్పూల్ యొక్క నిలుపుదల శక్తిని సర్దుబాటు చేయడానికి సర్దుబాటు స్క్రూని ఉపయోగించండి. కాయిల్ స్వేచ్ఛగా తిప్పాలి, కానీ ఆపరేషన్ సమయంలో వైర్ లూప్లు ఏర్పరచకూడదు. అతుకులు ఏర్పడినట్లయితే, సర్దుబాటు స్క్రూను మరింత బిగించండి. స్పూల్ భిన్నంగా ఉంటే-
తిరుగులేని కల్ట్, స్క్రూ విప్పు.
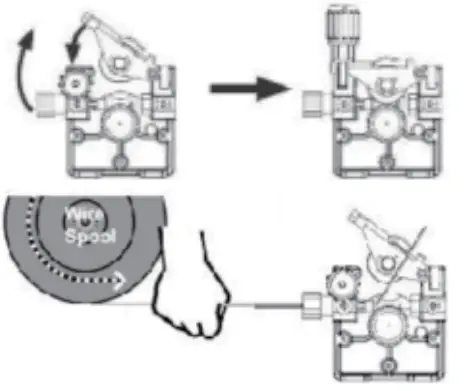
వైర్ లైనర్లోకి వైర్ను చొప్పించడం
మీ వైపు అడ్జస్టర్ను విప్పు మరియు తగ్గించండి. చిటికెడు రోలర్ను పెంచండి;
వైర్ యొక్క వంగిన చివరను కత్తిరించండి మరియు ఫీడర్ యొక్క వైర్ లైనర్లో వైర్ను థ్రెడ్ చేయండి, డ్రైవ్ రోల్ యొక్క ఛానెల్లో దాన్ని సమలేఖనం చేయండి. రోలర్ యొక్క బోర్ వైర్ యొక్క వ్యాసంతో సరిపోలుతుందని నిర్ధారించుకోండి;
వెల్డింగ్ టార్చ్ కనెక్టర్ బోర్లో వైర్ను ఉంచండి, చిటికెడు రోలర్ను విడుదల చేసి, సర్దుబాటును నిలువు స్థానానికి తిరిగి ఇవ్వండి.
చిటికెడు రోలర్ యొక్క ఒత్తిడిని సర్దుబాటు చేయండి.
- ఉక్కు వైర్తో వెల్డింగ్ చేసినప్పుడు, డ్రైవ్ రోల్ యొక్క V- గాడిని తప్పనిసరిగా ఉపయోగించాలి;
- ఫ్లక్స్-కోర్డ్ వైర్ ఉపయోగిస్తున్నప్పుడు, డ్రైవ్ రోల్ యొక్క గేర్ గాడిని తప్పనిసరిగా ఉపయోగించాలి (లభ్యత పరికరం యొక్క మోడల్ మరియు పరికరాలపై ఆధారపడి ఉంటుంది).
- అల్యూమినియం వైర్ ఉపయోగిస్తున్నప్పుడు, డ్రైవ్ రోల్ యొక్క U- గాడిని తప్పనిసరిగా ఉపయోగించాలి (లభ్యత యంత్రం యొక్క మోడల్ మరియు పరికరాలపై ఆధారపడి ఉంటుంది).
వెల్డింగ్ ఆర్మ్లోకి వైర్ ఫీడ్
మంటపై వెల్డింగ్ చిట్కాను విప్పు.
టార్చ్ స్లీవ్లోకి వైర్ను ఫీడ్ చేయడానికి, స్విచ్ 6ని స్విచ్ చేయడం ద్వారా తాత్కాలికంగా పవర్ను ఆన్ చేయండి మరియు అది వెల్డింగ్ స్లీవ్ యొక్క ఛానెల్ని నింపి, టార్చ్ నుండి బయటకు వచ్చే వరకు బటన్ 16 (వైర్ ఫీడ్) నొక్కండి. విద్యుత్ సరఫరాను డిస్కనెక్ట్ చేయండి. గమనిక! వైర్ యొక్క ఉచిత మార్గం కోసం
కేబుల్, దాని మొత్తం పొడవుతో దాన్ని సరిదిద్దండి. వైర్ను ఫీడింగ్ చేస్తున్నప్పుడు, అది డ్రైవ్ రోల్ ఛానెల్లో స్వేచ్ఛగా కదులుతున్నట్లు మరియు ఫీడ్ వేగం ఏకరీతిగా ఉండేలా చూసుకోండి. ఫీడ్ రేట్ అసమానంగా ఉంటే, చిటికెడు రోలర్ ఒత్తిడిని సర్దుబాటు చేయండి. వైర్ వ్యాసంతో సరిపోలే మరియు నాజిల్ను ఇన్స్టాల్ చేసే కాంటాక్ట్ టిప్లో సరిపోల్చండి మరియు స్క్రూ చేయండి.
సెమీ ఆటోమేటిక్ వెల్డింగ్ మోడ్లు ఈ యంత్రం రెండు రకాల వెల్డింగ్ వైర్లతో పని చేయగలదు: షీల్డింగ్ గ్యాస్ వాతావరణంలో ఘన రాగి-పూతతో కూడిన వైర్ మరియు స్వీయ-షీల్డ్ ఫ్లక్స్-కోర్డ్ వైర్, ఈ సందర్భంలో గ్యాస్ సిలిండర్ అవసరం లేదు.
వివిధ రకాల ఫిల్లర్ వైర్లకు వేరే వైరింగ్ రేఖాచిత్రం అవసరం.
ఘన రాగి పూతతో కూడిన తీగతో గ్యాస్ వెల్డింగ్ (GAS):
- పరికరం యొక్క ముందు ప్యానెల్ దిగువన ఉన్న కనెక్టర్తో చిన్న కేబుల్ను ముందు ప్యానెల్లోని ఎడమ కనెక్టర్కు కనెక్ట్ చేయండి (“+” టెర్మినల్).
- వెల్డింగ్ చేయవలసిన వర్క్పీస్పై గ్రౌండింగ్ టెర్మినల్ను పరిష్కరించండి, కేబుల్ యొక్క మరొక చివరన ఉన్న కనెక్టర్ను ముందు ప్యానెల్లోని కుడి కనెక్టర్కు కనెక్ట్ చేయండి (“-” టెర్మినల్).
