Fronius RI MOD Compact Com Module

Especificacións
- Nome do produto: RI FB PRO/i RI MOD/i CC Ethernet/IP-2P
- Vendedor: Fronius International GmbH
- Tipo de dispositivo: Adaptador de comunicación
- Código do produto: 0320hex (800dez)
- Tipo de imaxe: Imaxe estándar
- Tipo de instancia: Instancia Produtora
- Instancia de consumo: Instancia de consumo
- Nome da instancia: Fronius-FB-Pro-EtherNetIP(TM)
Instrucións de uso do produto
Configuración do enderezo IP do módulo de bus
O enderezo IP do módulo de bus pódese configurar mediante os interruptores DIP da interface:
- Establece o enderezo IP dentro do intervalo de 192.168.0.xx (onde xx corresponde ás posicións do interruptor DIP de 1 a 63).
- Configuración do interruptor DIP e enderezos IP correspondentes:
| Interruptor DIP | Enderezo IP |
|---|---|
| OFF OFF OFF OFF OFF OFF ON | 1 |
| OFF OFF OFF OFF OFF ON OFF | 2 |
| OFF OFF OFF OFF OFF ON ON | 3 |
| ON ON ON ON ON OFF | 62 |
| ON ON ON ON ON ON | 63 |
Tipos de datos e asignación de sinal
O produto utiliza os seguintes tipos de datos:
- UINT16 (enteiro sen signo) – Intervalo: 0 a 65535
- SINT16 (enteiro con signo) – Rango: -32768 a 32767
Mapeo de enderezos para sinais de entrada e saída:
| Enderezo | Tipo | Descrición |
|---|---|---|
| 0-7 | Sinal BIT | Detalles da cartografía do sinal |
Xeral
Seguridade
AVISO!
Perigo por funcionamento incorrecto e traballos non realizados correctamente. Isto pode producir danos persoais graves e danos á propiedade.
- Todos os traballos e funcións descritos neste documento só deben ser realizados por persoal técnicamente formado e cualificado.
- Le e comprende este documento na súa totalidade.
- Le e comprenda todas as normas de seguridade e a documentación do usuario para este equipo e todos os compoñentes do sistema.
Conexións e pantallas
| 1 | TX+ |
| 2 | TX- |
| 3 | RX+ |
| 6 | RX- |
| 4,5,7, | Non se usa normalmente; para asegurar- |
| 8 | re sinal de integridade, o |
| os pinos deben ser intercon- | |
| netado e, despois de pasar | |
| a través dun circuíto de filtro, debe | |
| remata no chan | |
| condutor (PE). |
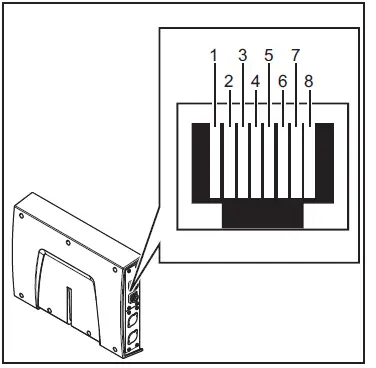
Conexión RJ45
| (1) LED MS - Estado do módulo |
| Desactivado:
Sen subministración voltage |
| Ilumina en verde:
Controlado por un mestre |
| Parpadea en verde (unha vez):
Mestre non configurado ou mestre inactivo |
| Acendese en vermello:
Erro maior (estado de excepción, falla grave,...) |
| Parpadea en vermello:
Erro corrixible |
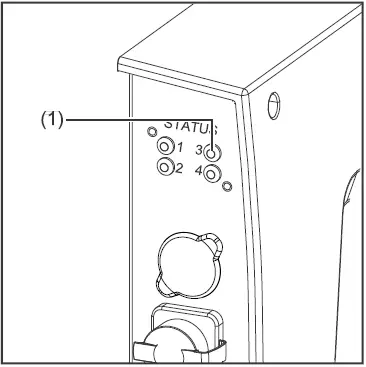
| (2) LED NS – Estado da rede |
| Desactivado:
Sen subministración voltage ou sen enderezo IP |
| Ilumina en verde:
En liña, unha ou máis conexións establecidas (CIP categoría 1 ou 3) |
| Parpadea en verde:
En liña, non se establece ningunha conexión |
| Acendese en vermello:
Dobre enderezo IP, erro grave |
| Parpadea en vermello:
Exceso de tempo para unha ou máis conexións (CIP categoría 1 ou 3) |
Propiedades de transferencia de datos
Transferencia de tecnoloxía
- Ethernet
Medio
- Ao seleccionar os cables e enchufes, debe observarse a recomendación da ODVA para a planificación e instalación de sistemas EtherNet/IP. As probas EMC foron realizadas polo fabricante co cable IE-C5ES8VG0030M40M40-F.
