Fronius RI MOD Compact Com Module

Mga detalye
- Ngalan sa Produkto: RI FB PRO/i RI MOD/i CC Ethernet/IP-2P
- Tigbaligya: Fronius International GmbH
- Type sa Device: Adapter sa komunikasyon
- Code sa Produkto: 0320hex (800dez)
- Uri sa Hulagway: Standard nga Hulagway
- Uri sa Instance: Pagprodyus nga Instance
- Konsumo nga Instance: Konsumo nga Instance
- Ngalan sa Instance: Fronius-FB-Pro-EtherNetIP(TM)
Mga Instruksyon sa Paggamit sa Produkto
Pagbutang sa IP Address sa Bus Module
Ang IP address sa bus module mahimong itakda gamit ang DIP switch sa interface:
- Itakda ang IP address sulod sa range sa 192.168.0.xx (diin ang xx katumbas sa DIP switch positions gikan sa 1 ngadto sa 63).
- Mga setting sa switch sa DIP ug katugbang nga mga adres sa IP:
| DIP Pagbalhin | IP Address |
|---|---|
| OFF OFF OFF OFF OFF OFF SA | 1 |
| OFF OFF OFF OFF OFF SA OFF | 2 |
| OFF OFF OFF OFF OFF SA SA | 3 |
| ON ON ON ON OFF | 62 |
| ON ON ON ON ON | 63 |
Mga Matang sa Data ug Signal Mapping
Ang produkto naggamit sa mosunod nga mga tipo sa datos:
- UINT16 (Unsigned Integer) – Range: 0 ngadto sa 65535
- SINT16 (Gipirmahan nga Integer) – Range: -32768 hangtod 32767
Pagmapa sa adres para sa mga signal sa input ug output:
| Address | Type | Deskripsyon |
|---|---|---|
| 0-7 | BIT nga Signal | Mga Detalye sa Signal Mapping |
Heneral
Kaluwasan
WARNING!
Peligro gikan sa dili husto nga operasyon ug trabaho nga wala gihimo sa husto. Kini mahimong moresulta sa seryoso nga personal nga kadaot ug kadaot sa kabtangan.
- Ang tanan nga trabaho ug mga gimbuhaton nga gihulagway sa kini nga dokumento kinahanglan lamang nga himuon sa teknikal nga gibansay ug kwalipikado nga mga kawani.
- Basaha ug sabta kini nga dokumento sa bug-os.
- Basaha ug sabta ang tanang mga lagda sa kaluwasan ug dokumentasyon sa user alang niini nga ekipo ug tanang mga sangkap sa sistema.
Mga Koneksyon ug Display
| 1 | TX+ |
| 2 | TX- |
| 3 | RX+ |
| 6 | RX- |
| 4,5,7, | Dili kasagarang gigamit; aron masiguro nga- |
| 8 | re signal pagkakompleto, ang |
| Ang mga pin kinahanglan nga Intercon- | |
| nected ug, human sa paglabay | |
| pinaagi sa usa ka filter circuit, kinahanglan | |
| matapos sa yuta | |
| konduktor (PE). |
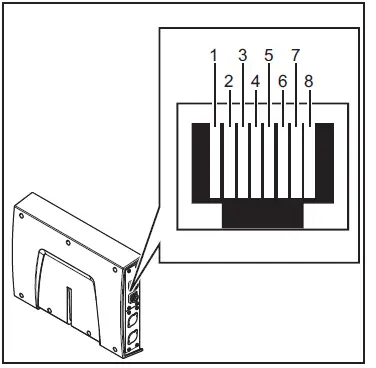
RJ45 nga koneksyon
| (1) LED MS - Status sa module |
| Wala:
Walay suplay voltage |
| Nagsiga nga berde:
Gikontrol sa usa ka agalon |
| Nagkidlap berde (kausa):
Ang master wala ma-configure o master idle |
| Nagsiga nga pula:
Dakong sayop (exception state, seryosong sayop,…) |
| Pula nga nagkidlap:
Matul-id nga sayop |
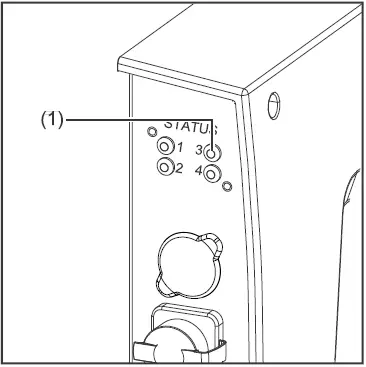
| (2) LED NS - Status sa network |
| Wala:
Walay suplay voltage o walay IP address |
| Nagsiga nga berde:
Online, usa o daghan pang koneksyon nga natukod (CIP category 1 o 3) |
| Nagkidlap berde:
Online, walay koneksyon nga natukod |
| Nagsiga nga pula:
Doble nga IP address, grabe nga sayup |
| Pula nga nagkidlap:
Pag-overrun sa oras para sa usa o daghang koneksyon (CIP category 1 o 3) |
Mga Properties sa Pagbalhin sa Data
Pagbalhin teknolohiya
- Ethernet
Medium
- Kung nagpili sa mga kable ug mga plug, ang rekomendasyon sa ODVA alang sa pagplano ug pag-instalar sa mga sistema sa EtherNet/IP kinahanglan nga sundon. Ang mga pagsulay sa EMC gihimo sa tiggama gamit ang cable IE-C5ES8VG0030M40M40-F.