- వైర్ యొక్క వ్యాసం ప్రకారం ఫీడ్ రోల్పై గుర్తులను తనిఖీ చేయండి
- స్లాట్లోకి స్పూల్ ఆఫ్ వైర్ను చొప్పించండి.
- రోల్ clని మడతపెట్టడం ద్వారా టార్చ్లోకి వైర్ను ఫీడ్ చేయండిamp మరియు లో గూడ ద్వారా వైర్ను ఛానెల్లోకి చొప్పించడం
- రోలర్ clని మూసివేయండిamp clని కొద్దిగా బిగించడం ద్వారాamping స్క్రూ.
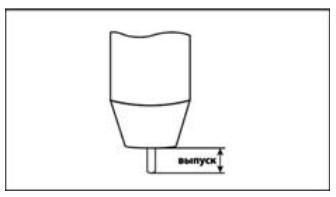
- తుపాకీ చిట్కా యొక్క రంధ్రం వ్యాసం వైర్కు సరిపోలినట్లు నిర్ధారించుకోండి
- యంత్రాన్ని ఆన్ చేసి, టార్చ్పై ట్రిగ్గర్ను నొక్కడం ద్వారా చిట్కా నుండి నిష్క్రమించే వరకు వైర్ను అమలు చేయండి.
- గ్యాస్ రెగ్యులేటర్ నుండి పరికరం వెనుక ఉన్న ఫిట్టింగ్కు గొట్టాన్ని కనెక్ట్ చేయండి.
- షీల్డింగ్ గ్యాస్ సిలిండర్పై వాల్వ్ను తెరిచి, టార్చ్ ట్రిగ్గర్ను నొక్కండి మరియు రీడ్యూసర్తో గ్యాస్ ప్రవాహాన్ని సర్దుబాటు చేయండి (సాధారణంగా గ్యాస్ ఫ్లో ఈ క్రింది విధంగా సెట్ చేయబడుతుంది: గ్యాస్ ఫ్లో (l / min) = వైర్ వ్యాసం (మిమీ) x
- ఉపయోగించి అవసరమైన వెల్డింగ్ మోడ్ను సెట్ చేయండి
- ప్రారంభించండి
సెల్ఫ్-షీల్డ్ ఫ్లక్స్-కోర్డ్ వైర్తో గ్యాస్ లేకుండా వెల్డింగ్ (NO GAS):
- పరికరం యొక్క ముందు ప్యానెల్ దిగువన ఉన్న కనెక్టర్తో చిన్న కేబుల్ను ముందు ప్యానెల్లోని కుడి కనెక్టర్కు కనెక్ట్ చేయండి ("-" టెర్మినల్).
- వెల్డింగ్ చేయవలసిన వర్క్-పీస్పై గ్రౌండింగ్ టెర్మినల్ను పరిష్కరించండి, కేబుల్ యొక్క మరొక చివరన ఉన్న కనెక్టర్ను ముందు ప్యానెల్లోని ఎడమ కనెక్టర్కు కనెక్ట్ చేయండి (“+” టెర్మినల్).
- వైర్ యొక్క వ్యాసం ప్రకారం ఫీడ్ రోల్పై గుర్తులను తనిఖీ చేయండి
- స్లాట్లోకి స్పూల్ ఆఫ్ వైర్ను చొప్పించండి.
- రోల్ clని మడతపెట్టడం ద్వారా టార్చ్లోకి వైర్ను ఫీడ్ చేయండిamp మరియు లో గూడ ద్వారా వైర్ను ఛానెల్లోకి చొప్పించడం
- రోలర్ clని మూసివేయండిamp clని కొద్దిగా బిగించడం ద్వారాamping స్క్రూ.
- తుపాకీ చిట్కా యొక్క రంధ్రం వ్యాసం వైర్కు సరిపోలినట్లు నిర్ధారించుకోండి
- యంత్రాన్ని ఆన్ చేసి, టార్చ్పై ట్రిగ్గర్ను నొక్కడం ద్వారా చిట్కా నుండి నిష్క్రమించే వరకు వైర్ను అమలు చేయండి.
- ఉపయోగించి అవసరమైన వెల్డింగ్ మోడ్ను సెట్ చేయండి
వెల్డింగ్ ప్రక్రియ
వెల్డింగ్ చేయవలసిన పదార్థం యొక్క మందం మరియు ఉపయోగించిన ఎలక్ట్రోడ్ వైర్ యొక్క వ్యాసం ఆధారంగా వెల్డింగ్ కరెంట్ను సెట్ చేయండి. వైర్ ఫీడ్ వేగం స్వయంచాలకంగా వెల్డింగ్ కరెంట్తో సమకాలీకరించబడుతుంది. టార్చ్ను వర్క్పీస్కు తరలించండి, తద్వారా వైర్ వర్క్పీస్ను తాకదు, కానీ దాని నుండి అనేక మిల్లీమీటర్ల దూరంలో ఉంటుంది. ఆర్క్ వెలిగించడానికి మరియు వెల్డింగ్ ప్రారంభించడానికి టార్చ్ బటన్ను నొక్కండి. నొక్కిన కీ ఎలక్ట్రోడ్ వైర్ యొక్క ఫీడ్ మరియు రీడ్యూసర్ సెట్ చేసిన షీల్డింగ్ గ్యాస్ ప్రవాహాన్ని నిర్ధారిస్తుంది.
ఆర్క్ యొక్క పొడవు మరియు ఎలక్ట్రోడ్ యొక్క కదలిక వేగం వెల్డ్ యొక్క ఆకారాన్ని ప్రభావితం చేస్తుంది.
భర్తీ చేయగల ధ్రువణ ఆపరేషన్ ప్రారంభంలో, వెల్డింగ్ టార్చ్ యొక్క పవర్ కాంటాక్ట్ ధ్రువణత రివర్సల్ మాడ్యూల్పై "+"కి కనెక్ట్ చేయబడింది. ఇది రివర్స్ పోలారిటీ. ఇది సన్నని షీట్ స్టీల్ను స్టెయిన్లెస్ స్టీల్స్, అల్లాయ్ స్టీల్స్ మరియు హై కార్బన్ స్టీల్లకు వెల్డింగ్ చేయడానికి ఉపయోగించబడుతుంది, ఇవి వేడెక్కడానికి చాలా సున్నితంగా ఉంటాయి.
