Fronius RI MOD Compact Com Module

Mga pagtutukoy
- Pangalan ng Produkto: RI FB PRO/i RI MOD/i CC Ethernet/IP-2P
- Vendor: Fronius International GmbH
- Uri ng Device: Adaptor ng komunikasyon
- Code ng Produkto: 0320hex (800dez)
- Uri ng Larawan: Karaniwang Larawan
- Uri ng Instance: Paggawa ng Halimbawa
- Consuming Instance: Consuming Instance
- Pangalan ng Instance: Fronius-FB-Pro-EtherNetIP(TM)
Mga Tagubilin sa Paggamit ng Produkto
Pagtatakda ng IP Address ng Bus Module
Maaaring itakda ang IP address ng module ng bus gamit ang DIP switch sa interface:
- Itakda ang IP address sa loob ng saklaw na 192.168.0.xx (kung saan ang xx ay tumutugma sa mga posisyon ng DIP switch mula 1 hanggang 63).
- Mga setting ng DIP switch at kaukulang mga IP address:
| Lumipat ng DIP | IP Address |
|---|---|
| OFF OFF OFF OFF OFF OFF ON | 1 |
| OFF OFF OFF OFF OFF ON OFF | 2 |
| OFF OFF OFF OFF OFF ON | 3 |
| ON ON ON ON OFF | 62 |
| ON ON ON ON | 63 |
Mga Uri ng Data at Signal Mapping
Ginagamit ng produkto ang mga sumusunod na uri ng data:
- UINT16 (Unsigned Integer) – Saklaw: 0 hanggang 65535
- SINT16 (Signed Integer) – Saklaw: -32768 hanggang 32767
Pagmamapa ng address para sa mga signal ng input at output:
| Address | Uri | Paglalarawan |
|---|---|---|
| 0-7 | BIT Signal | Mga Detalye ng Signal Mapping |
Heneral
Kaligtasan
BABALA!
Panganib mula sa maling operasyon at trabaho na hindi naisasagawa nang maayos. Maaari itong magresulta sa malubhang personal na pinsala at pinsala sa ari-arian.
- Ang lahat ng gawain at mga tungkulin na inilarawan sa dokumentong ito ay dapat lamang isagawa ng mga teknikal na sinanay at kwalipikadong tauhan.
- Basahin at unawain nang buo ang dokumentong ito.
- Basahin at unawain ang lahat ng panuntunan sa kaligtasan at dokumentasyon ng user para sa kagamitang ito at lahat ng bahagi ng system.
Mga Koneksyon at Display
| 1 | TX+ |
| 2 | TX- |
| 3 | RX+ |
| 6 | RX- |
| 4,5,7, | Hindi karaniwang ginagamit; upang matiyak- |
| 8 | muling pagkakumpleto ng signal, ang |
| ang mga pin ay dapat na Intercon- | |
| nected at, pagkatapos pumasa | |
| sa pamamagitan ng isang filter circuit, dapat | |
| wakasan sa lupa | |
| konduktor (PE). |
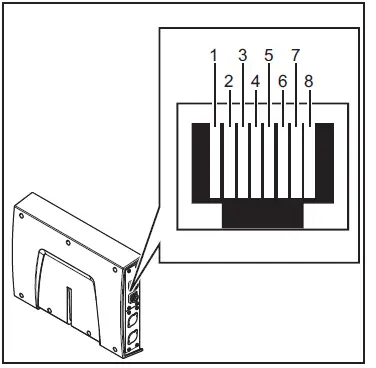
Koneksyon ng RJ45
| (1) LED MS – Status ng module |
| Naka-off:
Walang supply voltage |
| Nagilaw na berde:
Kinokontrol ng isang master |
| Kumikislap na berde (isang beses):
Hindi na-configure o master idle ang master |
| Pula ang ilaw:
Malaking pagkakamali (kalagayan ng pagbubukod, malubhang pagkakamali,…) |
| Kumikislap na pula:
Naitatama ang error |
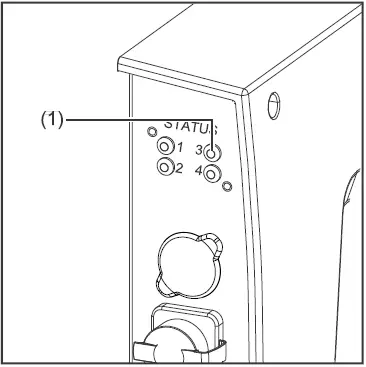
| (2) LED NS – Katayuan ng network |
| Naka-off:
Walang supply voltage o walang IP address |
| Nagilaw na berde:
Online, isa o higit pang koneksyon ang naitatag (CIP category 1 o 3) |
| Kumikislap na berde:
Online, walang koneksyon na naitatag |
| Pula ang ilaw:
Dobleng IP address, malubhang error |
| Kumikislap na pula:
Overrun ng oras para sa isa o higit pang mga koneksyon (CIP category 1 o 3) |
Mga Katangian sa Paglilipat ng Data
Paglipat ng teknolohiya
- Ethernet
Katamtaman
- Kapag pumipili ng mga cable at plug, dapat sundin ang rekomendasyon ng ODVA para sa pagpaplano at pag-install ng EtherNet/IP system. Ang mga pagsusuri sa EMC ay isinagawa ng tagagawa gamit ang cable na IE-C5ES8VG0030M40M40-F.
