ตัวควบคุม AcraDyne GenIV บนเครือข่ายควบคุมสาย PI

ข้อมูลจำเพาะ:
- ผลิตภัณฑ์: ตัวควบคุม Gen IV
- รองรับ: โปรโตคอลควบคุมสาย PI
- การสื่อสาร: การเชื่อมต่อแบบอนุกรม RS-232
คำแนะนำการใช้ผลิตภัณฑ์
การแนะนำ
คอนโทรลเลอร์ตระกูล Gen IV รองรับโปรโตคอลควบคุมสาย PI อย่างสมบูรณ์ การสื่อสารกับคอนโทรลเลอร์สาย PI ทำได้ผ่านการเชื่อมต่อแบบอนุกรม (RS-232) เอกสารนี้จะอธิบายการกำหนดค่าและพฤติกรรมของคอนโทรลเลอร์ในขณะที่เชื่อมต่อกับระบบควบคุมสาย PI
การกำหนดค่าคอนโทรลเลอร์
- พอร์ตอนุกรม: ระบบควบคุมสาย PI สื่อสารกับตัวควบคุมผ่านพอร์ตซีเรียลมาตรฐาน ตัวควบคุม Gen IV จำเป็นต้องกำหนดค่าแบบเดียวกับตัวควบคุมสาย PI
- ตัวระบุบาร์โค้ด: เมื่อชิ้นส่วนเข้าสู่สถานีงาน การควบคุมสาย PI จะส่งคำแนะนำการทำงานไปยังตัวควบคุมแรงบิด คำแนะนำการทำงานนี้ประกอบด้วยข้อมูล เช่น ลำดับการประกอบ VIN และ ID เครื่องมือ ข้อมูลเหล่านี้สามารถจัดเก็บใน ID บาร์โค้ดของตัวเองเพื่อแสดงและจัดเก็บพร้อมกับผลการยึดแต่ละครั้ง
- งาน: ไม่แนะนำให้ใช้ JOBS สำหรับตัวควบคุมในสภาพแวดล้อม PI Line Control
หน้าจอควบคุมการทำงานของสาย PI
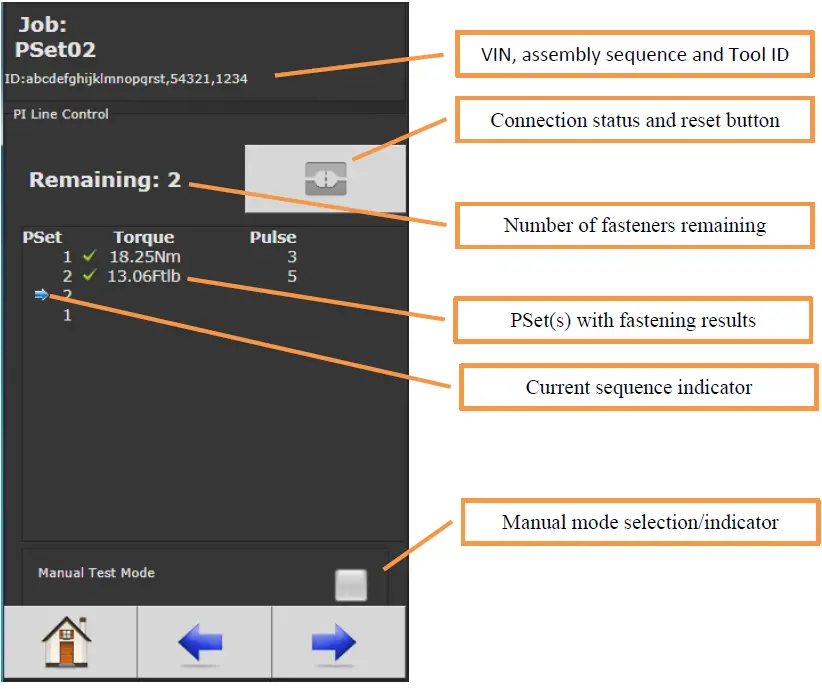
เมื่อตั้งค่าโหมดพอร์ตซีเรียลเป็น PI Line Control หน้าจอการทำงานใหม่จะพร้อมใช้งานโดยแสดง VIN ลำดับการประกอบ ID เครื่องมือ สถานะการเชื่อมต่อ ปุ่มรีเซ็ต จำนวนตัวยึดที่เหลือ PSet พร้อมผลการยึด ตัวบ่งชี้ลำดับปัจจุบัน และการเลือก/ตัวบ่งชี้โหมดด้วยตนเอง
- VIN, ลำดับการประกอบ และ ID เครื่องมือ: ส่วนหัวสถานะบนหน้าจอการทำงานทั้งหมดจะมีข้อมูลชิ้นส่วนจากระบบควบคุม PI
- สถานะการเชื่อมต่อ: สถานะการเชื่อมต่อจะแสดงด้วยไอคอนสำหรับเชื่อมต่อและตัดการเชื่อมต่อ สามารถกดไอคอนสถานะตัดการเชื่อมต่อเพื่อรีเซ็ตการสื่อสาร
- ตัวยึดที่เหลืออยู่: แสดงจำนวนตัวยึดที่เหลืออยู่สำหรับชิ้นส่วนในสถานีงาน เครื่องมือจะถูกปิดใช้งานเมื่อถึงศูนย์
- PSet(s) พร้อมผลการยึด: แสดงผลเมื่อการยึดเสร็จสิ้นสำหรับลำดับปัจจุบัน
- ตัวบ่งชี้ลำดับปัจจุบัน: ระบุลำดับปัจจุบันด้วยลูกศรที่เลื่อนลงมาในรายการ PSets เมื่อการยึดเสร็จสมบูรณ์ ตัวบ่งชี้จะถูกลบออกหลังจากการแจ้งเตือนการทำงานปกติเสร็จสมบูรณ์หรือการแจ้งเตือนการทำงานบังคับเสร็จสมบูรณ์