డైరెక్ట్ పోలారిటీ వెల్డింగ్ సమయంలో, చాలా వరకు వేడి ఉత్పత్తిపైనే కేంద్రీకృతమై ఉంటుంది, ఇది వెల్డ్ యొక్క మూలాన్ని లోతుగా చేయడానికి కారణమవుతుంది. ధ్రువణాన్ని రివర్స్ నుండి డైరెక్ట్కు మార్చడానికి, మాడ్యూల్లోని పవర్ వైర్ యొక్క అవుట్పుట్ను “+” నుండి “-”కి మార్చడం అవసరం. మరియు ఈ సందర్భంలో, భూమి cl తో కేబుల్ కనెక్ట్amp ముందు ప్యానెల్లోని “+” టెర్మినల్లోకి పవర్ కేబుల్ లగ్ని ఇన్సర్ట్ చేయడం ద్వారా వర్క్పీస్కి.
షీల్డింగ్ గ్యాస్ లేకుండా ఫ్లక్స్-కోర్డ్ వైర్తో వెల్డింగ్ కోసం, డైరెక్ట్ పోలారిటీ ఉపయోగించబడుతుంది. లో
ఈ సందర్భంలో, ఎక్కువ వేడి ఉత్పత్తికి వెళుతుంది మరియు వైర్ మరియు వెల్డింగ్ టార్చ్ ఛానల్ తక్కువగా వేడెక్కుతుంది.
వెల్డింగ్ ముగింపులో:
- సీమ్ నుండి మంట ముక్కు తొలగించండి, వెల్డింగ్ ఆర్క్ అంతరాయం;
- వైర్ మరియు గ్యాస్ ఫీడ్ను ఆపడానికి టార్చ్ ట్రిగ్గర్ను విడుదల చేయండి;
- సిలిండర్ రీడ్యూసర్ నుండి గ్యాస్ సరఫరా వాల్వ్ను మూసివేయడం ద్వారా గ్యాస్ సరఫరాను డిస్కనెక్ట్ చేయండి;
- స్విచ్ని "ఆఫ్" స్థానానికి తరలించండి - ఆఫ్
మాన్యువల్ ఆర్క్ వెల్డింగ్ మోడ్ (mm)
- ఎలక్ట్రోడ్ హోల్డర్ను పరికరం యొక్క “-” టెర్మినల్కు, గ్రౌండింగ్ కేబుల్ను “+”కి కనెక్ట్ చేయండి
పరికరం యొక్క టెర్మినల్ (ప్రత్యక్ష ధ్రువణత), లేదా వైస్ వెర్సా, వెల్డింగ్ పరిస్థితులు మరియు / లేదా ఎలక్ట్రోడ్ల బ్రాండ్ ద్వారా అవసరమైతే:
మాన్యువల్ ఆర్క్ వెల్డింగ్లో, రెండు రకాల కనెక్షన్లు ప్రత్యేకించబడ్డాయి: ప్రత్యక్ష ధ్రువణత మరియు రివర్స్. కనెక్షన్ "ప్రత్యక్ష" ధ్రువణత: ఎలక్ట్రోడ్ - "మైనస్", వెల్డెడ్ పార్ట్ - "ప్లస్". అటువంటి కనెక్షన్ మరియు నేరుగా ధ్రువణత కరెంట్ మెటల్ని కత్తిరించడానికి మరియు వాటిని వేడెక్కడానికి పెద్ద మొత్తంలో వేడిని అవసరమయ్యే పెద్ద మందాలను వెల్డింగ్ చేయడానికి తగినది.
"రివర్స్" ధ్రువణత (ఎలక్ట్రోడ్ - "ప్లస్", భాగం
- చిన్న మందం మరియు సన్నని గోడలను వెల్డింగ్ చేసేటప్పుడు "మైనస్") ఉపయోగించబడుతుంది వాస్తవం ఏమిటంటే ఎలక్ట్రిక్ ఆర్క్ యొక్క ప్రతికూల ధ్రువం (కాథోడ్) వద్ద, ఉష్ణోగ్రత ఎల్లప్పుడూ సానుకూల (యానోడ్) కంటే తక్కువగా ఉంటుంది, దీని కారణంగా ఎలక్ట్రోడ్ వేగంగా కరుగుతుంది, మరియు భాగం యొక్క వేడి తగ్గుతుంది - మరియు దాని మండే ప్రమాదం కూడా తగ్గుతుంది.
- మోడ్ స్విచ్ని MMAకి సెట్ చేయండి
- ఎలక్ట్రోడ్ యొక్క రకం మరియు వ్యాసం ప్రకారం వెల్డింగ్ కరెంట్ను సెట్ చేయండి మరియు ప్రారంభించండి
- వెల్డింగ్ కరెంట్ కరెంట్ రెగ్యులేటర్ ద్వారా నియంత్రించబడుతుంది, ఆపరేషన్ సమయంలో కరెంట్ యొక్క వాస్తవ విలువ అమ్మీటర్లో ప్రదర్శించబడుతుంది
- ఉత్పత్తికి ఎలక్ట్రోడ్ చివరను క్లుప్తంగా తాకడం ద్వారా ఆర్క్ యొక్క ప్రేరేపణ నిర్వహించబడుతుంది మరియు అవసరమైన వాటికి ఉపసంహరించుకోవడం సాంకేతికంగా, ఈ ప్రక్రియ రెండు విధాలుగా చేయవచ్చు:
- ఎలక్ట్రోడ్ను వెనుకకు వెనుకకు తాకడం మరియు పైకి లాగడం ద్వారా;
- ఎలక్ట్రోడ్ యొక్క ఉపరితలంపై అగ్గిపెట్టెలా చివరను కొట్టడం ద్వారా
శ్రద్ధ! ఆర్క్ను మండించడానికి ప్రయత్నిస్తున్నప్పుడు పని ఉపరితలంపై ఎలక్ట్రోడ్ను కొట్టవద్దు, ఎందుకంటే ఇది దానిని దెబ్బతీస్తుంది మరియు ఆర్క్ యొక్క జ్వలనను మరింత క్లిష్టతరం చేస్తుంది.