Bilis ng paghahatid
- 10 Mbit/s o 100 Mbit/s
Koneksyon ng bus
- RJ-45 Ethernet / M12
Mga Parameter ng Configuration
- Sa ilang mga robot control system, maaaring kailanganin na sabihin ang mga parameter ng pagsasaayos na inilalarawan dito upang ang module ng bus ay maaaring makipag-ugnayan sa robot.
| Parameter | Halaga | Paglalarawan |
| ID ng vendor | 0534hex (1332dec) | Fronius International GmbH |
| Uri ng Device | 000Chex (12dec) | Adaptor ng komunikasyon |
| Code ng Produkto | 0320hex (800dec) | Fronius FB Pro Ethernet/IP-2-Port |
Pangalan ng Produkto Fronius-FB-Pro-EtherNetIP(TM)
|
Uri ng Larawan |
Uri ng Instance |
Pangalan ng Instance |
Halimbawa Paglalarawan |
Numero ng Instance |
Sukat [Byt e] |
| Karaniwang Larawan | Produ- coming Instance | Pamantayan ng Data ng Input | Data mula sa power source hanggang sa robot | 100 | 40 |
|
Uri ng Larawan |
Uri ng Instance |
Pangalan ng Instance |
Halimbawa Paglalarawan |
Numero ng Instance |
Sukat [Byt e] |
| Con- summing Instance | Pamantayan ng Data ng Output | Data mula sa robot hanggang sa pinagmumulan ng kuryente | 150 | 40 | |
| Larawan ng Ekonomiya | Produ- coming Instance | Pamantayan ng Data ng Input | Data mula sa power source hanggang sa robot | 101 | 16 |
| Con- summing Instance | Pamantayan ng Data ng Output | Data mula sa robot hanggang sa pinagmumulan ng kuryente | 151 | 16 |
Pagtatakda ng IP Address ng Bus Module
Pagtatakda ng IP Address ng Bus Module Maaari mong itakda ang IP address ng module ng bus tulad ng sumusunod:
- Gamit ang DIP switch sa interface sa loob ng saklaw na tinukoy ng 192.168.0.xx (xx = DIP switch setting = 1 hanggang 63)
- Ang lahat ng mga posisyon ay nakatakda sa OFF na posisyon sa pabrika. Sa kasong ito, ang IP address ay dapat itakda sa website ng welding machine
- sa website ng welding machine (kung ang lahat ng posisyon ng DIP switch ay nakatakda sa OFF na posisyon)
Ang IP address ay itinakda gamit ang DIP switch na mga posisyon 1 hanggang 6. Ang pagsasaayos ay isinasagawa sa binary na format. Nagreresulta ito sa hanay ng pagsasaayos na 1 hanggang 63 sa decimal na format.
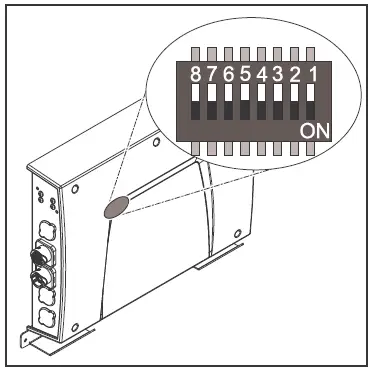
| Example para sa setting ang IP address ng bus module gamit ang DIP switch in ang interface: | ||||||||
| Dip switch | ||||||||
| 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 | IP address |
| – | – | NAKA-OFF | NAKA-OFF | NAKA-OFF | NAKA-OFF | NAKA-OFF | ON | 1 |
| – | – | NAKA-OFF | NAKA-OFF | NAKA-OFF | NAKA-OFF | ON | NAKA-OFF | 2 |
| – | – | NAKA-OFF | NAKA-OFF | NAKA-OFF | NAKA-OFF | ON | ON | 3 |
| – | – | ON | ON | ON | ON | ON | NAKA-OFF | 62 |
| – | – | ON | ON | ON | ON | ON | ON | 63 |
Mga tagubilin para sa pagtatakda ng IP address sa website ng welding machine:
Tandaan ang IP address ng welding machine na ginamit:
- Sa control panel ng welding machine, piliin ang "Mga Default"
- Sa welding machine control panel, piliin ang "System"
- Sa control panel ng welding machine, piliin ang "Impormasyon"
- Tandaan ang ipinapakitang IP address (halampsa: 10.5.72.13)
I-access ang website ng welding machine sa internet browser:
- Ikonekta ang computer sa network ng welding machine
- Ipasok ang IP address ng welding machine sa search bar ng internet browser at kumpirmahin
- Ilagay ang karaniwang user name (admin) at password (admin)
- Ang webang site ng pinagmumulan ng kuryente ay ipinapakita
Itakda ang IP address ng module ng bus:
- Sa power welding machine, piliin ang tab na "RI FB PRO/i".