Katulin sa transmission
- 10 Mbit/s o 100 Mbit/s
Koneksyon sa bus
- RJ-45 Ethernet / M12
Mga Parameter sa Pag-configure
- Sa pipila ka mga sistema sa pagkontrol sa robot, mahimo nga kinahanglan nga ipahayag ang mga parameter sa pagsumpo nga gihulagway dinhi aron ang module sa bus makakomunikar sa robot.
| Parameter | Bili | Deskripsyon |
| Vendor ID | 0534hex (1332dec) | Fronius International GmbH |
| Type sa Device | 000Chex (12dec) | Adapter sa komunikasyon |
| Code sa Produkto | 0320hex (800dec) | Fronius FB Pro Ethernet/IP-2-Port |
Ngalan sa Produkto Fronius-FB-Pro-EtherNetIP(TM)
|
Uri sa Hulagway |
Uri sa Instance |
Ngalan sa Instance |
Pananglitan Deskripsyon |
Numero sa Instance |
Gidak-on [Byt e] |
| Standard nga Hulagway | Pag-abut nga Instance | Input Data Standard | Data gikan sa tinubdan sa kuryente ngadto sa robot | 100 | 40 |
|
Uri sa Hulagway |
Uri sa Instance |
Ngalan sa Instance |
Pananglitan Deskripsyon |
Numero sa Instance |
Gidak-on [Byt e] |
| Konsuming nga Instance | Output Data Standard | Data gikan sa robot ngadto sa tinubdan sa kuryente | 150 | 40 | |
| Hulagway sa Ekonomiya | Pag-abut nga Instance | Input Data Standard | Data gikan sa tinubdan sa kuryente ngadto sa robot | 101 | 16 |
| Konsuming nga Instance | Output Data Standard | Data gikan sa robot ngadto sa tinubdan sa kuryente | 151 | 16 |
Pagbutang sa Bus Module IP Address
Pag-set sa IP Address sa Bus Module Mahimo nimong itakda ang IP address sa module sa bus sama sa mosunod:
- Gamit ang DIP switch sa interface sulod sa range nga gihubit sa 192.168.0.xx (xx = DIP switch setting = 1 ngadto sa 63)
- Ang tanan nga mga posisyon gibutang sa OFF nga posisyon sa pabrika. Sa kini nga kaso, ang IP address kinahanglan nga ibutang sa webdapit sa welding machine
- Sa website sa welding machine (kung ang tanan nga mga posisyon sa DIP switch gibutang sa OFF nga posisyon)
Ang IP address gitakda gamit ang DIP switch positions 1 ngadto sa 6. Ang configuration gihimo sa binary format. Kini moresulta sa usa ka configuration range nga 1 ngadto sa 63 sa decimal nga format.
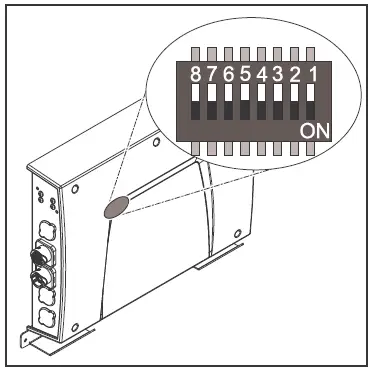
| Example kay setting ang IP adres sa bus module gamit ang DIP switch in ang interface: | ||||||||
| Dip switch | ||||||||
| 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 | IP adres |
| – | – | OFF | OFF | OFF | OFF | OFF | ON | 1 |
| – | – | OFF | OFF | OFF | OFF | ON | OFF | 2 |
| – | – | OFF | OFF | OFF | OFF | ON | ON | 3 |
| – | – | ON | ON | ON | ON | ON | OFF | 62 |
| – | – | ON | ON | ON | ON | ON | ON | 63 |
Mga instruksyon sa pagbutang sa IP address sa website sa welding machine:
Timan-i ang IP address sa welding machine nga gigamit:
- Sa welding machine control panel, pilia ang "Defaults"
- Sa welding machine control panel, pilia ang "System"
- Sa welding machine control panel, pilia ang "Impormasyon"
- Timan-i ang gipakita nga IP address (exampug: 10.5.72.13)
Pag-access sa website sa welding machine sa internet browser:
- Ikonektar ang kompyuter sa network sa welding machine
- Pagsulod sa IP address sa welding machine sa search bar sa internet browser ug kumpirmahi
- Pagsulod sa standard user name (admin) ug password (admin)
- Ang website sa tinubdan sa kuryente gipakita
Ibutang ang bus module IP address:
- Sa power welding machine, pilia ang tab nga "RI FB PRO/i".