- ఆర్క్ కొట్టిన వెంటనే, ఎలక్ట్రోడ్ యొక్క వ్యాసానికి అనుగుణంగా ఉండే వర్క్పీస్ నుండి ఎలక్ట్రోడ్ను అంత దూరంలో ఉంచాలి. ఏకరీతి సీమ్ పొందడానికి, ఈ దూరాన్ని వీలైనంత స్థిరంగా ఉంచడం మరింత అవసరం. వెల్డింగ్ సీమ్ మార్గదర్శకత్వం యొక్క మెరుగైన దృశ్య నియంత్రణ కోసం, ఎలక్ట్రోడ్ అక్షం యొక్క వంపు సుమారు 20-30 డిగ్రీలు ఉండాలి అని కూడా గుర్తుంచుకోవాలి.
- వెల్డ్ను పూర్తి చేస్తున్నప్పుడు, వెల్డింగ్ బిలం నింపడానికి ఎలక్ట్రోడ్ను కొద్దిగా వెనక్కి లాగి, ఆపై దానిని ఆర్క్ వరకు పైకి లేపండి.
వెల్డింగ్ పారామితి పట్టికలు (సూచన కోసం మాత్రమే)
| మందం మెటల్, mm | సిఫార్సు చేయబడిన వైర్ వ్యాసం, mm | ||||||
| ఘన తీగ | ఫ్లక్స్ వైర్ | ||||||
| 0,6 | 0,8 | 0,9 | 1,0 | 0,8 | 0,9 | 1,2 | |
| 0,6 | + | ||||||
| 0,75 | + | + | + | ||||
| 0,9 | + | + | + | + | |||
| 1,0 | + | + | + | + | + | ||
| 1,2 | + | + | + | + | + | ||
| 1,9 | + | + | + | + | + | + | |
| 3,0 | + | + | + | + | + | ||
| 5,0 | + | + | + | + | |||
| 6,0 | + | + | + | ||||
| 8,0 | + | + | |||||
| 10,0 | + | + | |||||
| 12,0 | + | + | |||||
| 5 మిమీ లేదా అంతకంటే ఎక్కువ మందంతో మెటల్ యొక్క అధిక-నాణ్యత వెల్డింగ్ కోసం, వాటి చేరిన సమయంలో భాగాల ముగింపు అంచుని చాంఫర్ చేయడం లేదా అనేక పాస్లలో వెల్డ్ చేయడం అవసరం. | |||||||
MIG, MAG వెల్డింగ్ కోసం గ్యాస్ ఫ్లో సెట్టింగ్లు
MMA వెల్డింగ్ చేసినప్పుడు ప్రస్తుత బలం మరియు ఎలక్ట్రోడ్ల వ్యాసం యొక్క పారామితులు
| ఎలక్ట్రోడ్ వ్యాసం, mm | వెల్డింగ్ కరెంట్, ఎ
కనిష్ట గరిష్టం |
|
| 1,6 | 20 | 50 |
| 2,0 | 40 | 80 |
| 2,5 | 60 | 110 |
| 3,2 | 80 | 160 |
| 4,0 | 120 | 200 |
వెల్డ్ సీమ్ లక్షణాలు
మీద ఆధారపడి ఉంటుంది ampఎలక్ట్రోడ్ యొక్క ఆవేశం మరియు వేగం, మీరు ఈ క్రింది ఫలితాలను పొందవచ్చు:

1.ఎలక్ట్రోడ్ యొక్క చాలా నెమ్మదిగా కదలిక
2.చాలా చిన్న ఆర్క్
3.చాలా తక్కువ వెల్డింగ్ కరెంట్ 4.చాలా వేగవంతమైన ఎలక్ట్రోడ్ కదలిక 5.చాలా పొడవైన ఆర్క్
6.వెరీ హై వెల్డింగ్ కరెంట్ 7.సాధారణ సీమ్
కొన్ని ఆచరణాత్మక నైపుణ్యాలను పొందడానికి మీరు కొన్ని టెస్ట్ వెల్డ్స్ని నిర్వహించాలని మేము సిఫార్సు చేస్తున్నాము.
వెల్డింగ్ యంత్రాన్ని ఆపివేయడం. థర్మల్ రక్షణ
మీ వెల్డింగ్ యంత్రం మెషిన్ యొక్క ఎలక్ట్రానిక్ భాగాల వేడెక్కడం నిరోధించడానికి థర్మల్ రక్షణతో అమర్చబడి ఉంటుంది. ఉష్ణోగ్రత మించిపోయినట్లయితే, థర్మల్ స్విచ్ పరికరాన్ని ఆపివేస్తుంది. థర్మల్ రక్షణ యొక్క ఆపరేషన్ సూచిక యొక్క గ్లో ద్వారా సూచించబడుతుంది.
శ్రద్ధ! ఉష్ణోగ్రత సాధారణ ఆపరేటింగ్ ఉష్ణోగ్రతకు తిరిగి వచ్చినప్పుడు, వాల్యూమ్tagఇ స్వయంచాలకంగా ఎలక్ట్రోడ్కు సరఫరా చేయబడుతుంది. ఈ సమయంలో ఉత్పత్తిని గమనించకుండా వదిలివేయవద్దు, కానీ ఎలక్ట్రోడ్ హోల్డర్ నేలపై లేదా వెల్డింగ్ చేయవలసిన భాగాలపై పడి ఉంటుంది.
ఈ సమయంలో మీరు స్విచ్తో పరికరాన్ని ఆఫ్ చేయాలని మేము సిఫార్సు చేస్తున్నాము.
ఆపరేషన్ సమయంలో ఉత్పత్తి వేడెక్కడం సాధారణం.