- Ipasok ang nais na IP address para sa interface sa ilalim ng "Configuration ng module". Para kay exampnoong: 192.168.0.12
- Piliin ang "Itakda ang configuration"
- Piliin ang "I-restart ang module"
- Inilapat ang nakatakdang IP address
Mga signal ng input at output
Mga uri ng data
Ang mga sumusunod na uri ng data ay ginagamit:
- UINT16 (Unsigned Integer)
- Ang buong numero sa hanay mula 0 hanggang 65535
- SINT16 (Signed Integer)
- Ang buong bilang ay mula -32768 hanggang 32767
Conversion halamples:
- para sa isang positibong halaga (SINT16) hal. gustong bilis ng wire x factor 12.3 m/min x 100 = 1230dec = 04CEhex
- para sa negatibong halaga (SINT16) hal. arc correction x factor -6.4 x 10 = -64dec = FFC0hex
Availability ng input signal
Ang mga input signal na nakalista sa ibaba ay makukuha mula sa firmware V2.0.0 ng RI FB PRO/i pataas.
Mga signal ng input (mula sa robot hanggang sa pinagmumulan ng kuryente)
|
Address |
Signal |
Uri ng aktibidad/data |
Saklaw |
Salik | Iproseso ang imahe | ||||
|
Kamag-anak |
Absolu- te | Pamantayan | ekonomiya | ||||||
| SALITA | BYTE | BIT |
BIT |
||||||
|
0 |
0 |
0 | 0 | Pagsisimula ng Welding | Dagdagan- kumanta |
ü |
ü |
||
| 1 | 1 | Handa na ang robot | Mataas | ||||||
| 2 | 2 | Working mode Bit 0 | Mataas |
Tingnan ang talahanayan Halaga Saklaw para sa Nagtatrabaho Mode sa pahina 35 |
|||||
| 3 | 3 | Working mode Bit 1 | Mataas | ||||||
| 4 | 4 | Working mode Bit 2 | Mataas | ||||||
| 5 | 5 | Working mode Bit 3 | Mataas | ||||||
| 6 | 6 | Working mode Bit 4 | Mataas | ||||||
| 7 | 7 | — | |||||||
|
1 |
0 | 8 | Naka-gas na | Dagdagan- kumanta | |||||
| 1 | 9 | Wire forward | Dagdagan- kumanta | ||||||
| 2 | 10 | Wire pabalik | Dagdagan- kumanta | ||||||
| 3 | 11 | Error quit | Dagdagan- kumanta | ||||||
| 4 | 12 | Touch sensing | Mataas | ||||||
| 5 | 13 | Pumutok ang tanglaw | Dagdagan- kumanta | ||||||
| 6 | 14 | Pinoproseso ang pagpili ng Bit 0 | Mataas | Tingnan ang talahanayan Halaga saklaw ng Proseso li- walang pinipilin sa pahina 36 | |||||
|
7 |
15 |
Pinoproseso ang pagpili ng Bit 1 |
Mataas |
||||||
|
Address |
Signal |
Uri ng aktibidad/data |
Saklaw |
Salik | Iproseso ang imahe | ||||
|
Kamag-anak |
Absolu- te | Pamantayan | ekonomiya | ||||||
| SALITA | BYTE | BIT |
BIT |
||||||
|
1 |
2 |
0 | 16 | Welding simulation | Mataas |
ü |
ü |
||
|
1 |
17 |
Proseso ng welding MIG/MAG: 1)
Naka-on ang syncro pulse |
Mataas |
||||||
| Proseso ng welding WIG: 2)
Naka-on ang TAC |
Mataas |
||||||||
|
2 |
18 |
Proseso ng welding WIG: 2)
Paghubog ng cap |
Mataas |
||||||
| 3 | 19 | — | |||||||
| 4 | 20 | — | |||||||
| 5 | 21 | Manwal ng booster | Mataas | ||||||
| 6 | 22 | Naka-on ang wire brake | Mataas | ||||||
| 7 | 23 | Torchbody Xchange | Mataas | ||||||
|
3 |
0 | 24 | — | ||||||
| 1 | 25 | Turuan ang mode | Mataas | ||||||
| 2 | 26 | — | |||||||
| 3 | 27 | — | |||||||
| 4 | 28 | — | |||||||
