PI ライン制御ネットワーク上の AcraDyne GenIV コントローラ

仕様:
- 製品: Gen IV コントローラー
- サポート: PI ライン制御プロトコル
- 通信: RS-232 シリアル接続
製品使用説明書
導入
Gen IV ファミリのコントローラは、PI ライン制御プロトコルを完全にサポートしています。PI ライン制御との通信は、シリアル接続 (RS-232) を介して行われます。このドキュメントでは、PI ライン制御システムに接続したときのコントローラの構成と動作について説明します。
コントローラーの設定
- シリアルポート: PI ライン制御システムは、標準シリアル ポートを介してコントローラと通信します。Gen IV コントローラは、PI ライン コントローラと同じように構成する必要があります。
- バーコード識別子: 部品が作業ステーションに入ると、PI ライン コントロールはトルク コントローラに作業指示を送信します。この作業指示には、組み立てシーケンス、VIN、ツール ID などの情報が含まれています。これらは、それぞれのバーコード ID に保存され、各締結結果とともに表示および保管できます。
- 求人: PI ライン制御環境のコントローラに JOBS を使用することはお勧めしません。
PIライン制御実行画面
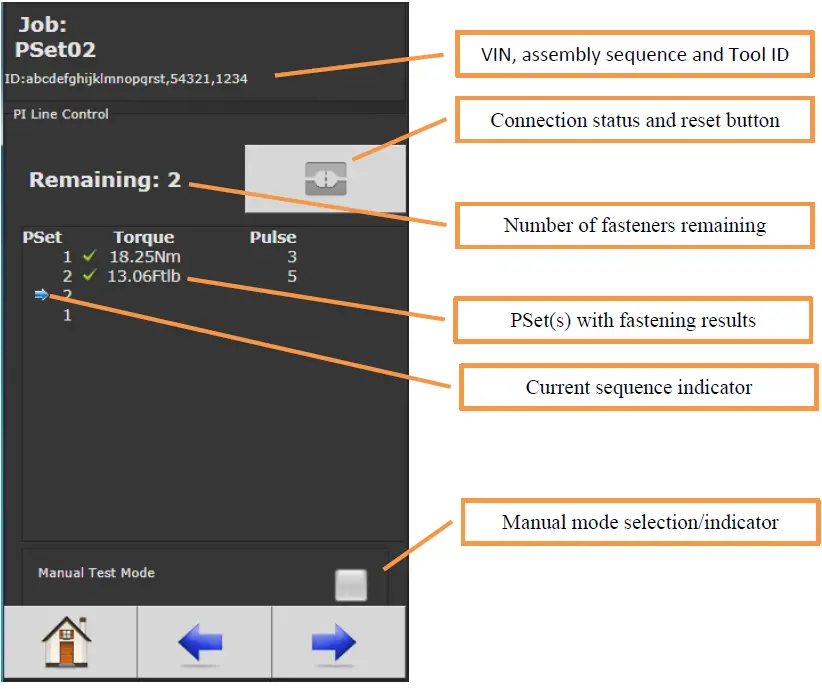
シリアル ポート モードを PI ライン コントロールに設定すると、VIN、アセンブリ シーケンス、ツール ID、接続ステータス、リセット ボタン、残りのファスナーの数、締結結果を含む PSet、現在のシーケンス インジケーター、および手動モード選択/インジケーターを表示する新しい実行画面が使用可能になります。
- VIN、アセンブリシーケンス、およびツールID: すべての実行画面のステータス ヘッダーには、PI 制御システムからの部品情報が含まれます。
- 接続ステータス: 接続ステータスは、接続済みと切断済みのアイコンで示されます。切断済みステータス アイコンを押すと、通信をリセットできます。
- 残りの留め具: 作業ステーション内のパーツに残っているファスナーの数を表示します。ゼロになるとツールは無効になります。
- 締結結果を含む PSet: 現在のシーケンスの締結が完了すると結果が表示されます。
- 現在のシーケンスインジケーター: 締結が完了すると、PSet のリストが下方向に移動する矢印で現在のシーケンスを示します。このインジケータは、通常作業完了の通知または強制作業完了の通知後に削除されます。
導入
Gen IV ファミリのコントローラは、PI ライン制御プロトコルを完全にサポートしています。PI ライン制御との通信は、シリアル接続 (RS-232) を介して行われます。このドキュメントでは、PI ライン制御システムに接続したときのコントローラの構成と動作について説明します。
コントローラーの設定
シリアルポート
PI ライン制御システムは、標準シリアル ポートを介してコントローラと通信します。Gen IV コントローラは、PI ライン コントローラと同じように構成する必要があります。
- シリアルの「ポートモード」を「PIラインコントロール」に設定する
- シリアルポートの「ボー」を9600に設定
- シリアルポートの「データビット」を8に設定
- シリアルポートの「ストップビット」を1に設定
- シリアルポートの「パリティ」を「奇数」に設定

バーコード識別子
部品が作業ステーションに入ると、PI ライン制御はトルク コントローラに作業指示を送信します。この作業指示には、次の情報が含まれます。
- 5桁のアセンブリシーケンス番号
- 20桁のVIN
- 4桁のツールID
- ステーション内のパーツで使用されるパラメータ セットのシーケンス。