Velocidade de transmisión
- 10 Mbit/s o 100 Mbit/s
Conexión de autobús
- RJ-45 Ethernet / M12
Parámetros de configuración
- Nalgúns sistemas de control do robot, pode ser necesario indicar os parámetros de configuración descritos aquí para que o módulo de bus poida comunicarse co robot.
| Parámetro | Valor | Descrición |
| ID do vendedor | 0534 hex (1332 dec) | Fronius International GmbH |
| Tipo de dispositivo | 000Chex (12 de decembro) | Adaptador de comunicación |
| Código do produto | 0320 hex (800 dec) | Fronius FB Pro Ethernet/IP-2-Port |
Nome do produto Fronius-FB-Pro-EtherNetIP(TM)
|
Tipo de imaxe |
Tipo de instancia |
Nome da instancia |
Instancia Descrición |
Número de instancia |
Tamaño [Byt e] |
| Imaxe estándar | Instancia produtora | Estándar de datos de entrada | Datos desde a fonte de enerxía ata o robot | 100 | 40 |
|
Tipo de imaxe |
Tipo de instancia |
Nome da instancia |
Instancia Descrición |
Número de instancia |
Tamaño [Byt e] |
| Instancia de consumo | Estándar de datos de saída | Datos do robot á fonte de enerxía | 150 | 40 | |
| Imaxe da economía | Instancia produtora | Estándar de datos de entrada | Datos desde a fonte de enerxía ata o robot | 101 | 16 |
| Instancia de consumo | Estándar de datos de saída | Datos do robot á fonte de enerxía | 151 | 16 |
Configuración do enderezo IP do módulo de bus
Configuración do enderezo IP do módulo de bus Pode configurar o enderezo IP do módulo de bus do seguinte xeito:
- Usando o interruptor DIP na interface dentro do intervalo definido por 192.168.0.xx (xx = configuración do interruptor DIP = 1 a 63)
- Todas as posicións están configuradas na posición OFF de fábrica. Neste caso, o enderezo IP debe estar configurado en weblugar da máquina de soldar
- Sobre o weblugar da máquina de soldar (se todas as posicións do interruptor DIP están configuradas na posición OFF)
O enderezo IP establécese mediante as posicións dos interruptores DIP 1 a 6. A configuración realízase en formato binario. Isto resulta nun intervalo de configuración de 1 a 63 en formato decimal.
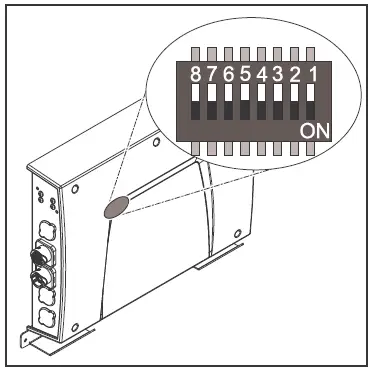
| Example para configuración o IP enderezo del módulo de bus mediante el interruptor DIP a interface: | ||||||||
| Interruptor DIP | ||||||||
| 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 | enderezo IP |
| – | – | DESACTIVADO | DESACTIVADO | DESACTIVADO | DESACTIVADO | DESACTIVADO | ON | 1 |
| – | – | DESACTIVADO | DESACTIVADO | DESACTIVADO | DESACTIVADO | ON | DESACTIVADO | 2 |
| – | – | DESACTIVADO | DESACTIVADO | DESACTIVADO | DESACTIVADO | ON | ON | 3 |
| – | – | ON | ON | ON | ON | ON | DESACTIVADO | 62 |
| – | – | ON | ON | ON | ON | ON | ON | 63 |
Instrucións para configurar o enderezo IP no weblugar da máquina de soldar:
Anote o enderezo IP da máquina de soldar utilizada:
- No panel de control da máquina de soldar, seleccione "Predeterminados"
- No panel de control da máquina de soldadura, seleccione "Sistema"
- No panel de control da máquina de soldadura, seleccione "Información"
- Anote o enderezo IP mostrado (example: 10.5.72.13)
Accede a websitio da máquina de soldar no navegador de internet:
- Conecte o ordenador á rede da máquina de soldar
- Introduza o enderezo IP da máquina de soldar na barra de busca do navegador de internet e confirme
- Introduza o nome de usuario estándar (administrador) e o contrasinal (administrador)
- O webmóstrase o lugar da fonte de enerxía
Establece o enderezo IP do módulo de bus:
- Na máquina de soldadura eléctrica, seleccione a pestana "RI FB PRO/i".