| 5 | 29 | Wire mula nang magsimula | Dagdagan- kumanta | ||||||
| 6 | 30 | Wire sense break | Dagdagan- kumanta | ||||||
| 7 | 31 | — | |||||||
|
Address |
Signal |
Uri ng aktibidad/data |
Saklaw |
Salik | Iproseso ang imahe | ||||
|
Kamag-anak |
Absolu- te | Pamantayan | ekonomiya | ||||||
| SALITA | BYTE | BIT |
BIT |
||||||
|
2 |
4 |
0 | 32 | TWIN mode Bit 0 | Mataas | Tingnan ang talahanayan Halaga Saklaw para sa TWIN Mode sa pahina 36 |
ü |
ü |
|
|
1 |
33 |
TWIN mode Bit 1 |
Mataas |
||||||
| 2 | 34 | — | |||||||
| 3 | 35 | — | |||||||
| 4 | 36 | — | |||||||
|
5 |
37 |
Mode ng dokumentasyon |
Mataas |
Tingnan ang talahanayan Halaga Saklaw para sa Docu- mode ng pag-iisip sa pahina 36 | |||||
| 6 | 38 | — | |||||||
| 7 | 39 | — | |||||||
|
5 |
0 | 40 | — | ||||||
| 1 | 41 | — | |||||||
| 2 | 42 | — | |||||||
| 3 | 43 | — | |||||||
| 4 | 44 | — | |||||||
| 5 | 45 | — | |||||||
| 6 | 46 | — | |||||||
| 7 | 47 | Huwag paganahin ang pagwawasto na kinokontrol ng proseso | Mataas | ||||||
|
Address |
Signal |
Uri ng aktibidad/data |
Saklaw |
Salik | Iproseso ang imahe | ||||
|
Kamag-anak |
Absolu- te | Pamantayan | ekonomiya | ||||||
| SALITA | BYTE | BIT |
BIT |
||||||
|
3 |
6 |
0 | 48 | — |
ü |
ü |
|||
| 1 | 49 | — | |||||||
| 2 | 50 | — | |||||||
| 3 | 51 | — | |||||||
| 4 | 52 | — | |||||||
| 5 | 53 | — | |||||||
| 6 | 54 | — | |||||||
| 7 | 55 | — | |||||||
|
7 |
0 | 56 | ExtInput1 => OPT_Output 1 | Mataas | |||||
| 1 | 57 | ExtInput2 => OPT_Output 2 | Mataas | ||||||
| 2 | 58 | ExtInput3 => OPT_Output 3 | Mataas | ||||||
| 3 | 59 | ExtInput4 => OPT_Output 4 | Mataas | ||||||
| 4 | 60 | ExtInput5 => OPT_Output 5 | Mataas | ||||||
| 5 | 61 | ExtInput6 => OPT_Output 6 | Mataas | ||||||
| 6 | 62 | ExtInput7 => OPT_Output 7 | Mataas | ||||||
| 7 | 63 | ExtInput8 => OPT_Output 8 | Mataas | ||||||
| 4 | 8-
9 |
0–7 | 64–79 | Katangian ng welding- / Numero ng trabaho | UINT16 | 0 hanggang 1000 | 1 | ü | ü |
|
5 |
10 – 11 |
0-7 |
80-95 |
Proseso ng welding MIG/MAG: 1)
Constant Wire:
Halaga ng command ng bilis ng wire feed |
SINT16 |
-327,68 hanggang 327,67 [m/min] |
100 |
ü |
ü |
| Proseso ng welding WIG: 2)
Pangunahing / Hotwire kasalukuyang halaga ng command |
UINT16 |
0 hanggang 6553,5 [A] |
10 |
||||||
| Para sa job-mode:
Pagwawasto ng kapangyarihan |
SINT16 |
-20,00 hanggang
20,00 [%] |
100
|
||||||
|
Address |
Signal |
Uri ng aktibidad/data |
Saklaw |
Salik | Iproseso ang imahe | ||||
|
Kamag-anak |
Absolu- te | Pamantayan | ekonomiya | ||||||
| SALITA | BYTE | BIT |
BIT |
||||||
|
6 |
12 – 13 |
0-7 |
96-111 |
Proseso ng welding MIG/MAG: 1)
Pagwawasto ng haba ng arko |
SINT16 |
-10,0 hanggang
10,0 [Schritte] |
10 |
ü |
ü |
| Proseso ng hinang
MIG/MAG Standard-Manuel:
Welding voltage |
UINT16 |
0,0 hanggang
6553,5 [V] |
10 |
||||||
| Proseso ng welding WIG: 2)
Halaga ng command ng bilis ng wire feed |
SINT16 |
-327,68 hanggang 327,67 [m/min] |
100 |
||||||