శ్రద్ధ! వెల్డింగ్ యంత్రం యొక్క బ్రేక్డౌన్లు లేదా అకాల వైఫల్యాన్ని నివారించడానికి (ముఖ్యంగా థర్మల్ స్విచ్ యొక్క తరచుగా ట్రిప్పింగ్తో), పనిని కొనసాగించే ముందు, థర్మల్ ప్రొటెక్షన్ యొక్క ట్రిప్పింగ్ కారణాన్ని కనుగొనండి. దీన్ని చేయడానికి, మెయిన్స్ నుండి పరికరాన్ని డిస్కనెక్ట్ చేయండి మరియు ఈ మాన్యువల్లోని “సాధ్యమైన లోపాలు మరియు వాటి తొలగింపు పద్ధతులు” విభాగాన్ని చూడండి.
సాధ్యమయ్యే లోపాలు మరియు వాటి తొలగింపు పద్ధతులు
ఉత్పత్తి యొక్క మంచి స్థితిని పర్యవేక్షించండి. అనుమానాస్పద వాసనలు, పొగ, మంటలు, స్పార్క్స్ కనిపించినట్లయితే, పరికరాన్ని ఆపివేయండి, మెయిన్స్ నుండి డిస్కనెక్ట్ చేయండి మరియు ప్రత్యేక సేవా కేంద్రాన్ని సంప్రదించండి.
మీరు ఉత్పత్తి యొక్క ఆపరేషన్లో ఏదైనా అసాధారణమైనదాన్ని కనుగొంటే, వెంటనే దాన్ని ఉపయోగించడం మానేయండి. ఉత్పత్తి యొక్క సాంకేతిక సంక్లిష్టత కారణంగా, పరిమితి స్థితి ప్రమాణాలను వినియోగదారు స్వతంత్రంగా నిర్ణయించలేరు.
స్పష్టమైన లేదా అనుమానాస్పద పనితీరు విషయంలో, "సాధ్యమైన లోపాలు మరియు వాటి తొలగింపు పద్ధతులు" విభాగాన్ని చూడండి. జాబితాలో లోపం లేకుంటే లేదా.
మీరు దాన్ని పరిష్కరించలేకపోతే, ప్రత్యేక సేవా కేంద్రాన్ని సంప్రదించండి.
అన్ని ఇతర పనులు (మరమ్మత్తుతో సహా) సేవా కేంద్రాల నిపుణులచే మాత్రమే నిర్వహించబడాలి.
| సమస్య | సాధ్యమైన కారణం | పరిష్కారం | |
|
1 |
సూచిక థర్మల్ ప్రొటెక్షన్లో ఉంది |
వాల్యూమ్tagఇ చాలా ఎక్కువ | విద్యుత్ వనరును ఆపివేయండి; ప్రధాన ఆహారాన్ని తనిఖీ చేయండి; వాల్యూమ్ ఉన్నప్పుడు మళ్లీ యంత్రాన్ని ఆన్ చేయండిtagఇ సాధారణమైనది. |
| వాల్యూమ్tagఇ చాలా తక్కువ | |||
| పేలవమైన గాలి ప్రవాహం | గాలి ప్రవాహాన్ని మెరుగుపరచండి | ||
| పరికరం యొక్క ఉష్ణ రక్షణ ట్రిగ్గర్ చేయబడింది | పరికరాన్ని చల్లబరచండి | ||
|
2 |
వైర్ ఫీడ్ లేదు |
కనిష్టంగా వైర్ ఫీడ్ నాబ్ | సర్దుబాటు చేయండి |
| కరెంట్ చిట్కాను అంటుకోవడం | చిట్కాను భర్తీ చేయండి | ||
| ఫీడ్ రోలర్లు వైర్ వ్యాసంతో సరిపోలడం లేదు | కుడి రోలర్ మీద ఉంచండి | ||
|
3 |
ఫ్యాన్ పనిచేయదు లేదా నెమ్మదిగా తిరుగుతుంది | పవర్ బటన్ పనిచేయదు | దయచేసి సేవా కేంద్రాన్ని సంప్రదించండి |
| ఫ్యాన్ విరిగిపోయింది | |||
| పేలవమైన ఫ్యాన్ కనెక్షన్ | కనెక్షన్ని తనిఖీ చేయండి | ||
|
4 |
అస్థిర ఆర్క్, పెద్ద చిందులు |
పేలవమైన భాగం పరిచయం | పరిచయాన్ని మెరుగుపరచండి |
| నెట్వర్క్ కేబుల్ చాలా సన్నగా ఉంది, పవర్ పోతుంది | నెట్వర్క్ కేబుల్ మార్చండి | ||
| ఇన్పుట్ వాల్యూమ్tagఇ చాలా తక్కువ | ఇన్పుట్ వాల్యూమ్ను పెంచండిtagనియంత్రకంతో ఇ | ||
| బర్నర్ భాగాలు అరిగిపోయాయి | బర్నర్ భాగాలను భర్తీ చేయండి | ||
| 5 | ఆర్క్ కొట్టదు | విరిగిన వెల్డింగ్ కేబుల్ | కేబుల్ తనిఖీ చేయండి |
| భాగం మురికిగా, పెయింట్లో, తుప్పు పట్టింది | భాగాన్ని శుభ్రం చేయండి | ||
|
6 |
రక్షిత వాయువు లేదు |
బర్నర్ సరిగ్గా కనెక్ట్ చేయబడలేదు | బర్నర్ను సరిగ్గా కనెక్ట్ చేయండి |
| గ్యాస్ గొట్టం కింక్ చేయబడింది లేదా దెబ్బతిన్నది | గ్యాస్ గొట్టం తనిఖీ చేయండి | ||
| గొట్టం కనెక్షన్లు వదులుగా ఉన్నాయి | గొట్టం కనెక్షన్లను తనిఖీ చేయండి | ||
| 7 | ఇతర | దయచేసి సేవా కేంద్రాన్ని సంప్రదించండి |
గ్రాఫిక్ చిహ్నాలు మరియు సాంకేతిక డేటా
| U0.......V | ఈ గుర్తు సెకండరీ నో-లోడ్ వాల్యూమ్ని చూపుతుందిtagఇ (వోల్టులలో). |