- Introduza o enderezo IP desexado para a interface en "Configuración do módulo". Por exampnúmero: 192.168.0.12
- Seleccione "Establecer configuración"
- Seleccione "Reiniciar módulo"
- Aplícase o enderezo IP definido
Sinais de entrada e saída
Tipos de datos
Utilízanse os seguintes tipos de datos:
- UINT16 (enteiro sen signo)
- O número enteiro no intervalo de 0 a 65535
- SINT16 (número enteiro con signo)
- O número enteiro varía de -32768 a 32767
Conversión examples:
- para un valor positivo (SINT16), por exemplo, velocidade do cable desexada x factor 12.3 m/min x 100 = 1230dec = 04CEhex
- para un valor negativo (SINT16), por exemplo, corrección de arco x factor -6.4 x 10 = -64dec = FFC0hex
Dispoñibilidade de sinais de entrada
Os sinais de entrada que se indican a continuación están dispoñibles a partir do firmware V2.0.0 do RI FB PRO/i.
Sinais de entrada (do robot á fonte de enerxía)
|
Enderezo |
Sinal |
Tipo de actividade/datos |
Rango |
Factor | Imaxe do proceso | ||||
|
Relativo |
Absoluto | Estándar | Economía | ||||||
| PALABRA | BYTE | BIT |
BIT |
||||||
|
0 |
0 |
0 | 0 | Inicio de soldadura | Aumentando |
ü |
ü |
||
| 1 | 1 | Robot listo | Alto | ||||||
| 2 | 2 | Modo de traballo Bit 0 | Alto |
Ver táboa Valor Rango para Traballando Modo na páxina 35 |
|||||
| 3 | 3 | Modo de traballo Bit 1 | Alto | ||||||
| 4 | 4 | Modo de traballo Bit 2 | Alto | ||||||
| 5 | 5 | Modo de traballo Bit 3 | Alto | ||||||
| 6 | 6 | Modo de traballo Bit 4 | Alto | ||||||
| 7 | 7 | — | |||||||
|
1 |
0 | 8 | Gas aceso | Aumentando | |||||
| 1 | 9 | Fío cara adiante | Aumentando | ||||||
| 2 | 10 | Fío cara atrás | Aumentando | ||||||
| 3 | 11 | Erro ao saír | Aumentando | ||||||
| 4 | 12 | Detección táctil | Alto | ||||||
| 5 | 13 | Apaga o facho | Aumentando | ||||||
| 6 | 14 | Procesando selección de bit 0 | Alto | Ver táboa Valor rango proceso li- ne selecciónn na páxina 36 | |||||
|
7 |
15 |
Procesando selección de bit 1 |
Alto |
||||||
|
Enderezo |
Sinal |
Tipo de actividade/datos |
Rango |
Factor | Imaxe do proceso | ||||
|
Relativo |
Absoluto | Estándar | Economía | ||||||
| PALABRA | BYTE | BIT |
BIT |
||||||
|
1 |
2 |
0 | 16 | Simulación de soldadura | Alto |
ü |
ü |
||
|
1 |
17 |
Proceso de soldadura MIG/MAG: 1)
Pulso sincronizado activado |
Alto |
||||||
| Proceso de soldadura WIG: 2)
TAC activado |
Alto |
||||||||
|
2 |
18 |
Proceso de soldadura WIG: 2)
Formación de gorro |
Alto |
||||||
| 3 | 19 | — | |||||||
| 4 | 20 | — | |||||||
| 5 | 21 | Manual de refuerzo | Alto | ||||||
| 6 | 22 | Freo de fío activado | Alto | ||||||
| 7 | 23 | Torchbody Xchange | Alto | ||||||
|
3 |
0 | 24 | — | ||||||
| 1 | 25 | Modo de ensino | Alto | ||||||
| 2 | 26 | — | |||||||
| 3 | 27 | — | |||||||
| 4 | 28 | — | |||||||
| 5 | 29 | Fío dende o inicio | Aumentando | ||||||
