AcraDyne GenIV Controller sa PI Line Control Network

Mga pagtutukoy:
- Produkto: Gen IV Controller
- Suporta: PI Line Control Protocol
- Komunikasyon: RS-232 Serial Connection
Mga Tagubilin sa Paggamit ng Produkto
Panimula
Ang pamilya ng Gen IV ng mga controller ay ganap na sumusuporta sa PI line control protocol. Ang komunikasyon sa PI line control ay nagagawa sa pamamagitan ng serial connection (RS-232). Inilalarawan ng dokumentong ito ang configuration at gawi ng controller habang nakakonekta sa PI line control system.
Pag-configure ng Controller
- Serial Port: Nakikipag-ugnayan ang PI line control system sa controller sa pamamagitan ng karaniwang serial port. Ang Gen IV controller ay kailangang i-configure katulad ng PI line controller.
- Mga Identifier ng Barcode: Kapag ang bahagi ay pumasok sa work station, ang PI line control ay nagpapadala ng mga tagubilin sa trabaho sa torque controller. Ang pagtuturo sa trabaho na ito ay naglalaman ng impormasyon tulad ng pagkakasunud-sunod ng pagpupulong, VIN, at Tool ID. Ang mga ito ay maaaring maimbak sa kanilang sariling mga barcode ID para sa pagpapakita at pag-iimbak sa bawat resulta ng pangkabit.
- TRABAHO: Hindi inirerekomenda na gumamit ng JOBS para sa mga controller sa kapaligiran ng PI Line Control.
PI Line Control Run Screen
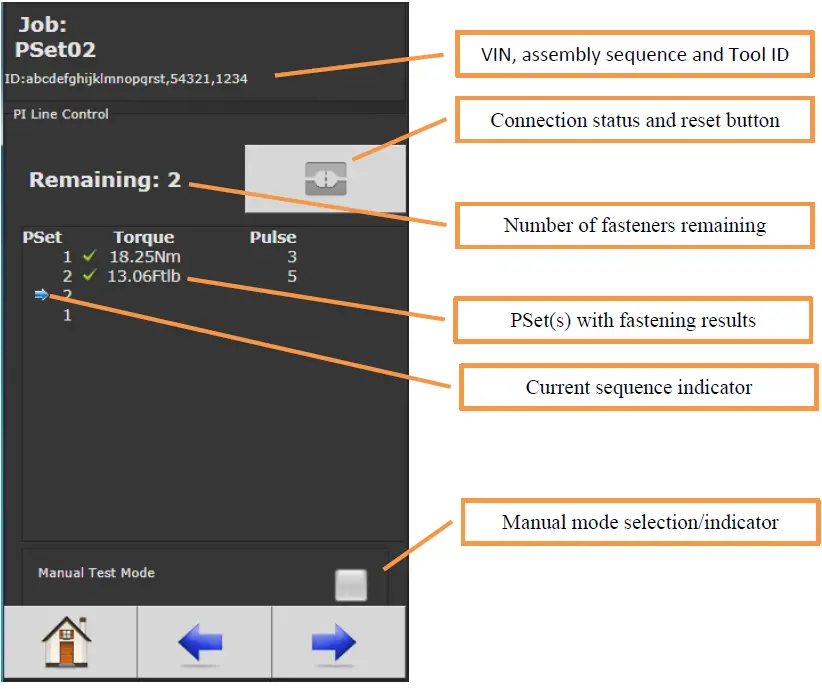
Kapag naitakda na ang serial port mode sa PI Line Control, magkakaroon ng bagong run screen na nagpapakita ng VIN, assembly sequence, Tool ID, connection status, reset button, bilang ng mga fastener na natitira, PSet(s) na may mga resulta ng fastening, kasalukuyang sequence indicator, at manual mode selection/indicator.
- VIN, Assembly Sequence, at Tool ID: Ang status header sa lahat ng run screen ay maglalaman ng bahaging impormasyon mula sa PI control system.