- Pagsulod sa gitinguha nga IP address alang sa interface ubos sa "Module configuration". Kay exampug: 192.168.0.12
- Pilia ang "Itakda ang configuration"
- Pilia ang "I-restart ang module"
- Ang gitakda nga IP adres gipadapat
Mga signal sa input ug output
Mga tipo sa datos
Ang mosunod nga mga tipo sa datos gigamit:
- UINT16 (Unsigned Integer)
- Ang tibuok nga numero sa han-ay gikan sa 0 ngadto sa 65535
- SINT16 (Gipirmahan nga Integer)
- Ang tibuok nga numero gikan sa -32768 ngadto sa 32767
Pagkakabig examples:
- alang sa usa ka positibo nga bili (SINT16) eg gitinguha nga wire speed x factor 12.3 m/min x 100 = 1230dec = 04CEhex
- para sa negatibo nga kantidad (SINT16) eg arc correction x factor -6.4 x 10 = -64dec = FFC0hex
Pagkabaton sa mga signal sa input
Ang input signal nga gilista sa ubos anaa sa firmware V2.0.0 sa RI FB PRO/i sa unahan.
Mga signal sa pag-input (gikan sa robot hangtod sa gigikanan sa kuryente)
|
Address |
Signal |
Kalihokan/matang sa datos |
Sakop |
hinungdan | Proseso nga imahe | ||||
|
Paryente |
Hingpit | Estandard | Ekonomiya | ||||||
| PULONG | BYTE | BIT |
BIT |
||||||
|
0 |
0 |
0 | 0 | Pagsugod sa Welding | Pagdugang- pag-awit |
ü |
ü |
||
| 1 | 1 | Handa na ang robot | Taas | ||||||
| 2 | 2 | Working mode Bit 0 | Taas |
Tan-awa ang lamesa Bili Sakop kay Nagtrabaho Mode sa panid 35 |
|||||
| 3 | 3 | Working mode Bit 1 | Taas | ||||||
| 4 | 4 | Working mode Bit 2 | Taas | ||||||
| 5 | 5 | Working mode Bit 3 | Taas | ||||||
| 6 | 6 | Working mode Bit 4 | Taas | ||||||
| 7 | 7 | — | |||||||
|
1 |
0 | 8 | Gasa na | Pagdugang- pag-awit | |||||
| 1 | 9 | Wire sa unahan | Pagdugang- pag-awit | ||||||
| 2 | 10 | Wire paatras | Pagdugang- pag-awit | ||||||
| 3 | 11 | Naundang ang sayop | Pagdugang- pag-awit | ||||||
| 4 | 12 | Paghikap sa pagbati | Taas | ||||||
| 5 | 13 | Mibuto ang sulo | Pagdugang- pag-awit | ||||||
| 6 | 14 | Pagproseso sa pagpili Bit 0 | Taas | Tan-awa ang lamesa Bili han-ay Proseso li- walay pilionn sa panid 36 | |||||
|
7 |
15 |
Pagproseso sa pagpili Bit 1 |
Taas |
||||||
|
Address |
Signal |
Kalihokan/matang sa datos |
Sakop |
hinungdan | Proseso nga imahe | ||||
|
Paryente |
Hingpit | Estandard | Ekonomiya | ||||||
| PULONG | BYTE | BIT |
BIT |
||||||
|
1 |
2 |
0 | 16 | Welding simulation | Taas |
ü |
ü |
||
|
1 |
17 |
Proseso sa welding MIG/MAG: 1)
Naka-on ang synchro pulse |
Taas |
||||||
| Proseso sa welding WIG: 2)
TAC sa |
Taas |
||||||||
|
2 |
18 |
Proseso sa welding WIG: 2)
Pagporma sa cap |
Taas |
||||||
| 3 | 19 | — | |||||||
| 4 | 20 | — | |||||||
| 5 | 21 | Manwal sa booster | Taas | ||||||
| 6 | 22 | Wire brake on | Taas | ||||||
| 7 | 23 | Torchbody Xchange | Taas | ||||||
|
3 |
0 | 24 | — | ||||||
| 1 | 25 | Mode sa pagtudlo | Taas | ||||||
| 2 | 26 | — | |||||||
| 3 | 27 | — | |||||||
| 4 | 28 | — | |||||||
| 5 | 29 | Wire sukad sa pagsugod | Pagdugang- pag-awit | ||||||