| 6 | 30 | Rotura do sentido do fío | Aumentando | ||||||
| 7 | 31 | — | |||||||
|
Enderezo |
Sinal |
Tipo de actividade/datos |
Rango |
Factor | Imaxe do proceso | ||||
|
Relativo |
Absoluto | Estándar | Economía | ||||||
| PALABRA | BYTE | BIT |
BIT |
||||||
|
2 |
4 |
0 | 32 | Modo TWIN Bit 0 | Alto | Ver táboa Valor Rango para TWIN Modo na páxina 36 |
ü |
ü |
|
|
1 |
33 |
Modo TWIN Bit 1 |
Alto |
||||||
| 2 | 34 | — | |||||||
| 3 | 35 | — | |||||||
| 4 | 36 | — | |||||||
|
5 |
37 |
Modo de documentación |
Alto |
Ver táboa Valor Rango para documentos Modo de mención na páxina 36 | |||||
| 6 | 38 | — | |||||||
| 7 | 39 | — | |||||||
|
5 |
0 | 40 | — | ||||||
| 1 | 41 | — | |||||||
| 2 | 42 | — | |||||||
| 3 | 43 | — | |||||||
| 4 | 44 | — | |||||||
| 5 | 45 | — | |||||||
| 6 | 46 | — | |||||||
| 7 | 47 | Desactivar a corrección controlada polo proceso | Alto | ||||||
|
Enderezo |
Sinal |
Tipo de actividade/datos |
Rango |
Factor | Imaxe do proceso | ||||
|
Relativo |
Absoluto | Estándar | Economía | ||||||
| PALABRA | BYTE | BIT |
BIT |
||||||
|
3 |
6 |
0 | 48 | — |
ü |
ü |
|||
| 1 | 49 | — | |||||||
| 2 | 50 | — | |||||||
| 3 | 51 | — | |||||||
| 4 | 52 | — | |||||||
| 5 | 53 | — | |||||||
| 6 | 54 | — | |||||||
| 7 | 55 | — | |||||||
|
7 |
0 | 56 | ExtInput1 => OPT_Output 1 | Alto | |||||
| 1 | 57 | ExtInput2 => OPT_Output 2 | Alto | ||||||
| 2 | 58 | ExtInput3 => OPT_Output 3 | Alto | ||||||
| 3 | 59 | ExtInput4 => OPT_Output 4 | Alto | ||||||
| 4 | 60 | ExtInput5 => OPT_Output 5 | Alto | ||||||
| 5 | 61 | ExtInput6 => OPT_Output 6 | Alto | ||||||
| 6 | 62 | ExtInput7 => OPT_Output 7 | Alto | ||||||
| 7 | 63 | ExtInput8 => OPT_Output 8 | Alto | ||||||
| 4 | 8-
9 |
0–7 | 64–79 | Característica de soldadura- / Número de traballo | UINT16 | 0 ao 1000 | 1 | ü | ü |
|
5 |
10 – 11 |
0-7 |
80-95 |
Proceso de soldadura MIG/MAG: 1)
Fío constante:
Valor de comando de velocidade de alimentación do fío |
SINT16 |
-327,68 a 327,67 [m/min] |
100 |
ü |
ü |
| Proceso de soldadura WIG: 2)
Valor de comando actual Main-/Hotwire |
UINT16 |
0 a 6553,5 [A] |
10 |
||||||
| Para o modo de traballo:
Corrección de potencia |
SINT16 |
-20,00 a
20,00 [%] |
100
|
||||||
|
Enderezo |
Sinal |
Tipo de actividade/datos |
Rango |
Factor | Imaxe do proceso | ||||
|
Relativo |
Absoluto | Estándar | Economía | ||||||
| PALABRA | BYTE | BIT |
BIT |
||||||
|
6 |
12 – 13 |
0-7 |
96-111 |
Proceso de soldadura MIG/MAG: 1)
Corrección da lonxitude do arco |
SINT16 |
-10,0 a
10,0 [Scritte] |
10 |
ü |
ü |
| Proceso de soldadura
Manual estándar MIG/MAG:
Soldadura voltage |
UINT16 |
0,0 a
6553,5 [V] |
10 |
||||||
| Proceso de soldadura WIG: 2)
Valor de comando de velocidade de alimentación do fío |
SINT16 |
-327,68 a 327,67 [m/min] |
100 |
||||||
| Para o modo de traballo:
Corrección da lonxitude do arco |
SINT16 |
-10,0 a
10,0 [Scritte] |