| X | ఈ గుర్తు రేట్ చేయబడిన విధి చక్రాన్ని చూపుతుంది. |
| I2.....A | ఈ గుర్తు వెల్డింగ్ కరెంట్ను చూపుతుంది AMPS. |
| U2…… V | ఈ గుర్తు వెల్డింగ్ వాల్యూమ్ను చూపుతుందిtagVOLTSలో ఇ. |
| U1 | ఈ గుర్తు రేట్ చేయబడిన సరఫరా వాల్యూమ్ను చూపుతుందిtage. |
| I1max…A | ఈ గుర్తు వెల్డింగ్ యూనిట్ యొక్క గరిష్ట శోషించబడిన కరెంట్ని చూపుతుంది AMP. |
| I1eff…A | ఈ గుర్తు వెల్డింగ్ యూనిట్ యొక్క గరిష్ట శోషించబడిన కరెంట్ని చూపుతుంది AMP. |
| IP21S | ఈ గుర్తు వెల్డింగ్ యూనిట్ యొక్క రక్షణ తరగతిని చూపుతుంది. |
| S | విద్యుత్ షాక్ల ప్రమాదం ఎక్కువగా ఉన్న పరిసరాలలో వెల్డింగ్ యూనిట్ ఉపయోగపడుతుందని ఈ గుర్తు చూపిస్తుంది. |
 |
ఈ గుర్తు ఆపరేషన్ ముందు జాగ్రత్తగా ఆపరేటింగ్ సూచనలను చదవడం చూపిస్తుంది. |
| |
ఈ చిహ్నం వెల్డింగ్ యూనిట్ ఒకే దశల DC వెల్డర్ అని చూపిస్తుంది. |
 |
ఈ గుర్తు హెర్ట్జ్లో సరఫరా శక్తి దశ మరియు లైన్ ఫ్రీక్వెన్సీని చూపుతుంది. |
నిర్వహణ మరియు సేవ
నిర్వహణ మరియు శుభ్రపరచడం
- పవర్పై ఏదైనా పని చేసే ముందు సాకెట్ నుండి ప్లగ్ని బయటకు తీయండి
- పొడి మరియు శుభ్రమైన కంప్రెస్డ్ గాలి ద్వారా దుమ్మును క్రమం తప్పకుండా తొలగించండి. బలమైన పొగ మరియు కలుషితమైన గాలి ఉన్న వాతావరణంలో వెల్డింగ్ యంత్రాన్ని నిర్వహిస్తే, యంత్రాన్ని కనీసం ఒక్కసారైనా శుభ్రం చేయాలి.
- చిన్న మరియు సున్నితమైన భాగాలకు నష్టం జరగకుండా నిరోధించడానికి సంపీడన గాలి యొక్క పీడనం సహేతుకమైన పరిధిలో ఉండాలి.
- వెల్డింగ్ మెషిన్ యొక్క అంతర్గత సర్క్యూట్ను క్రమం తప్పకుండా తనిఖీ చేయండి మరియు సర్క్యూట్ కనెక్షన్లు సరిగ్గా మరియు పటిష్టంగా కనెక్ట్ అయ్యాయని నిర్ధారించుకోండి (ముఖ్యంగా ప్లగ్-ఇన్ కనెక్టర్ మరియు భాగాలు). స్కేల్ మరియు రస్ట్ కనుగొనబడితే, దయచేసి దాన్ని శుభ్రం చేసి, మళ్లీ కనెక్ట్ చేయండి
- నీరు మరియు ఆవిరి యంత్రంలోకి ప్రవేశించకుండా నిరోధించండి. అది జరిగితే, దయచేసి దానిని ఆరబెట్టండి మరియు ఇన్సులేషన్ను తనిఖీ చేయండి
- వెల్డింగ్ యంత్రాన్ని ఎక్కువ కాలం ఉపయోగించకపోతే, దానిని ప్యాకింగ్ బాక్స్లో ఉంచాలి మరియు పొడిగా మరియు శుభ్రంగా నిల్వ చేయాలి.
భద్రతా ప్రమాదాలను నివారించడానికి, విద్యుత్ సరఫరా త్రాడును మార్చాల్సిన అవసరం ఉన్నట్లయితే, ఇది తప్పనిసరిగా PIT ద్వారా లేదా PIT పవర్ టూల్స్ రిపేర్ చేయడానికి అధికారం కలిగిన అమ్మకాల తర్వాత సేవా కేంద్రం ద్వారా చేయాలి.
సేవ
- మీ పవర్ టూల్ను అర్హత కలిగిన సిబ్బంది మాత్రమే రిపేర్ చేయండి మరియు అసలు రీప్లేస్మెంట్ భాగాలతో మాత్రమే రిపేర్ చేయండి. ఇది పవర్ టూల్ యొక్క భద్రతను నిర్ధారిస్తుంది.
అధీకృత సేవా కేంద్రాల జాబితా కావచ్చు viewఅధికారికంగా ed webలింక్ ద్వారా PIT సైట్: https://pittools.ru/servises/
నిల్వ మరియు రవాణా
వెల్డింగ్ యంత్రాన్ని 0 నుండి + 40 ° C మరియు సాపేక్ష ఆర్ద్రత + 80% వరకు ఉష్ణోగ్రత వద్ద సహజ వెంటిలేషన్తో మూసివేసిన గదులలో నిల్వ చేయాలి. గాలిలో యాసిడ్ ఆవిరి, ఆల్కాలిస్ మరియు ఇతర దూకుడు మలినాలను కలిగి ఉండటం అనుమతించబడదు.
యాంత్రిక నష్టం, వాతావరణ అవపాతం నుండి ఉత్పత్తిని సంరక్షిస్తూ, తయారీదారు ప్యాకేజింగ్లో లేదా అది లేకుండా ఏ రకమైన మూసివేసిన రవాణా ద్వారా ఉత్పత్తులను రవాణా చేయవచ్చు.
 వ్యర్థాలను పారవేయండి
వ్యర్థాలను పారవేయండి
పాడైపోయిన పవర్ టూల్స్, బ్యాటరీలు, యాక్సెసరీలు మరియు వ్యర్థ ప్యాకేజింగ్ మెటీరియల్లను పర్యావరణ అనుకూల పద్ధతిలో రీసైకిల్ చేసి తిరిగి ఉపయోగించాలి.