- Katayuan ng Koneksyon: Ang katayuan ng koneksyon ay ipinahiwatig ng mga icon para sa Connected at Disconnected. Maaaring pindutin ang Disconnected status icon para i-reset ang mga komunikasyon.
- Mga Natitirang Pangkabit: Ipinapakita ang bilang ng mga fastener na natitira para sa bahagi sa work station. Hindi pinagana ang tool kapag tumama ito sa zero.
- (Mga) Pset na may Mga Resulta ng Pangkabit: Ipinapakita ang mga resulta habang ang mga fastening ay nakumpleto para sa kasalukuyang pagkakasunud-sunod.
- Kasalukuyang Sequence Indicator: Isinasaad ang kasalukuyang pagkakasunud-sunod gamit ang isang arrow na gumagalaw pababa sa listahan ng mga PSets habang nakumpleto ang mga fastening. Ang indicator ay tinanggal pagkatapos ng Notification of Normal Work Completion o Notification of Forced Work Completion.
Panimula
Ang pamilya ng Gen IV ng mga controller ay ganap na sumusuporta sa PI line control protocol. Ang komunikasyon sa PI line control ay nagagawa sa pamamagitan ng serial connection (RS-232). Inilalarawan ng dokumentong ito ang configuration at gawi ng controller habang nakakonekta sa PI line control system.
Pag-configure ng Controller
Serial Port
Nakikipag-ugnayan ang PI line control system sa controller sa pamamagitan ng karaniwang serial port. Ang Gen IV controller ay kailangang i-configure katulad ng PI line controller.
- Ang serial "Port Mode" ay itatakda sa "PI Line Control"
- Ang serial port na "Baud" ay itinakda sa 9600
- Ang serial port na “Data Bits” ay nakatakda sa 8
- Ang serial port na "Stop Bits" ay nakatakda sa 1
- Ang serial port na "Parity" ay itinakda sa "Odd"

Mga Identifier ng Barcode
Kapag ang bahagi ay pumasok sa work station, ang PI line control ay nagpapadala ng mga tagubilin sa trabaho sa torque controller. Ang tagubilin sa gawaing ito ay naglalaman ng sumusunod na impormasyon.
- 5-digit na numero ng pagkakasunud-sunod ng pagpupulong
- 20-digit na VIN
- 4-digit na Tool ID
- Pagkakasunud-sunod ng mga set ng parameter na gagamitin sa bahagi sa istasyon.
Dahil ang pagkakasunud-sunod ng pagpupulong, VIN at Tool ID ay magkaibang haba, lahat sila ay maaaring maimbak sa sarili nilang barcode ID. Pinapayagan nito ang impormasyon na maipakita sa screen ng pagtakbo at maiimbak sa bawat resulta ng pangkabit.
Ang pag-configure ng tatlong mask sa configuration ng barcode upang makuha ang iba't ibang haba ay pag-uuri-uriin ang bawat isa sa isang natatanging identifier.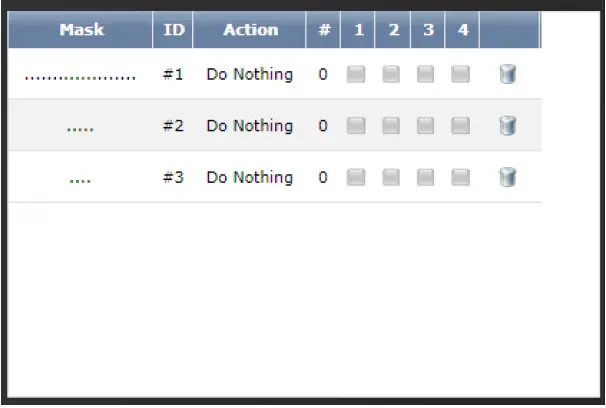
TRABAHO
- Ang paggamit ng JOBS ay hindi inirerekomenda para sa mga controller na ginagamit sa PI Line Control na kapaligiran.
PI Line Control Run Screen
Kapag ang serial port mode ay naitakda sa “PI Line Control,” isang bagong run screen ang magiging available.