| 6 | 30 | Pagputol sa wire sense | Pagdugang- pag-awit | ||||||
| 7 | 31 | — | |||||||
|
Address |
Signal |
Kalihokan/matang sa datos |
Sakop |
hinungdan | Proseso nga imahe | ||||
|
Paryente |
Hingpit | Estandard | Ekonomiya | ||||||
| PULONG | BYTE | BIT |
BIT |
||||||
|
2 |
4 |
0 | 32 | TWIN mode Bit 0 | Taas | Tan-awa ang lamesa Bili Range para sa TWIN Mode sa panid 36 |
ü |
ü |
|
|
1 |
33 |
TWIN mode Bit 1 |
Taas |
||||||
| 2 | 34 | — | |||||||
| 3 | 35 | — | |||||||
| 4 | 36 | — | |||||||
|
5 |
37 |
Mode sa dokumentasyon |
Taas |
Tan-awa ang lamesa Bili Range para sa Docu- mode sa paghisgot sa panid 36 | |||||
| 6 | 38 | — | |||||||
| 7 | 39 | — | |||||||
|
5 |
0 | 40 | — | ||||||
| 1 | 41 | — | |||||||
| 2 | 42 | — | |||||||
| 3 | 43 | — | |||||||
| 4 | 44 | — | |||||||
| 5 | 45 | — | |||||||
| 6 | 46 | — | |||||||
| 7 | 47 | I-disable ang pagkorihir nga kontrolado sa proseso | Taas | ||||||
|
Address |
Signal |
Kalihokan/matang sa datos |
Sakop |
hinungdan | Proseso nga imahe | ||||
|
Paryente |
Hingpit | Estandard | Ekonomiya | ||||||
| PULONG | BYTE | BIT |
BIT |
||||||
|
3 |
6 |
0 | 48 | — |
ü |
ü |
|||
| 1 | 49 | — | |||||||
| 2 | 50 | — | |||||||
| 3 | 51 | — | |||||||
| 4 | 52 | — | |||||||
| 5 | 53 | — | |||||||
| 6 | 54 | — | |||||||
| 7 | 55 | — | |||||||
|
7 |
0 | 56 | ExtInput1 => OPT_Output 1 | Taas | |||||
| 1 | 57 | ExtInput2 => OPT_Output 2 | Taas | ||||||
| 2 | 58 | ExtInput3 => OPT_Output 3 | Taas | ||||||
| 3 | 59 | ExtInput4 => OPT_Output 4 | Taas | ||||||
| 4 | 60 | ExtInput5 => OPT_Output 5 | Taas | ||||||
| 5 | 61 | ExtInput6 => OPT_Output 6 | Taas | ||||||
| 6 | 62 | ExtInput7 => OPT_Output 7 | Taas | ||||||
| 7 | 63 | ExtInput8 => OPT_Output 8 | Taas | ||||||
| 4 | 8-
9 |
0–7 | 64–79 | Welding kinaiya- / Job numero | UINT16 | 0 hangtod 1000 | 1 | ü | ü |
|
5 |
10 – 11 |
0-7 |
80-95 |
Proseso sa welding MIG/MAG: 1)
Kanunay nga Wire:
Wire feed speed command bili |
SINT16 |
-327,68 ngadto 327,67 [m/min] |
100 |
ü |
ü |
| Proseso sa welding WIG: 2)
Main- / Hotwire kasamtangan nga bili sa sugo |
UINT16 |
0 ngadto sa 6553,5 [Usa ka] |
10 |
||||||
| Para sa job-mode:
Pagtul-id sa gahum |
SINT16 |
-20,00 ngadto
20,00 [%] |
100
|
||||||
|
Address |
Signal |
Kalihokan/matang sa datos |
Sakop |
hinungdan | Proseso nga imahe | ||||
|
Paryente |
Hingpit | Estandard | Ekonomiya | ||||||
| PULONG | BYTE | BIT |
BIT |
||||||
|
6 |
12 – 13 |
0-7 |
96-111 |
Proseso sa welding MIG/MAG: 1)
Pagtul-id sa arko |
SINT16 |
-10,0 ngadto
10,0 [Schritte] |
10 |
ü |
ü |
| Proseso sa welding
MIG/MAG Standard-Manuel:
Welding voltage |
UINT16 |
0,0 ngadto sa
6553,5 [V] |
10 |
||||||
| Proseso sa welding WIG: 2)
Wire feed speed command bili |
SINT16 |
-327,68 ngadto 327,67 [m/min] |
100 |
||||||
| Para sa job-mode:
Pagtul-id sa arko |
SINT16 |
-10,0 ngadto
10,0 [Schritte] |
10 |
||||||
| Ang proseso sa welding kanunay nga wire:
Hotwire nga kasamtangan |
UINT16 |
0,0 ngadto sa
6553,5 [Usa ka] |
10 |
||||||
|
7 |
14 – 15 |
0-7 |
112-127 |
Proseso sa welding MIG/MAG: 1)
Pulse-/dinamikong pagtul-id |
SINT16 |
-10,0 ngadto
10,0 [mga lakang] |
10 |
ü |
ü |
| Proseso sa welding
MIG/MAG Standard-Manuel:
Dinamiko |
UINT16 |
0,0 ngadto sa
10,0 [mga lakang] |
10 |
||||||
| Proseso sa welding WIG: 2)
Pagtul-id sa wire |
SINT16 |
-10,0 ngadto
10,0 [mga lakang] |
10 |
||||||
|
8 |
16 – 17 |
0-7 |
128-143 |
Proseso sa welding MIG/MAG: 1)
Pagtul-id sa pagbawi sa wire |
UINT16 |
0,0 ngadto sa
10,0 [mga lakang] |
10 |
ü |
|
| Proseso sa welding WIG: 2)
Wire retract katapusan |
UINT16 |
OFF, 1 hangtod
50 [Mm] |
1 |
||||||
|
9 |
18
– 19 |
0-7 |
144-159 |
Katulin sa welding |
UINT16 |
0,0 ngadto sa
1000,0 [cm/min] |
10 |
ü |
|
|
Address |
Signal |
Kalihokan/matang sa datos |
Sakop |
hinungdan | Proseso nga imahe | ||||
|
Paryente |
Hingpit | Estandard | Ekonomiya | ||||||
| PULONG | BYTE | BIT |
BIT |
||||||
|
10 |
20 – 21 |
0-7 |
160-175 |
Pagtul-id nga kontrolado sa proseso |
Tan-awa ang lamesa Bili range alang sa Proseso kontrolado pagtul-id sa panid 36 |
ü |
|||
|
11 |
22
– 23 |
0-7 |
176-191 |
Proseso sa welding WIG: 2)
Pagsugod sa posisyon sa wire |
ü |
||||
|
12 |
24
– 25 |
0-7 |
192-207 |
— |
ü |
||||
|
13 |
26
– 27 |
0-7 |
208-223 |
— |
ü |
||||
|
14 |
28
– 29 |
0-7 |
224-239 |
— |
ü |
||||
|
15 |
30
– 31 |
0-7 |
240-255 |
Wire sa unahan / paatras nga gitas-on |
UINT16 |
OFF / 1 hangtod 65535 [mm] |
1 |
ü |
|
|
16 |
32
– 33 |
0-7 |
256-271 |
Wire sense edge detection |
UINT16 |
OFF / 0,5
ngadto sa 20,0 [mm] |
10 |
ü |
|
|
17 |
34
– 35 |
0-7 |
272-287 |
— |
ü |
||||
|
18 |
36
– 37 |
0-7 |
288-303 |
— |
ü |
||||
|
19 |
38
– 39 |
0-7 |
304-319 |
Numero sa tinahi |
UINT16 |
0 ngadto sa
65535 |
1 |
ü |
|
- MIG/MAG Puls-Synergic, MIG/MAG Standard-Synergic, MIG/MAG Standard-Manuel, MIG/MAG PMC, MIG/MAG, LSC
- WIG bugnaw nga wire, WIG hotwire
Sakup sa Bili alang sa Mode sa Pagtrabaho
| gamay 4 | gamay 3 | gamay 2 | gamay 1 | gamay 0 | Deskripsyon |
| 0 | 0 | 0 | 0 | 0 | Pagpili sa internal nga parameter |
| 0 | 0 | 0 | 0 | 1 | Espesyal nga 2-lakang nga mga kinaiya sa mode |
| 0 | 0 | 0 | 1 | 0 | Job mode |
| gamay 4 | gamay 3 | gamay 2 | gamay 1 | gamay 0 | Deskripsyon |
| 0 | 1 | 0 | 0 | 0 | 2-lakang nga mga kinaiya sa mode |
| 0 | 1 | 0 | 0 | 1 | 2-lakang nga MIG/MAG standard nga manwal |
| 1 | 0 | 0 | 0 | 0 | Idle Mode |
| 1 | 0 | 0 | 0 | 1 | Hunonga ang coolant pump |
| 1 | 1 | 0 | 0 | 1 | R/L-Pagsukod |
Sakup sa kantidad alang sa operating mode
Sakup sa Bili alang sa Mode sa Dokumentasyon
| gamay 0 | Deskripsyon |
| 0 | Seam nga gidaghanon sa welding machine (internal) |
| 1 | Gidaghanon sa mga robot (Pulong 19) |
Ang sakup sa kantidad alang sa mode sa dokumentasyon
Ang sakup sa kantidad alang sa pagtul-id nga gipangulohan sa pagkontrol sa Proseso
|
Proseso |
Signal |