పవర్ టూల్స్ మరియు అక్యుమ్యులేటర్లు / బ్యాటరీలను సాధారణ గృహ వ్యర్థాలలోకి విసిరేయకండి!
ఉత్పత్తి క్రమ సంఖ్య వివరణ క్రమ సంఖ్య
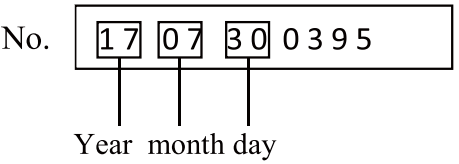
ఉత్పత్తి క్రమ సంఖ్య యొక్క మొదటి మరియు రెండవ అంకెలు ఎడమ నుండి కుడికి
ఉత్పత్తి సంవత్సరం, మూడవ మరియు నాల్గవ అంకెలు ఉత్పత్తి నెలను సూచిస్తాయి.
ఐదవ మరియు ఆరవ అంకెలు ఉత్పత్తి రోజును సూచిస్తాయి.
వారంటీ సర్వీస్ నిబంధనలు
- ఈ సర్టిఫికేట్ను సమర్పించకుండా, ఉచిత వారంటీకి మీ హక్కును నిర్ధారించే ఏకైక పత్రం ఈ వారంటీ సర్టిఫికేట్, ఏ క్లెయిమ్లు ఆమోదించబడవు. నష్టం లేదా నష్టం జరిగినప్పుడు, వారంటీ సర్టిఫికేట్ పునరుద్ధరించబడదు.
- ఎలక్ట్రిక్ మెషిన్ కోసం వారంటీ వ్యవధి విక్రయ తేదీ నుండి 12 నెలలు, వారంటీ వ్యవధిలో సేవా విభాగం తయారీ లోపాలను తొలగిస్తుంది మరియు తయారీదారు యొక్క తప్పు కారణంగా విఫలమైన భాగాలను ఉచితంగా భర్తీ చేస్తుంది. వారంటీ రిపేర్లో, సమానమైన ఆపరేబుల్ ఉత్పత్తి అందించబడదు. భర్తీ చేయగల భాగాలు సర్వీస్ ప్రొవైడర్ల ఆస్తిగా మారతాయి.
ఎలక్ట్రిక్ మెషీన్ యొక్క ఆపరేషన్ వల్ల సంభవించే ఏదైనా నష్టానికి PIT బాధ్యత వహించదు.
- కింది సక్రమంగా అమలు చేయబడిన డాక్యుమెంట్లతో కూడిన క్లీన్ టూల్ మాత్రమే: ఈ వారంటీ సర్టిఫికేట్, వారంటీ కార్డ్, అన్ని ఫీల్డ్లను కలిగి ఉంటుంది.amp వాణిజ్య సంస్థ మరియు కొనుగోలుదారు సంతకం వారంటీ కోసం అంగీకరించబడతాయి
- కింది సందర్భాలలో వారంటీ మరమ్మత్తు నిర్వహించబడదు:
- వారంటీ సర్టిఫికేట్ మరియు వారంటీ కార్డ్ లేకుంటే లేదా వారి తప్పు అమలు;
- ఎలక్ట్రిక్ ఇంజిన్ యొక్క రోటర్ మరియు స్టేటర్ రెండింటి వైఫల్యంతో, వెల్డింగ్ మెషిన్ ట్రాన్స్ఫార్మర్ యొక్క ప్రాధమిక వైండింగ్ను చార్రింగ్ చేయడం లేదా కరిగించడం, ఛార్జింగ్ లేదా ప్రారంభ ఛార్జింగ్ పరికరం, అంతర్గత భాగాలు కరిగిపోవడంతో, ఎలక్ట్రానిక్ సర్క్యూట్ బోర్డ్లను కాల్చడం;
- వారంటీ సర్టిఫికేట్ లేదా వారంటీ కార్డ్ అయితే
ఈ విద్యుత్ యంత్రానికి లేదా సరఫరాదారుచే ఏర్పాటు చేయబడిన రూపానికి అనుగుణంగా లేదు;
- వారంటీ వ్యవధి ముగిసిన తర్వాత;
- వారంటీ వర్క్షాప్ వెలుపల విద్యుత్ యంత్రాన్ని తెరవడం లేదా మరమ్మత్తు చేసే ప్రయత్నాలలో; వారంటీ వ్యవధిలో సాధనం యొక్క నిర్మాణాత్మక మార్పులు మరియు సరళత చేయడం, రుజువుగా, ఉదాహరణకుample, నాన్-రొటేషనల్ యొక్క ఫాస్ట్నెర్ల యొక్క స్ప్లైన్ భాగాలపై క్రీజుల ద్వారా
- ఉత్పత్తి లేదా ఇతర ప్రయోజనాల కోసం ఎలక్ట్రిక్ సాధనాలను ఉపయోగిస్తున్నప్పుడు, అలాగే GOST ద్వారా స్థాపించబడిన నిబంధనలను మించిన పవర్ నెట్వర్క్ పారామితుల అస్థిరతకు సంబంధించిన వైఫల్యాల విషయంలో లాభదాయకతతో అనుసంధానించబడినప్పుడు;
- సరికాని ఆపరేషన్ యొక్క సంఘటనలలో (ఉద్దేశించిన ప్రయోజనాల కోసం కాకుండా ఇతర వాటి కోసం విద్యుత్ యంత్రాన్ని ఉపయోగించండి, అటాచ్మెంట్ల ఎలక్ట్రిక్ యంత్రానికి జోడింపులు, ఉపకరణాలు, తయారీదారు అందించనివి);
- కేసుకు యాంత్రిక నష్టం, పవర్ కార్డ్ మరియు దూకుడు ఏజెంట్లు మరియు అధిక మరియు తక్కువ ఉష్ణోగ్రతల వల్ల కలిగే నష్టాల విషయంలో, ఎలక్ట్రిక్ మెషిన్ యొక్క వెంటిలేషన్ గ్రిడ్లలో విదేశీ వస్తువులను ప్రవేశించడం, అలాగే దెబ్బతిన్న సందర్భంలో అక్రమ నిల్వ ఫలితంగా (లోహ భాగాల తుప్పు);
- ఎలక్ట్రిక్ యంత్రం యొక్క భాగాలపై సహజ దుస్తులు మరియు కన్నీటి, దీర్ఘకాలిక ఆపరేషన్ ఫలితంగా (నిర్దిష్ట సగటు జీవితం యొక్క పూర్తి లేదా పాక్షిక క్షీణత సంకేతాల ఆధారంగా నిర్ణయించబడుతుంది, గొప్ప కాలుష్యం, బయట మరియు లోపల తుప్పు ఉండటం విద్యుత్ యంత్రం, గేర్బాక్స్లో వ్యర్థ కందెన);
- ఆపరేటింగ్లో పేర్కొన్నది కాకుండా ఇతర ప్రయోజనాల కోసం సాధనాన్ని ఉపయోగించడం
- సాధనానికి యాంత్రిక నష్టాలు;
- సూచనలో పేర్కొన్న ఆపరేటింగ్ షరతులను పాటించకపోవడం వల్ల నష్టాలు సంభవించినప్పుడు (మాన్యువల్ యొక్క “భద్రతా జాగ్రత్తలు” అధ్యాయం చూడండి).