| Para sa job-mode:
Pagwawasto ng haba ng arko |
SINT16 |
-10,0 hanggang
10,0 [Schritte] |
10 |
||||||
| Proseso ng welding Constant Wire:
Kasalukuyang hotwire |
UINT16 |
0,0 hanggang
6553,5 [A] |
10 |
||||||
|
7 |
14 – 15 |
0-7 |
112-127 |
Proseso ng welding MIG/MAG: 1)
Pulse-/dynamic na pagwawasto |
SINT16 |
-10,0 hanggang
10,0 [hakbang] |
10 |
ü |
ü |
| Proseso ng hinang
MIG/MAG Standard-Manuel:
Dynamic |
UINT16 |
0,0 hanggang
10,0 [hakbang] |
10 |
||||||
| Proseso ng welding WIG: 2)
Pagwawasto ng kawad |
SINT16 |
-10,0 hanggang
10,0 [hakbang] |
10 |
||||||
|
8 |
16 – 17 |
0-7 |
128-143 |
Proseso ng welding MIG/MAG: 1)
Wire retract correction |
UINT16 |
0,0 hanggang
10,0 [hakbang] |
10 |
ü |
|
| Proseso ng welding WIG: 2)
Wire retract dulo |
UINT16 |
OFF, 1 hanggang
50 [Mm] |
1 |
||||||
|
9 |
18
– 19 |
0-7 |
144-159 |
Bilis ng welding |
UINT16 |
0,0 hanggang
1000,0 [cm/min] |
10 |
ü |
|
|
Address |
Signal |
Uri ng aktibidad/data |
Saklaw |
Salik | Iproseso ang imahe | ||||
|
Kamag-anak |
Absolu- te | Pamantayan | ekonomiya | ||||||
| SALITA | BYTE | BIT |
BIT |
||||||
|
10 |
20 – 21 |
0-7 |
160-175 |
Kinokontrol na proseso ang pagwawasto |
Tingnan ang talahanayan Halaga saklaw para sa Proseso kinokontrol pagwawasto sa pahina 36 |
ü |
|||
|
11 |
22
– 23 |
0-7 |
176-191 |
Proseso ng welding WIG: 2)
Pagsisimula ng pagpoposisyon ng kawad |
ü |
||||
|
12 |
24
– 25 |
0-7 |
192-207 |
— |
ü |
||||
|
13 |
26
– 27 |
0-7 |
208-223 |
— |
ü |
||||
|
14 |
28
– 29 |
0-7 |
224-239 |
— |
ü |
||||
|
15 |
30
– 31 |
0-7 |
240-255 |
Wire pasulong / paatras na haba |
UINT16 |
OFF / 1 hanggang 65535 [mm] |
1 |
ü |
|
|
16 |
32
– 33 |
0-7 |
256-271 |
Wire sense edge detection |
UINT16 |
OFF / 0,5
hanggang 20,0 [mm] |
10 |
ü |
|
|
17 |
34
– 35 |
0-7 |
272-287 |
— |
ü |
||||
|
18 |
36
– 37 |
0-7 |
288-303 |
— |
ü |
||||
|
19 |
38
– 39 |
0-7 |
304-319 |
Numero ng tahi |
UINT16 |
0 hanggang
65535 |
1 |
ü |
|
- MIG/MAG Puls-Synergic, MIG/MAG Standard-Synergic, MIG/MAG Standard-Manuel, MIG/MAG PMC, MIG/MAG, LSC
- WIG malamig na wire, WIG hotwire
Halaga ng Halaga para sa Working Mode
| Bit 4 | Bit 3 | Bit 2 | Bit 1 | Bit 0 | Paglalarawan |
| 0 | 0 | 0 | 0 | 0 | Panloob na pagpili ng parameter |
| 0 | 0 | 0 | 0 | 1 | Mga espesyal na katangian ng 2-step na mode |
| 0 | 0 | 0 | 1 | 0 | Mode ng trabaho |
| Bit 4 | Bit 3 | Bit 2 | Bit 1 | Bit 0 | Paglalarawan |
| 0 | 1 | 0 | 0 | 0 | Mga katangian ng 2-step na mode |
| 0 | 1 | 0 | 0 | 1 | 2-step na MIG/MAG standard manual |
| 1 | 0 | 0 | 0 | 0 | Idle Mode |
| 1 | 0 | 0 | 0 | 1 | Itigil ang coolant pump |
| 1 | 1 | 0 | 0 | 1 | R/L-Pagsukat |
Halaga ng halaga para sa operating mode
Halaga ng Halaga para sa Documentation Mode
| Bit 0 | Paglalarawan |
| 0 | Seam number ng welding machine (panloob) |
| 1 | Seam number ng mga robot (Word 19) |
Ang hanay ng halaga para sa mode ng dokumentasyon
Ang hanay ng halaga para sa pagwawasto na pinangunahan ng kontrol ng Proseso