Kalihokan/matang sa datos |
Pag-configure sa sakup sa kantidad range |
Unit |
hinungdan |
|
PMC |
Stabilizer sa gitas-on sa arko |
SINT16 |
-327.8 ngadto sa +327.7
0.0 ngadto sa +5.0 |
Mga Volts |
10 |
Ang sakup sa kantidad alang sa mode sa dokumentasyon
Ang sakup sa kantidad alang sa pagtul-id nga gipangulohan sa pagkontrol sa Proseso
|
Proseso |
Signal |
Kalihokan/matang sa datos |
Pag-configure sa sakup sa kantidad range |
Unit |
hinungdan |
|
PMC |
Stabilizer sa gitas-on sa arko |
SINT16 |
-327.8 ngadto sa +327.7
0.0 ngadto sa +5.0 |
Mga Volts |
10 |
Ang sakup sa kantidad alang sa pagkorihir nga nagsalig sa proseso
Sakup sa bili Proseso sa pagpili sa linya
| gamay 1 | gamay 0 | Deskripsyon |
| 0 | 0 | Linya sa proseso 1 (default) |
| 0 | 1 | Linya sa proseso 2 |
| 1 | 0 | Linya sa proseso 3 |
| 1 | 1 | Gireserba |
Sakup sa kantidad alang sa pagpili sa linya sa proseso
Sakup sa Bili alang sa TWIN Mode
| gamay 1 | gamay 0 | Deskripsyon |
| 0 | 0 | TWIN Single mode |
| 0 | 1 | TWIN Lead mode |
| 1 | 0 | TWIN Trail mode |
| 1 | 1 | Gireserba |
Ang kantidad sa kantidad alang sa TWIN mode
Ang pagkaanaa sa mga signal sa output
Ang mga output signal nga gilista sa ubos anaa sa firmware V2.0.0 sa RI FB PRO/i sa unahan.
Mga Output Signal (gikan sa Power Source ngadto sa Robot)
|
Address |
Signal |
Kalihokan/matang sa datos |
Sakop |
hinungdan |
Proseso nga imahe | ||||
| paryente | hingpit | Estandard | Ekonomiya | ||||||
| PULONG | BYTE | BIT |
BIT |
||||||
|
0 |
0 |
0 | 0 | Tibok sa kasingkasing Powersource | Taas/Ubos | 1 Hz |
ü |
ü |
|
| 1 | 1 | Andam na ang tinubdan sa kuryente | Taas | ||||||
| 2 | 2 | Pasidaan | Taas | ||||||
| 3 | 3 | Aktibo ang proseso | Taas | ||||||
| 4 | 4 | Karon nga pag-agos | Taas | ||||||
| 5 | 5 | Arc stable- / touch signal | Taas | ||||||
| 6 | 6 | Panguna nga kasamtangan nga signal | Taas | ||||||
| 7 | 7 | Paghikap signal | Taas | ||||||
|
1 |
0 |
8 |
Aktibo ang collision box |
Taas |
0 = bangga-on o pagkaputol sa kable | ||||
| 1 | 9 | Pagpagawas sa Robot Motion | Taas | ||||||
| 2 | 10 | Wire stick workpiece | Taas | ||||||
| 3 | 11 | — | |||||||
| 4 | 12 | Tip sa pagkontak sa short circuit | Taas | ||||||
| 5 | 13 | Pagpili sa parametro sa walay katapusan | Taas | ||||||
| 6 | 14 | Ang numero sa kinaiya balido | Taas | ||||||
| 7 | 15 | Gigunitan ang lawas sa sulo | Taas | ||||||
|
Address |
Signal |
Kalihokan/matang sa datos |
Sakop |
hinungdan |
Proseso nga imahe | ||||
| paryente | hingpit | Estandard | Ekonomiya | ||||||
| PULONG | BYTE | BIT |
BIT |
||||||
|
1 |
2 |
0 | 16 | Ang bili sa command wala sa range | Taas |
ü |
ü |
||
| 1 | 17 | Pagtul-id gawas sa range | Taas | ||||||
| 2 | 18 | — | |||||||
| 3 | 19 | Limitado nga signal | Taas | ||||||
| 4 | 20 | — | |||||||
| 5 | 21 | — | |||||||
| 6 | 22 | Panguna nga kahimtang sa suplay | Ubos | ||||||
| 7 | 23 | — | |||||||
|
3 |