- నిల్వ మరియు రవాణా నియమాలను పాటించకపోవడం వల్ల ఉత్పత్తికి నష్టం-
- సాధనం యొక్క బలమైన అంతర్గత కాలుష్యం విషయంలో.
వారంటీ వ్యవధిలో ఎలక్ట్రిక్ మెషీన్ల (క్లీనింగ్, వాషింగ్, లూబ్రికేషన్, యాంథెర్స్ రీప్లేస్మెంట్, పిస్టన్ మరియు సీలింగ్ రింగులు) ప్రివెంటివ్ మెయింటెనెన్స్ చెల్లింపు సేవ.
ఉత్పత్తి యొక్క సేవ జీవితం 3 సంవత్సరాలు. షెల్ఫ్ జీవితం 2 సంవత్సరాలు. తయారీ తేదీ నుండి 2 సంవత్సరాల నిల్వ తర్వాత ఆపరేషన్ కోసం ఇది సిఫార్సు చేయబడదు, ఇది ప్రాథమిక ధృవీకరణ లేకుండా (నిర్వచనం కోసం) పరికరం యొక్క లేబుల్పై సీరియల్ నంబర్లో సూచించబడుతుంది.
తయారీ తేదీ, ముందు యూజర్స్ మాన్యువల్ చూడండి).
సర్వీస్ సెంటర్లో డయాగ్నోస్టిక్స్ పూర్తయిన తర్వాత, పైన పేర్కొన్న సేవా నిబంధనల ఉల్లంఘనల గురించి యజమానికి తెలియజేయబడుతుంది.
సాధనం యొక్క యజమాని అతను లేనప్పుడు సేవా కేంద్రంలో నిర్వహించాల్సిన రోగనిర్ధారణ ప్రక్రియను అప్పగిస్తాడు.
గేర్బాక్స్లో అధిక వేడి, స్పార్కింగ్ లేదా శబ్దం సంకేతాలు ఉన్నప్పుడు ఎలక్ట్రిక్ మెషీన్ను ఆపరేట్ చేయవద్దు. పనిచేయకపోవడం యొక్క కారణాన్ని గుర్తించడానికి, కొనుగోలుదారు వారంటీ సేవా కేంద్రాన్ని సంప్రదించాలి.
ఇంజిన్ యొక్క కార్బన్ బ్రష్లను ఆలస్యంగా మార్చడం వల్ల కలిగే లోపాలు కొనుగోలుదారు యొక్క వ్యయంతో తొలగించబడతాయి.
- వారంటీ కవర్ చేయదు:
- రీప్లేస్మెంట్ యాక్సెసరీస్ (యాక్సెసరీస్ మరియు కాంపోనెంట్స్), ఉదాహరణకుample: బ్యాటరీలు, డిస్క్లు, బ్లేడ్లు, డ్రిల్ బిట్స్, బోరర్లు, చక్స్, చైన్లు, స్ప్రాకెట్లు, కొల్లెట్ clamps, గైడ్ పట్టాలు, టెన్షన్ మరియు ఫాస్టెనింగ్ ఎలిమెంట్స్, ట్రిమ్మింగ్ డివైస్ హెడ్లు, బేస్ ఆఫ్ గ్రౌండింగ్ మరియు బెల్ట్ సాండర్ మెషిన్లు, షట్కోణ తలలు, ,
- వేగంగా ధరించే భాగాలు, ఉదాహరణకుample: కార్బన్ బ్రష్లు, డ్రైవ్ బెల్ట్లు, సీల్స్, ప్రొటెక్టివ్ కవర్లు, గైడింగ్ రోలర్లు, గైడ్లు, రబ్బరు సీల్స్, బేరింగ్లు, టూత్ బెల్ట్లు మరియు వీల్స్, షాంక్లు, బ్రేక్ బెల్ట్లు, స్టార్టర్ రాట్చెట్లు మరియు తాడులు, పిస్టన్ రింగ్లు, వారంటీ వ్యవధిలో వాటి భర్తీ చెల్లింపు సేవ;
- విద్యుత్ తీగలు, ఇన్సులేషన్కు నష్టం జరిగితే, యజమాని (చెల్లింపు సేవ) అనుమతి లేకుండా పవర్ త్రాడులు తప్పనిసరి భర్తీకి లోబడి ఉంటాయి;
- సాధనం కేసు.
ఈ మాన్యువల్ గురించి మరింత చదవండి & PDFని డౌన్లోడ్ చేయండి:
పత్రాలు / వనరులు
 |
PIT PMAG200-C త్రీ ఫంక్షన్ వెల్డింగ్ మెషిన్ [pdf] సూచనల మాన్యువల్ PMAG200-C, PMAG200-C త్రీ ఫంక్షన్ వెల్డింగ్ మెషిన్, త్రీ ఫంక్షన్ వెల్డింగ్ మెషిన్, ఫంక్షన్ వెల్డింగ్ మెషిన్, వెల్డింగ్ మెషిన్, మెషిన్, MIG-MMA-TIG-200A |