|
Proseso |
Signal |
Uri ng aktibidad/data |
Configuration ng hanay ng halaga saklaw |
Yunit |
Salik |
|
PMC |
Stabilizer ng haba ng arko |
SINT16 |
-327.8 hanggang +327.7
0.0 hanggang +5.0 |
Volts |
10 |
Ang hanay ng halaga para sa mode ng dokumentasyon
Ang hanay ng halaga para sa pagwawasto na pinangunahan ng kontrol ng Proseso
|
Proseso |
Signal |
Uri ng aktibidad/data |
Configuration ng hanay ng halaga saklaw |
Yunit |
Salik |
|
PMC |
Stabilizer ng haba ng arko |
SINT16 |
-327.8 hanggang +327.7
0.0 hanggang +5.0 |
Volts |
10 |
Ang hanay ng halaga para sa pagwawasto na umaasa sa proseso
Halaga ng halaga Proseso ng pagpili ng linya
| Bit 1 | Bit 0 | Paglalarawan |
| 0 | 0 | Linya ng proseso 1 (default) |
| 0 | 1 | Linya ng proseso 2 |
| 1 | 0 | Linya ng proseso 3 |
| 1 | 1 | Nakareserba |
Saklaw ng halaga para sa pagpili ng linya ng proseso
Halaga ng Halaga para sa TWIN Mode
| Bit 1 | Bit 0 | Paglalarawan |
| 0 | 0 | TWIN Single mode |
| 0 | 1 | TWIN Lead mode |
| 1 | 0 | TWIN Trail mode |
| 1 | 1 | Nakareserba |
Ang hanay ng halaga para sa TWIN mode
Availability ng mga output signal
Ang mga output signal na nakalista sa ibaba ay makukuha mula sa firmware V2.0.0 ng RI FB PRO/i pataas.
Mga Output Signal (mula sa Power Source hanggang Robot)
|
Address |
Signal |
Uri ng aktibidad/data |
Saklaw |
Salik |
Iproseso ang imahe | ||||
| kamag-anak | ganap | Pamantayan | ekonomiya | ||||||
| SALITA | BYTE | BIT |
BIT |
||||||
|
0 |
0 |
0 | 0 | Powersource ng Heartbeat | Mataas/Mababa | 1 Hz |
ü |
ü |
|
| 1 | 1 | Handa na ang power source | Mataas | ||||||
| 2 | 2 | Babala | Mataas | ||||||
| 3 | 3 | Aktibo ang proseso | Mataas | ||||||
| 4 | 4 | Kasalukuyang daloy | Mataas | ||||||
| 5 | 5 | Arc stable- / touch signal | Mataas | ||||||
| 6 | 6 | Pangunahing kasalukuyang signal | Mataas | ||||||
| 7 | 7 | Touch signal | Mataas | ||||||
|
1 |
0 |
8 |
Aktibo ang collision box |
Mataas |
0 = banggaan-on o cable break | ||||
| 1 | 9 | Paglabas ng Robot Motion | Mataas | ||||||
| 2 | 10 | Wire stick workpiece | Mataas | ||||||
| 3 | 11 | — | |||||||
| 4 | 12 | Tip sa short circuit contact | Mataas | ||||||
| 5 | 13 | Walang hanggan ang pagpili ng parameter | Mataas | ||||||
| 6 | 14 | Wastong numero ng katangian | Mataas | ||||||
| 7 | 15 | Sulo katawan gripped | Mataas | ||||||
|
Address |
Signal |
Uri ng aktibidad/data |
Saklaw |
Salik |
Iproseso ang imahe | ||||
| kamag-anak | ganap | Pamantayan | ekonomiya | ||||||
| SALITA | BYTE | BIT |
BIT |
||||||
|
1 |
2 |
0 | 16 | Ang halaga ng command ay wala sa saklaw | Mataas |
ü |
ü |
||
| 1 | 17 | Pagwawasto sa labas ng saklaw | Mataas | ||||||
| 2 | 18 | — | |||||||
| 3 | 19 | Limitsignal | Mataas | ||||||
| 4 | 20 | — | |||||||
| 5 | 21 | — | |||||||
| 6 | 22 | Katayuan ng pangunahing supply | Mababa | ||||||
| 7 | 23 | — | |||||||
|
3 |
0 | 24 | Status ng sensor 1 | Mataas |