0 | 24 | Status sa sensor 1 | Taas |
Tan-awa ang lamesa Itudlo- ment ni Sensor Sta- naggamit sa 1–4 sa panid 40 |
||||
| 1 | 25 | Status sa sensor 2 | Taas | ||||||
| 2 | 26 | Status sa sensor 3 | Taas | ||||||
| 3 | 27 | Status sa sensor 4 | Taas | ||||||
| 4 | 28 | — | |||||||
| 5 | 29 | — | |||||||
| 6 | 30 | — | |||||||
| 7 | 31 | — | |||||||
|
2 |
4 |
0 | 32 | — |
ü |
ü |
|||
| 1 | 33 | — | |||||||
| 2 | 34 | — | |||||||
| 3 | 35 | Status sa kaluwasan Bit 0 | Taas | Tan-awa ang lamesa Ang bili midagan- ge kahimtang sa kaluwasan sa panid 41 | |||||
| 4 | 36 | Status sa kaluwasan Bit 1 | Taas | ||||||
| 5 | 37 | — | |||||||
| 6 | 38 | Pagpahibalo | Taas | ||||||
| 7 | 39 | Dili andam ang sistema | Taas | ||||||
|
5 |
0 | 40 | — | ||||||
| 1 | 41 | — | |||||||
| 2 | 42 | — | |||||||
| 3 | 43 | — | |||||||
| 4 | 44 | — | |||||||
| 5 | 45 | — | |||||||
| 6 | 46 | — | |||||||
| 7 | 47 | — | |||||||
|
Address |
Signal |
Kalihokan/matang sa datos |
Sakop |
hinungdan |
Proseso nga imahe | ||||
| paryente | hingpit | Estandard | Ekonomiya | ||||||
| PULONG | BYTE | BIT |
BIT |
||||||
|
3 |
6 |
0 | 48 | Proseso nga Bit 0 | Taas |
Tan-awa ang lamesa Bili Sakop kay Proseso gamay sa panid 41 |
ü |
ü |
|
| 1 | 49 | Proseso nga Bit 1 | Taas | ||||||
| 2 | 50 | Proseso nga Bit 2 | Taas | ||||||
| 3 | 51 | Proseso nga Bit 3 | Taas | ||||||
| 4 | 52 | Proseso nga Bit 4 | Taas | ||||||
| 5 | 53 | — | |||||||
| 6 | 54 | Paghikap signal gas nozzle | Taas | ||||||
| 7 | 55 | Aktibo ang TWIN synchronization | Taas | ||||||
|
7 |
0 | 56 | ExtOutput1 <= OPT_In-put1 | Taas | |||||
| 1 | 57 | ExtOutput2 <= OPT_In-put2 | Taas | ||||||
| 2 | 58 | ExtOutput3 <= OPT_In-put3 | Taas | ||||||
| 3 | 59 | ExtOutput4 <= OPT_In-put4 | Taas | ||||||
| 4 | 60 | ExtOutput5 <= OPT_In-put5 | Taas | ||||||
| 5 | 61 | ExtOutput6 <= OPT_In-put6 | Taas | ||||||
| 6 | 62 | ExtOutput7 <= OPT_In-put7 | Taas | ||||||
| 7 | 63 | ExtOutput8 <= OPT_In-put8 | Taas | ||||||
| 4 | 8-
9 |
0-7 | 64-79 | Welding voltage | UINT16 | 0.0 ngadto sa
655.35 [V] |
100 | ü | ü |
|
5 |
10
– 11 |
0-7 |
80-95 |
Welding kasamtangan |
UINT16 |
0.0 ngadto sa 6553.5 [A] |
10 |
ü |
ü |
|
6 |
12
– 13 |
0-7 |
96-111 |
Wire feed speed |
SINT16 |
-327.68 ngadto
327.67 [m/ min] |
100 |
ü |
ü |
|
7 |
14
– 15 |
0-7 |
112-127 |
Aktuwal nga tinuod nga bili alang sa seam tracking |
UINT16 |
0 ngadto sa
6.5535 |
10000 |
ü |
ü |
|
8 |
16
– 17 |
0-7 |
128-143 |
Numero sa sayop |
UINT16 |
0 ngadto sa
65535 |
1 |
ü |
|
|
9 |
18
– 19 |
0-7 |
144-159 |
Numero sa pasidaan |
UINT16 |
0 ngadto sa
65535 |
1 |
ü |
|
|
Address |
Signal |
Kalihokan/matang sa datos |
Sakop |
hinungdan |
Proseso nga imahe | ||||
| paryente | hingpit | Estandard | Ekonomiya | ||||||
| PULONG | BYTE | BIT |
BIT |
||||||
|
10 |
20
– 21 |
0-7 |
160-175 |
Motor kasamtangan nga M1 |
SINT16 |
-327.68 ngadto
327.67 [Usa ka] |
100 |
ü |
|
|
11 |
22
– 23 |