10 |
||||||
| Proceso de soldadura Fío constante:
Corrente de cable quente |
UINT16 |
0,0 a
6553,5 [A] |
10 |
||||||
|
7 |
14 – 15 |
0-7 |
112-127 |
Proceso de soldadura MIG/MAG: 1)
Corrección de pulso/dinámica |
SINT16 |
-10,0 a
10,0 [pasos] |
10 |
ü |
ü |
| Proceso de soldadura
Manual estándar MIG/MAG:
Dinámico |
UINT16 |
0,0 a
10,0 [pasos] |
10 |
||||||
| Proceso de soldadura WIG: 2)
Corrección de cables |
SINT16 |
-10,0 a
10,0 [pasos] |
10 |
||||||
|
8 |
16 – 17 |
0-7 |
128-143 |
Proceso de soldadura MIG/MAG: 1)
Corrección de retracción de cable |
UINT16 |
0,0 a
10,0 [pasos] |
10 |
ü |
|
| Proceso de soldadura WIG: 2)
Extremo de retracción do fío |
UINT16 |
DESACTIVADO, 1 a
50 [Mm] |
1 |
||||||
|
9 |
18
– 19 |
0-7 |
144-159 |
Velocidade de soldadura |
UINT16 |
0,0 a
1000,0 [cm/min] |
10 |
ü |
|
|
Enderezo |
Sinal |
Tipo de actividade/datos |
Rango |
Factor | Imaxe do proceso | ||||
|
Relativo |
Absoluto | Estándar | Economía | ||||||
| PALABRA | BYTE | BIT |
BIT |
||||||
|
10 |
20 – 21 |
0-7 |
160-175 |
Corrección controlada por procesos |
Ver táboa Valor rango para Proceso controlado corrección na páxina 36 |
ü |
|||
|
11 |
22
– 23 |
0-7 |
176-191 |
Proceso de soldadura WIG: 2)
Inicio do posicionamento do cable |
ü |
||||
|
12 |
24
– 25 |
0-7 |
192-207 |
— |
ü |
||||
|
13 |
26
– 27 |
0-7 |
208-223 |
— |
ü |
||||
|
14 |
28
– 29 |
0-7 |
224-239 |
— |
ü |
||||
|
15 |
30
– 31 |
0-7 |
240-255 |
Lonxitude do cable cara adiante / atrás |
UINT16 |
DESACTIVADO / 1 a 65535 [mm] |
1 |
ü |
|
|
16 |
32
– 33 |
0-7 |
256-271 |
Detección de bordo de detección de cable |
UINT16 |
OFF / 0,5
ata 20,0 [mm] |
10 |
ü |
|
|
17 |
34
– 35 |
0-7 |
272-287 |
— |
ü |
||||
|
18 |
36
– 37 |
0-7 |
288-303 |
— |
ü |
||||
|
19 |
38
– 39 |
0-7 |
304-319 |
Número de costura |
UINT16 |
0 a
65535 |
1 |
ü |
|
- MIG/MAG Puls-Synergic, MIG/MAG Standard-Synergic, MIG/MAG Standard-Manuel, MIG/MAG PMC, MIG/MAG, LSC
- WIG fío frío, WIG fío quente
Intervalo de valores para o modo de traballo
| Bit 4 | Bit 3 | Bit 2 | Bit 1 | Bit 0 | Descrición |
| 0 | 0 | 0 | 0 | 0 | Selección de parámetros internos |
| 0 | 0 | 0 | 0 | 1 | Características especiais do modo de 2 pasos |
| 0 | 0 | 0 | 1 | 0 | Modo traballo |
| Bit 4 | Bit 3 | Bit 2 | Bit 1 | Bit 0 | Descrición |
| 0 | 1 | 0 | 0 | 0 | Características do modo de 2 pasos |
| 0 | 1 | 0 | 0 | 1 | Manual estándar MIG/MAG de 2 pasos |
| 1 | 0 | 0 | 0 | 0 | Modo inactivo |
| 1 | 0 | 0 | 0 | 1 | Pare a bomba de refrixerante |
| 1 | 1 | 0 | 0 | 1 | Medición R/L |
Rango de valores para o modo de funcionamento
Intervalo de valores para o modo de documentación
| Bit 0 | Descrición |
| 0 | Número de costura da máquina de soldar (interno) |
| 1 | Número de costura de robots (Word 19) |
O intervalo de valores para o modo de documentación