การแนะนำ
คอนโทรลเลอร์ตระกูล Gen IV รองรับโปรโตคอลควบคุมสาย PI อย่างสมบูรณ์ การสื่อสารกับคอนโทรลเลอร์สาย PI ทำได้ผ่านการเชื่อมต่อแบบอนุกรม (RS-232) เอกสารนี้จะอธิบายการกำหนดค่าและพฤติกรรมของคอนโทรลเลอร์ในขณะที่เชื่อมต่อกับระบบควบคุมสาย PI
การกำหนดค่าคอนโทรลเลอร์
พอร์ตซีเรียล
ระบบควบคุมสาย PI สื่อสารกับตัวควบคุมผ่านพอร์ตซีเรียลมาตรฐาน ตัวควบคุม Gen IV จะต้องได้รับการกำหนดค่าเช่นเดียวกับตัวควบคุมสาย PI
- ตั้งค่า Serial “Port Mode” เป็น “PI Line Control”
- พอร์ตซีเรียล “บอด” ตั้งไว้ที่ 9600
- พอร์ตซีเรียล “Data Bits” ตั้งเป็น 8
- พอร์ตซีเรียล “Stop Bits” ตั้งเป็น 1
- พอร์ตซีเรียล “Parity” ถูกตั้งค่าเป็น “Odd”

ตัวระบุบาร์โค้ด
เมื่อชิ้นส่วนเข้าสู่สถานีงาน การควบคุมสาย PI จะส่งคำสั่งงานไปยังตัวควบคุมแรงบิด คำสั่งงานนี้ประกอบด้วยข้อมูลต่อไปนี้
- หมายเลขลำดับการประกอบ 5 หลัก
- VIN 20 หลัก
- รหัสเครื่องมือ 4 หลัก
- ลำดับชุดพารามิเตอร์ที่จะนำมาใช้บนชิ้นส่วนในสถานี
เนื่องจากลำดับการประกอบ VIN และ ID เครื่องมือมีความยาวต่างกัน จึงสามารถจัดเก็บใน ID บาร์โค้ดของตัวเองได้ วิธีนี้ช่วยให้แสดงข้อมูลบนหน้าจอการทำงานและจัดเก็บพร้อมกับผลการยึดแต่ละรายการ
การกำหนดค่าหน้ากากสามแบบในการกำหนดค่าบาร์โค้ดเพื่อจับความยาวที่ต่างกัน จะมีการเรียงลำดับแต่ละแบบเป็นตัวระบุเฉพาะ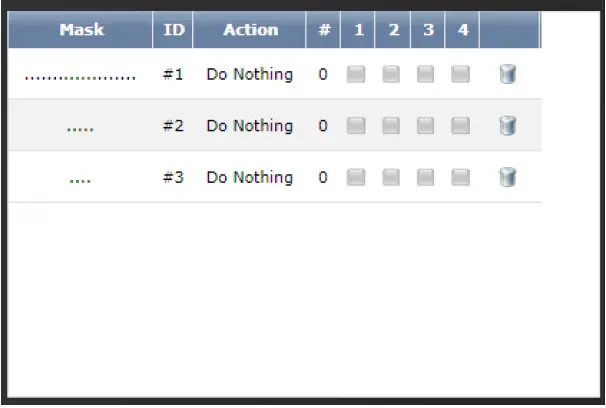
งาน
- ไม่แนะนำให้ใช้ JOBS สำหรับตัวควบคุมที่ใช้ในสภาพแวดล้อม PI Line Control
หน้าจอควบคุมการทำงานของสาย PI
เมื่อตั้งค่าโหมดพอร์ตซีเรียลเป็น “การควบคุมสาย PI” หน้าจอการทำงานใหม่จะพร้อมใช้งาน
ลำดับการประกอบ VIN และ ID เครื่องมือ
- ID ในส่วนหัวสถานะสำหรับหน้าจอการทำงานทั้งหมดจะมีข้อมูลชิ้นส่วนจากระบบควบคุม PI
สถานะการเชื่อมต่อ
สถานะการเชื่อมต่อจะระบุด้วยไอคอนใดไอคอนหนึ่งจากสองไอคอน
 เชื่อมต่อ
เชื่อมต่อ ถูกตัดการเชื่อมต่อ เมื่อถูกตัดการเชื่อมต่อ สามารถกดไอคอนสถานะเพื่อรีเซ็ตการสื่อสารได้
ถูกตัดการเชื่อมต่อ เมื่อถูกตัดการเชื่อมต่อ สามารถกดไอคอนสถานะเพื่อรีเซ็ตการสื่อสารได้
ตัวยึดที่เหลืออยู่
- จำนวนของตัวยึดที่เหลืออยู่สำหรับชิ้นส่วนที่อยู่ในสถานีงานในปัจจุบัน