Tingnan ang talahanayan Italaga- ment ni Sensor Sta- gumagamit ng 1–4 sa pahina 40 |
||||
| 1 | 25 | Status ng sensor 2 | Mataas | ||||||
| 2 | 26 | Status ng sensor 3 | Mataas | ||||||
| 3 | 27 | Status ng sensor 4 | Mataas | ||||||
| 4 | 28 | — | |||||||
| 5 | 29 | — | |||||||
| 6 | 30 | — | |||||||
| 7 | 31 | — | |||||||
|
2 |
4 |
0 | 32 | — |
ü |
ü |
|||
| 1 | 33 | — | |||||||
| 2 | 34 | — | |||||||
| 3 | 35 | Katayuan ng kaligtasan Bit 0 | Mataas | Tingnan ang talahanayan Tinakbo ng halaga- ge Status ng kaligtasan sa pahina 41 | |||||
| 4 | 36 | Katayuan ng kaligtasan Bit 1 | Mataas | ||||||
| 5 | 37 | — | |||||||
| 6 | 38 | Abiso | Mataas | ||||||
| 7 | 39 | Hindi handa ang system | Mataas | ||||||
|
5 |
0 | 40 | — | ||||||
| 1 | 41 | — | |||||||
| 2 | 42 | — | |||||||
| 3 | 43 | — | |||||||
| 4 | 44 | — | |||||||
| 5 | 45 | — | |||||||
| 6 | 46 | — | |||||||
| 7 | 47 | — | |||||||
|
Address |
Signal |
Uri ng aktibidad/data |
Saklaw |
Salik |
Iproseso ang imahe | ||||
| kamag-anak | ganap | Pamantayan | ekonomiya | ||||||
| SALITA | BYTE | BIT |
BIT |
||||||
|
3 |
6 |
0 | 48 | Bit ng Proseso 0 | Mataas |
Tingnan ang talahanayan Halaga Saklaw para sa Proseso bit sa pahina 41 |
ü |
ü |
|
| 1 | 49 | Bit ng Proseso 1 | Mataas | ||||||
| 2 | 50 | Bit ng Proseso 2 | Mataas | ||||||
| 3 | 51 | Bit ng Proseso 3 | Mataas | ||||||
| 4 | 52 | Bit ng Proseso 4 | Mataas | ||||||
| 5 | 53 | — | |||||||
| 6 | 54 | Touch signal gas nozzle | Mataas | ||||||
| 7 | 55 | Aktibo ang TWIN synchronization | Mataas | ||||||
|
7 |
0 | 56 | ExtOutput1 <= OPT_In-put1 | Mataas | |||||
| 1 | 57 | ExtOutput2 <= OPT_In-put2 | Mataas | ||||||
| 2 | 58 | ExtOutput3 <= OPT_In-put3 | Mataas | ||||||
| 3 | 59 | ExtOutput4 <= OPT_In-put4 | Mataas | ||||||
| 4 | 60 | ExtOutput5 <= OPT_In-put5 | Mataas | ||||||
| 5 | 61 | ExtOutput6 <= OPT_In-put6 | Mataas | ||||||
| 6 | 62 | ExtOutput7 <= OPT_In-put7 | Mataas | ||||||
| 7 | 63 | ExtOutput8 <= OPT_In-put8 | Mataas | ||||||
| 4 | 8-
9 |
0-7 | 64-79 | Welding voltage | UINT16 | 0.0 hanggang
655.35 [V] |
100 | ü | ü |
|
5 |
10
– 11 |
0-7 |
80-95 |
Kasalukuyang hinang |
UINT16 |
0.0 hanggang 6553.5 [A] |
10 |
ü |
ü |
|
6 |
12
– 13 |
0-7 |
96-111 |
Bilis ng feed ng wire |
SINT16 |
-327.68 hanggang
327.67 [m/ min] |
100 |
ü |
ü |
|
7 |
14
– 15 |
0-7 |
112-127 |
Aktwal na tunay na halaga para sa pagsubaybay sa tahi |
UINT16 |
0 hanggang
6.5535 |
10000 |
ü |
ü |
|
8 |
16
– 17 |
0-7 |
128-143 |
Numero ng error |
UINT16 |
0 hanggang
65535 |
1 |
ü |
|
|
9 |
18
– 19 |
0-7 |
144-159 |
Numero ng babala |
UINT16 |
0 hanggang
65535 |
1 |
ü |
|
|
Address |
Signal |
Uri ng aktibidad/data |
Saklaw |
Salik |
Iproseso ang imahe | ||||
| kamag-anak | ganap | Pamantayan | ekonomiya | ||||||
| SALITA | BYTE | BIT |
BIT |
||||||
|
10 |
20
– 21 |
0-7 |
160-175 |
Kasalukuyang motor M1 |
SINT16 |
-327.68 hanggang
327.67 [A] |
100 |
ü |
|
|
11 |
22
– 23 |
0-7 |
176-191 |