0-7 |
176-191 |
Motor kasamtangan nga M2 |
SINT16 |
-327.68 ngadto
327.67 [Usa ka] |
100 |
ü |
|
|
12 |
24
– 25 |
0-7 |
192-207 |
Motor kasamtangan nga M3 |
SINT16 |
-327.68 ngadto
327.67 [Usa ka] |
100 |
ü |
|
|
13 |
26
– 27 |
0-7 |
208-223 |
— |
ü |
||||
|
14 |
28
– 29 |
0-7 |
224-239 |
— |
ü |
||||
|
15 |
30
– 31 |
0-7 |
240-255 |
— |
ü |
||||
|
16 |
32
– 33 |
0-7 |
256-271 |
Posisyon sa wire |
SINT16 |
-327.68 ngadto
327.67 [Mm] |
100 |
ü |
|
|
17 |
34
– 35 |
0-7 |
272-287 |
— |
ü |
||||
|
18 |
36
– 37 |
0-7 |
288-303 |
— |
ü |
||||
|
19 |
38
– 39 |
0-7 |
304-319 |
— |
ü |
||||
Pag-assign sa mga Status sa Sensor 1–4
| Signal | Deskripsyon |
| Status sa sensor 1 | OPT/i WF R wire end (4,100,869) |
| Status sa sensor 2 | OPT/i WF R wire drum (4,100,879) |
| Status sa sensor 3 | OPT/i WF R ring sensor (4,100,878) |
| Status sa sensor 4 | Wire buffer set CMT TPS/I (4,001,763) |
Pag-assign sa mga kahimtang sa sensor
Sakup sa bili Status sa kaluwasan
| gamay 1 | gamay 0 | Deskripsyon |
| 0 | 0 | Reserve |
| 0 | 1 | Hupti |
| 1 | 0 | Hunong |
| 1 | 1 | Dili ma-install / aktibo |
Sakup sa Bili para sa Bit nga Proseso
| gamay 4 | gamay 3 | gamay 2 | gamay 1 | gamay 0 | Deskripsyon |
| 0 | 0 | 0 | 0 | 0 | Walay internal nga pagpili o proseso sa parameter |
| 0 | 0 | 0 | 0 | 1 | MIG/MAG pulse synergic |
| 0 | 0 | 0 | 1 | 0 | MIG/MAG standard synergic |
| 0 | 0 | 0 | 1 | 1 | MIG/MAG PMC |
| 0 | 0 | 1 | 0 | 0 | MIG/MAG LSC |
| 0 | 0 | 1 | 0 | 1 | MIG/MAG standard nga manwal |
| 0 | 0 | 1 | 1 | 0 | Electrode |
| 0 | 0 | 1 | 1 | 1 | TIG |
| 0 | 1 | 0 | 0 | 0 | CMT |
| 0 | 1 | 0 | 0 | 1 | Constantine |
| 0 | 1 | 0 | 1 | 0 | ColdWire |
| 0 | 1 | 0 | 1 | 1 | DynamicWire |
Sakup sa Bili para sa Bit nga Proseso
Sakup sa Bili alang sa Kahimtang sa Kalihokan
| gamay 1 | gamay 0 | Deskripsyon |
| 0 | 0 | Dili aktibo |
| 0 | 1 | walay pulos |
| 1 | 0 | Nahuman |
| 1 | 1 | Sayop |
Ang sakup sa kantidad alang sa status sa function

- spareparts.fronius.com
- At www.fronius.com/contact imong makit-an ang mga detalye sa pagkontak sa tanang mga subsidiary sa Fronius ug Sales & Service Partners.Frequently Asked Questions
Giunsa nako pagsulbad ang mga timailhan sa kahimtang sa LED?
Kung ang LED MS gisiga nga pula, kini nagpaila sa usa ka panguna nga sayup. Kung kini mokidlap pula, kini nagpasabut nga usa ka sayup nga ayohon. Alang sa LED NS, ang pula nga suga mahimong magpakita sa doble nga IP address o grabe nga sayup sa network.
Unsa ang default nga mga parameter sa pagsumpo alang sa module sa bus?
Ang default nga mga parameter sa configuration naglakip sa Vendor ID: 0534hex, Device Type: Communication adapter, Product Code: 0320hex, Product Name: Fronius FB Pro Ethernet/IP-2-Port.
Mga Dokumento / Mga Kapanguhaan
 |
Fronius RI MOD Compact Com Module [pdf] Manwal sa Instruksyon RI MOD Compact Com Module, RI MOD, Compact Com Module, Com Module, Module |