- เริ่มต้นด้วยจำนวน PSets ที่จะรันและลดลงทีละหนึ่งสำหรับการยึดที่ยอมรับได้ เมื่อถึงศูนย์ เครื่องมือจะถูกปิดใช้งาน
PSet(s) พร้อมผลการยึด
- เมื่อการยึดเสร็จสมบูรณ์ ผลลัพธ์จะแสดงสำหรับลำดับปัจจุบัน
ตัวบ่งชี้ลำดับปัจจุบัน
- ลำดับปัจจุบันจะระบุด้วยลูกศร เมื่อการยึดที่ยอมรับได้เสร็จสมบูรณ์ ตัวบ่งชี้จะเลื่อนลงมาในรายการ PSets
- เมื่อการควบคุม PI ส่งข้อความ “การแจ้งเตือนการเสร็จสิ้นงานตามปกติ” หรือ “การแจ้งเตือนการเสร็จสิ้นงานโดยบังคับ” ตัวบ่งชี้นั้นจะถูกลบออก
โหมดแมนนวล
โหมดแมนนวลใช้เพื่อเปิดใช้งานเครื่องมือสำหรับการทดสอบ การเข้าสู่โหมดแมนนวลจะเปิดใช้งานเครื่องมือ ล้างรายการ PSet และผลลัพธ์ นอกจากนี้ยังล้าง ID ด้วย (ซึ่งจะทำให้ผลการยึดถูกเก็บไว้โดยไม่มีข้อมูลยานพาหนะ) การยึดที่ดำเนินการในโหมดแมนนวลจะไม่ปรากฏบนหน้าจอการทำงานนี้ แต่สามารถดูได้บนหน้าจออื่น โหมดแมนนวลจะอนุญาตเฉพาะเมื่อชิ้นส่วนไม่ได้อยู่ในระหว่างดำเนินการ หากได้รับคำสั่งงานใหม่จากระบบควบคุม PI โหมดแมนนวลจะถูกยกเลิก
เรียกใช้ไอคอนหน้าจอ
ในขณะที่กำลังใช้งานคอนโทรลเลอร์บนระบบควบคุมสาย PI เครื่องมืออาจถูกปิดใช้งานได้ด้วยเหตุผลหลายประการ เมื่อใดก็ตามที่ปิดใช้งาน ไอคอนบนหน้าจอการทำงานและจอแสดงผล LED จะแสดงเหตุผล
| ไอคอนหยุดการรันหน้าจอ | จอแสดงผล LED | เหตุผล |
 |
"เสร็จแล้ว" | รายการ PSets จากการควบคุม PI เสร็จสมบูรณ์แล้ว |
 |
“พีไอ” | มีข้อผิดพลาดในการสื่อสารกับระบบควบคุมสาย PI |
 |
“พีเซท” | PSet ที่ใช้งานอยู่ไม่ตรงกับ PSet ที่ส่งมาจากระบบควบคุมสาย PI ปัญหานี้อาจเกิดขึ้นได้หากหมายเลข PSet เปลี่ยนไปในทิศทางตรงข้ามกับการควบคุมสาย PI |
ติดต่อ
- 9948 SE ถนนโอ๊ค พอร์ตแลนด์ หรือ 97216
- โทรศัพท์: 800.852.1368
- โทรสาร: 503.262.3410
- www.aimco-global.com
คำถามที่พบบ่อย
- Q: ฉันสามารถใช้ JOBS กับตัวควบคุมในสภาพแวดล้อม PI Line Control ได้หรือไม่
- A: ไม่แนะนำให้ใช้ JOBS สำหรับตัวควบคุมในสภาพแวดล้อม PI Line Control
เอกสาร / แหล่งข้อมูล
 |
ตัวควบคุม AcraDyne GenIV บนเครือข่ายควบคุมสาย PI [พีดีเอฟ] คู่มือเจ้าของ ตัวควบคุม GenIV บนเครือข่ายควบคุมสาย PI, GenIV, ตัวควบคุมบนเครือข่ายควบคุมสาย PI, เครือข่ายควบคุมสาย PI, เครือข่ายควบคุม, เครือข่าย |