Kasalukuyang motor M2 |
SINT16 |
-327.68 hanggang
327.67 [A] |
100 |
ü |
|
|
12 |
24
– 25 |
0-7 |
192-207 |
Kasalukuyang motor M3 |
SINT16 |
-327.68 hanggang
327.67 [A] |
100 |
ü |
|
|
13 |
26
– 27 |
0-7 |
208-223 |
— |
ü |
||||
|
14 |
28
– 29 |
0-7 |
224-239 |
— |
ü |
||||
|
15 |
30
– 31 |
0-7 |
240-255 |
— |
ü |
||||
|
16 |
32
– 33 |
0-7 |
256-271 |
Posisyon ng kawad |
SINT16 |
-327.68 hanggang
327.67 [Mm] |
100 |
ü |
|
|
17 |
34
– 35 |
0-7 |
272-287 |
— |
ü |
||||
|
18 |
36
– 37 |
0-7 |
288-303 |
— |
ü |
||||
|
19 |
38
– 39 |
0-7 |
304-319 |
— |
ü |
||||
Pagtatalaga ng Mga Status ng Sensor 1–4
| Signal | Paglalarawan |
| Status ng sensor 1 | OPT/i WF R wire end (4,100,869) |
| Status ng sensor 2 | OPT/i WF R wire drum (4,100,879) |
| Status ng sensor 3 | OPT/i WF R ring sensor (4,100,878) |
| Status ng sensor 4 | Wire buffer set CMT TPS/I (4,001,763) |
Pagtatalaga ng mga katayuan ng sensor
Halaga ng halaga Katayuan ng kaligtasan
| Bit 1 | Bit 0 | Paglalarawan |
| 0 | 0 | Reserve |
| 0 | 1 | Hawakan |
| 1 | 0 | Tumigil ka |
| 1 | 1 | Hindi naka-install / aktibo |
Saklaw ng Halaga para sa Bit ng Proseso
| Bit 4 | Bit 3 | Bit 2 | Bit 1 | Bit 0 | Paglalarawan |
| 0 | 0 | 0 | 0 | 0 | Walang panloob na pagpili o proseso ng parameter |
| 0 | 0 | 0 | 0 | 1 | MIG/MAG pulse synergic |
| 0 | 0 | 0 | 1 | 0 | MIG/MAG standard synergic |
| 0 | 0 | 0 | 1 | 1 | MIG/MAG PMC |
| 0 | 0 | 1 | 0 | 0 | MIG/MAG LSC |
| 0 | 0 | 1 | 0 | 1 | MIG/MAG standard manual |
| 0 | 0 | 1 | 1 | 0 | Electrode |
| 0 | 0 | 1 | 1 | 1 | TIG |
| 0 | 1 | 0 | 0 | 0 | CMT |
| 0 | 1 | 0 | 0 | 1 | Constantine |
| 0 | 1 | 0 | 1 | 0 | ColdWire |
| 0 | 1 | 0 | 1 | 1 | DynamicWire |
Saklaw ng Halaga para sa Bit ng Proseso
Saklaw ng Halaga para sa Katayuan ng Pag-andar
| Bit 1 | Bit 0 | Paglalarawan |
| 0 | 0 | Hindi aktibo |
| 0 | 1 | Idle |
| 1 | 0 | Tapos na |
| 1 | 1 | Error |
Ang hanay ng halaga para sa status ng function

- spareparts.fronius.com
- At www.fronius.com/contact makikita mo ang mga detalye sa pakikipag-ugnayan ng lahat ng mga subsidiary ng Fronius at Mga Kasosyo sa Pagbebenta at Serbisyo. Mga Madalas Itanong
Paano ko i-troubleshoot ang mga indikasyon ng status ng LED?
Kung ang LED MS ay may ilaw na pula, ito ay nagpapahiwatig ng isang pangunahing error. Kung kumukurap ito ng pula, nangangahulugan ito ng isang naaayos na error. Para sa LED NS, ang pulang ilaw ay maaaring magpahiwatig ng dobleng IP address o isang malubhang error sa network.
Ano ang mga default na parameter ng pagsasaayos para sa module ng bus?
Kasama sa default na mga parameter ng configuration ang Vendor ID: 0534hex, Uri ng Device: Adaptor ng komunikasyon, Code ng Produkto: 0320hex, Pangalan ng Produkto: Fronius FB Pro Ethernet/IP-2-Port.
Mga Dokumento / Mga Mapagkukunan
 |
Fronius RI MOD Compact Com Module [pdf] Manwal ng Pagtuturo RI MOD Compact Com Module, RI MOD, Compact Com Module, Com Module, Module |