O intervalo de valores para a corrección dirixida por control de proceso
|
Proceso |
Sinal |
Tipo de actividade/datos |
Configuración do intervalo de valores rango |
Unidade |
Factor |
|
PMC |
Estabilizador de lonxitude de arco |
SINT16 |
-327.8 a +327.7
0.0 a +5.0 |
Voltos |
10 |
O intervalo de valores para o modo de documentación
O intervalo de valores para a corrección dirixida por control de proceso
|
Proceso |
Sinal |
Tipo de actividade/datos |
Configuración do intervalo de valores rango |
Unidade |
Factor |
|
PMC |
Estabilizador de lonxitude de arco |
SINT16 |
-327.8 a +327.7
0.0 a +5.0 |
Voltos |
10 |
O intervalo de valores para a corrección dependente do proceso
Intervalo de valores Selección da liña de proceso
| Bit 1 | Bit 0 | Descrición |
| 0 | 0 | Liña de proceso 1 (predeterminado) |
| 0 | 1 | Liña de proceso 2 |
| 1 | 0 | Liña de proceso 3 |
| 1 | 1 | Reservado |
Intervalo de valores para a selección da liña de proceso
Intervalo de valores para o modo TWIN
| Bit 1 | Bit 0 | Descrición |
| 0 | 0 | TWIN Modo único |
| 0 | 1 | Modo TWIN Lead |
| 1 | 0 | Modo TWIN Trail |
| 1 | 1 | Reservado |
O intervalo de valores para o modo TWIN
Dispoñibilidade dos sinais de saída
Os sinais de saída que se indican a continuación están dispoñibles a partir do firmware V2.0.0 do RI FB PRO/i.
Sinais de saída (da fonte de enerxía ao robot)
|
Enderezo |
Sinal |
Tipo de actividade/datos |
Rango |
Factor |
Imaxe do proceso | ||||
| relativo | absoluto | Estándar | Economía | ||||||
| PALABRA | BYTE | BIT |
BIT |
||||||
|
0 |
0 |
0 | 0 | Fonte de enerxía do latido do corazón | Alta/Baixa | 1 Hz |
ü |
ü |
|
| 1 | 1 | Fonte de enerxía lista | Alto | ||||||
| 2 | 2 | Aviso | Alto | ||||||
| 3 | 3 | Proceso activo | Alto | ||||||
| 4 | 4 | Fluxo de corrente | Alto | ||||||
| 5 | 5 | Arco estable- / sinal táctil | Alto | ||||||
| 6 | 6 | Sinal de corrente principal | Alto | ||||||
| 7 | 7 | Sinal táctil | Alto | ||||||
|
1 |
0 |
8 |
Caixa de colisión activa |
Alto |
0 = colisión ou rotura do cable | ||||
| 1 | 9 | Robot Motion Lanzamento | Alto | ||||||
| 2 | 10 | Peza de traballo de vara de arame | Alto | ||||||
| 3 | 11 | — | |||||||
| 4 | 12 | Punta de contacto de curtocircuíto | Alto | ||||||
| 5 | 13 | Selección de parámetros in- eternamente | Alto | ||||||
| 6 | 14 | Número característico válido | Alto | ||||||
| 7 | 15 | Corpo do facho agarrado | Alto | ||||||
|
Enderezo |
Sinal |
Tipo de actividade/datos |
Rango |
Factor |
Imaxe do proceso | ||||
| relativo | absoluto | Estándar | Economía | ||||||
| PALABRA | BYTE | BIT |
BIT |
||||||
|
1 |
2 |
0 | 16 | Valor do comando fóra do intervalo | Alto |
ü |
ü |
||
| 1 | 17 | Corrección fóra de rango | Alto | ||||||
| 2 | 18 | — | |||||||
| 3 | 19 | Sinal límite | Alto | ||||||
| 4 | 20 | — | |||||||
| 5 | 21 | — | |||||||
| 6 | 22 | Estado da subministración principal | Baixo | ||||||