VIN Assembly Sequence at Tool ID
- Ang ID sa status header para sa lahat ng run screen ay maglalaman ng impormasyon ng bahagi mula sa PI control system.
Katayuan ng Koneksyon
Ang katayuan ng koneksyon ay ipinahiwatig ng isa sa dalawang icon.
 Nakakonekta
Nakakonekta Nadiskonekta. Kapag ang Nadiskonekta ang icon ng katayuan ay maaaring pindutin upang i-reset ang mga komunikasyon.
Nadiskonekta. Kapag ang Nadiskonekta ang icon ng katayuan ay maaaring pindutin upang i-reset ang mga komunikasyon.
Mga Natitirang Pangkabit
- Ang bilang ng mga fastener na natitira ay para sa bahaging kasalukuyang nasa work station.
- Nagsisimula ito sa bilang ng mga PSets na tatakbo at binabawasan ng isa para sa bawat katanggap-tanggap na fastening. Kapag umabot sa zero ang tool ay hindi pinagana.
(Mga) Pset na may Mga Resulta ng Pangkabit
- Habang ang mga fastening ay nakumpleto ang mga resulta ay ipinapakita para sa kasalukuyang pagkakasunod-sunod.
Kasalukuyang Sequence Indicator
- Ang kasalukuyang pagkakasunod-sunod ay ipinahiwatig ng isang arrow. Habang nakumpleto ang mga katanggap-tanggap na pangkabit, lilipat ang indicator sa listahan ng mga PSets.
- Kapag naipadala na ng kontrol ng PI ang "Notification of Normal Work Completion" o "Notification of Forced Work Completion" ang indicator ay aalisin.
Manual Mode
Ginagamit ang manual mode upang paganahin ang tool para sa pagsubok. Ang pagpasok sa manual mode ay magbibigay-daan sa tool, i-clear ang PSet at listahan ng mga resulta. Aalisin din nito ang mga ID (magreresulta ito sa pag-imbak ng mga resulta ng pangkabit nang walang impormasyon ng sasakyan). Ang fastening na ginawa sa manual mode ay hindi ipapakita sa run screen na ito ngunit maaaring maobserbahan sa ibang mga screen. Ang manual mode ay pinapayagan lamang kapag ang isang bahagi ay hindi nasa proseso. Kung ang isang bagong pagtuturo sa trabaho ay natanggap mula sa PI control system, ang manual mode ay kinansela.
Patakbuhin ang Mga Icon ng Screen
Habang pinapatakbo ang controller sa PI line control system, maaaring hindi paganahin ang tool para sa ilang kadahilanan. Sa tuwing ito ay hindi pinagana ang run screen icon (s) at LED display ay magbibigay ng dahilan.
| Patakbuhin ang Icon ng Paghinto ng Screen | LED Display | Dahilan |
 |
"DONATE" | Ang listahan ng mga PSets mula sa kontrol ng PI ay nakumpleto na |
 |
“PI” | Mayroong error sa komunikasyon sa PI line control system. |
 |
“PSET” | Ang aktibong PSet ay hindi tumutugma sa PSet na ipinadala ng PI line control system. Ito ay maaaring mangyari kung ang numero ng PSet ay binago salungat sa kontrol ng linya ng PI. |
Makipag-ugnayan
- 9948 SE Oak Street Portland, O 97216
- TEL: 800.852.1368
- FAX: 503.262.3410
- www.aimco-global.com
FAQ
- Q: Maaari ba akong gumamit ng JOBS sa mga controller sa kapaligiran ng PI Line Control?
- A: Hindi inirerekomenda na gumamit ng JOBS para sa mga controller sa kapaligiran ng PI Line Control.
Mga Dokumento / Mga Mapagkukunan
 |
AcraDyne GenIV Controller sa PI Line Control Network [pdf] Manwal ng May-ari GenIV Controller sa PI Line Control Network, GenIV, Controller sa PI Line Control Network, PI Line Control Network, Control Network, Network |