組み立てシーケンス、VIN、ツール ID の長さが異なるため、これらはすべて独自のバーコード ID に保存できます。これにより、実行画面に情報が表示され、各締結結果とともに保存されます。
バーコード構成で 3 つのマスクを構成して異なる長さをキャプチャすると、それぞれが一意の識別子に分類されます。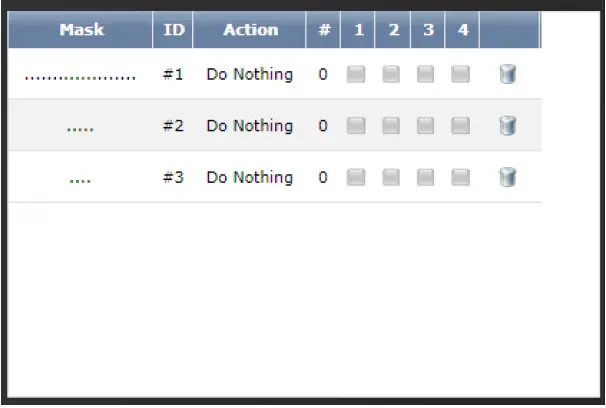
求人
- PI ライン制御環境で使用されるコントローラでは、JOBS の使用は推奨されません。
PIライン制御実行画面
シリアル ポート モードを「PI ライン コントロール」に設定すると、新しい実行画面が利用できるようになります。
VIN アセンブリシーケンスとツール ID
- すべての実行画面のステータス ヘッダーの ID には、PI 制御システムからの部品情報が含まれます。
接続ステータス
接続ステータスは 2 つのアイコンのいずれかで示されます。
 接続
接続 切断されました。切断された場合、ステータス アイコンを押すと通信をリセットできます。
切断されました。切断された場合、ステータス アイコンを押すと通信をリセットできます。
残りの留め具
- 残っているファスナーの数は、現在作業ステーションにあるパーツ用です。
- 実行する PSet の数から始まり、許容される締結ごとに 1 ずつ減少します。ゼロになると、ツールは無効になります。
締結結果を含む PSet
- 締結が完了すると、現在のシーケンスの結果が表示されます。
現在のシーケンスインジケーター
- 現在のシーケンスは矢印で示されます。許容可能な締結が完了すると、インジケーターは PSet のリストの下に移動します。
- PI 制御が「通常作業完了通知」または「強制作業完了通知」を送信すると、インジケーターは削除されます。
手動モード
手動モードは、ツールをテスト用に有効にするために使用されます。手動モードに入ると、ツールが有効になり、PSet と結果リストがクリアされます。また、ID もクリアされます (これにより、締結結果が車両情報なしで保存されます)。手動モードで実行された締結は、この実行画面には表示されませんが、他の画面で確認できます。手動モードは、部品が処理中でない場合にのみ許可されます。PI 制御システムから新しい作業指示を受信すると、手動モードはキャンセルされます。
画面アイコンの実行
PI ライン制御システムでコントローラを実行しているときに、ツールがいくつかの理由で無効になる場合があります。無効になっている場合は、実行画面のアイコンと LED ディスプレイに理由が表示されます。
| 実行画面の停止アイコン | LEDディスプレイ | 理由 |
 |
"寄付" | PI制御からのPSetのリストが完成しました |
 |
「PI」 | PIライン制御システムへの通信エラーが発生しました。 |
 |
「PSET」 | アクティブな PSet が、PI ライン制御システムによって送信された PSet と一致しません。これは、PSet 番号が PI ライン制御に反して変更された場合に発生する可能性があります。 |
接触
- 9948 SE Oak Street ポートランド、オレゴン州 97216
- 電話: 800.852.1368
- ファックス: 503.262.3410
- www.aimco-global.com
よくある質問
- Q: PI ライン コントロール環境のコントローラーで JOBS を使用できますか?
- A: PI ライン制御環境のコントローラに JOBS を使用することはお勧めしません。
ドキュメント / リソース
 |
PI ライン制御ネットワーク上の AcraDyne GenIV コントローラ [pdf] 取扱説明書 PI ライン制御ネットワーク上の GenIV コントローラ、GenIV、PI ライン制御ネットワーク上のコントローラ、PI ライン制御ネットワーク、制御ネットワーク、ネットワーク |