| 7 | 23 | — | |||||||
|
3 |
0 | 24 | Estado do sensor 1 | Alto |
Ver táboa asignar- mento de Sensor Esta- usa 1-4 na páxina 40 |
||||
| 1 | 25 | Estado do sensor 2 | Alto | ||||||
| 2 | 26 | Estado do sensor 3 | Alto | ||||||
| 3 | 27 | Estado do sensor 4 | Alto | ||||||
| 4 | 28 | — | |||||||
| 5 | 29 | — | |||||||
| 6 | 30 | — | |||||||
| 7 | 31 | — | |||||||
|
2 |
4 |
0 | 32 | — |
ü |
ü |
|||
| 1 | 33 | — | |||||||
| 2 | 34 | — | |||||||
| 3 | 35 | Estado de seguridade Bit 0 | Alto | Ver táboa Valor corri- ge Estado de seguridade na páxina 41 | |||||
| 4 | 36 | Estado de seguridade Bit 1 | Alto | ||||||
| 5 | 37 | — | |||||||
| 6 | 38 | Notificación | Alto | ||||||
| 7 | 39 | O sistema non está preparado | Alto | ||||||
|
5 |
0 | 40 | — | ||||||
| 1 | 41 | — | |||||||
| 2 | 42 | — | |||||||
| 3 | 43 | — | |||||||
| 4 | 44 | — | |||||||
| 5 | 45 | — | |||||||
| 6 | 46 | — | |||||||
| 7 | 47 | — | |||||||
|
Enderezo |
Sinal |
Tipo de actividade/datos |
Rango |
Factor |
Imaxe do proceso | ||||
| relativo | absoluto | Estándar | Economía | ||||||
| PALABRA | BYTE | BIT |
BIT |
||||||
|
3 |
6 |
0 | 48 | Bit de proceso 0 | Alto |
Ver táboa Valor Rango para Proceso Bit na páxina 41 |
ü |
ü |
|
| 1 | 49 | Bit de proceso 1 | Alto | ||||||
| 2 | 50 | Bit de proceso 2 | Alto | ||||||
| 3 | 51 | Bit de proceso 3 | Alto | ||||||
| 4 | 52 | Bit de proceso 4 | Alto | ||||||
| 5 | 53 | — | |||||||
| 6 | 54 | Boquilla de gas de sinal táctil | Alto | ||||||
| 7 | 55 | Sincronización TWIN activa | Alto | ||||||
|
7 |
0 | 56 | ExtOutput1 <= OPT_Input1 | Alto | |||||
| 1 | 57 | ExtOutput2 <= OPT_Input2 | Alto | ||||||
| 2 | 58 | ExtOutput3 <= OPT_Input3 | Alto | ||||||
| 3 | 59 | ExtOutput4 <= OPT_Input4 | Alto | ||||||
| 4 | 60 | ExtOutput5 <= OPT_Input5 | Alto | ||||||
| 5 | 61 | ExtOutput6 <= OPT_Input6 | Alto | ||||||
| 6 | 62 | ExtOutput7 <= OPT_Input7 | Alto | ||||||
| 7 | 63 | ExtOutput8 <= OPT_Input8 | Alto | ||||||
| 4 | 8-
9 |
0-7 | 64-79 | Soldadura voltage | UINT16 | 0.0 a
655.35 [V] |
100 | ü | ü |
|
5 |
10
– 11 |
0-7 |
80-95 |
Corrente de soldadura |
UINT16 |
0.0 a 6553.5 [A] |
10 |
ü |
ü |
|
6 |
12
– 13 |
0-7 |
96-111 |
Velocidade de alimentación do fío |
SINT16 |
-327.68 a
327.67 [m/min] |
100 |
ü |
ü |
|
7 |
14
– 15 |
0-7 |
112-127 |
Valor real real para o seguimento de costuras |
UINT16 |
0 a
6.5535 |
10000 |
ü |
ü |
|
8 |
16
– 17 |
0-7 |
128-143 |
Número de erro |
UINT16 |
0 a
65535 |
1 |
ü |
|
|
9 |
18
– 19 |
0-7 |
144-159 |
Número de aviso |
UINT16 |
0 a
65535 |
1 |
ü |
|
|
Enderezo |
Sinal |
Tipo de actividade/datos |
Rango |
Factor |
Imaxe do proceso | ||||
| relativo | absoluto | Estándar | Economía | ||||||
| PALABRA | BYTE | BIT |
BIT |
||||||
|
10 |
20
– 21 |
0-7 |
160-175 |
Intensidade do motor M1 |
SINT16 |
-327.68 a
327.67 [A] |
100 |
ü |
|
|
11 |
22
– 23 |
0-7 |
176-191 |
Intensidade do motor M2 |
SINT16 |
-327.68 a
327.67 [A] |
100 |
ü |
|
|
12 |
24
– 25 |
0-7 |
192-207 |
Intensidade do motor M3 |
SINT16 |
-327.68 a
327.67 [A] |
100 |
ü |
|
|
13 |
26
– 27 |
0-7 |
208-223 |
— |
ü |
||||
|
14 |
28
– 29 |
0-7 |
224-239 |
— |
ü |
||||
|
15 |
30
– 31 |
0-7 |
240-255 |
— |
ü |
||||
|
16 |
32
– 33 |
0-7 |
256-271 |
Posición do fío |
SINT16 |
-327.68 a
327.67 [Mm] |
100 |
ü |
|
|
17 |
34
– 35 |
0-7 |
272-287 |
— |
ü |
||||
|
18 |
36
– 37 |
0-7 |
288-303 |
— |
ü |
||||
|
19 |
38
– 39 |
0-7 |
304-319 |
— |
ü |
||||
Asignación dos estados dos sensores 1–4
| Sinal | Descrición |
| Estado do sensor 1 | Extremo de cable OPT/i WF R (4,100,869) |
| Estado do sensor 2 | Tambor de fío OPT/i WF R (4,100,879) |
| Estado do sensor 3 | Sensor de anel OPT/i WF R (4,100,878) |
| Estado do sensor 4 | Conxunto de tope de cable CMT TPS/I (4,001,763) |
Asignación dos estados dos sensores
Rango de valores Estado de seguridade
| Bit 1 | Bit 0 | Descrición |
| 0 | 0 | Reserva |
| 0 | 1 | Manteña |
| 1 | 0 | Pare |
| 1 | 1 | Non instalado/activo |
Intervalo de valores para o bit de proceso
| Bit 4 | Bit 3 | Bit 2 | Bit 1 | Bit 0 | Descrición |
| 0 | 0 | 0 | 0 | 0 | Sen selección de parámetros internos ou proceso |
| 0 | 0 | 0 | 0 | 1 | Pulso sinérxico MIG/MAG |
| 0 | 0 | 0 | 1 | 0 | Sinérxico estándar MIG/MAG |
| 0 | 0 | 0 | 1 | 1 | MIG/MAG PMC |
| 0 | 0 | 1 | 0 | 0 | MIG/MAG LSC |
| 0 | 0 | 1 | 0 | 1 | Manual estándar MIG/MAG |
| 0 | 0 | 1 | 1 | 0 | Electrodo |
| 0 | 0 | 1 | 1 | 1 | TIG |
| 0 | 1 | 0 | 0 | 0 | CMT |
| 0 | 1 | 0 | 0 | 1 | Constantino |
| 0 | 1 | 0 | 1 | 0 | ColdWire |
| 0 | 1 | 0 | 1 | 1 | DynamicWire |
Intervalo de valores para o bit de proceso
Intervalo de valores para o estado da función
| Bit 1 | Bit 0 | Descrición |
| 0 | 0 | Inactivo |
| 0 | 1 | Inactivo |
| 1 | 0 | Rematou |
| 1 | 1 | Erro |
O intervalo de valores para o estado da función

- recambios.fronius.com
- At www.fronius.com/contact atoparás os datos de contacto de todas as filiais de Fronius e os socios de vendas e servizos. Preguntas máis frecuentes
Como soluciono os problemas das indicacións de estado LED?
Se o LED MS está iluminado en vermello, indica un erro principal. Se parpadea en vermello, significa un erro corrixible. Para LED NS, unha luz vermella pode indicar un enderezo IP dobre ou un erro grave de rede.
Cales son os parámetros de configuración predeterminados para o módulo de bus?
Os parámetros de configuración predeterminados inclúen ID do vendedor: 0534hex, Tipo de dispositivo: Adaptador de comunicación, Código do produto: 0320hex, Nome do produto: Fronius FB Pro Ethernet/IP-2-Port.
Documentos/Recursos
 |
Fronius RI MOD Compact Com Module [pdfManual de instrucións RI MOD Compact Com Module, RI MOD, Compact Com Module, Com Module, Module |



