![]() Manual Instruksi TC55H
Manual Instruksi TC55H

Pambuka produk
TC55H minangka versi upgrade saka TC55. Bisa ngontrol 4 sumbu pakan, 1 spindle analog. Iki dilengkapi 16 port input lan 8 port output, ndhukung ngimpor files saka USB kelet.
Spesifikasi Teknis
Unit data minimal 0.001 mm
Ukuran data maksimal ± 99999.999mm
Kacepetan maksimal: 9000mm / min (pulsa 0.001mm)
Frekuensi output pulsa maksimum 150KHz
Sumbu 1-4 (X, Y, Z, C)
Sumbu X, Y, Z, C bisa nindakake interpolasi linier, X, Y bisa nindakake interpolasi bunder.
Gear Listrik: numerator :1-99999 denominator: 1-99999
USB: Ngimpor program lan gambar boot
Port I/O sing diisolasi
1000
99
Jalur Program Maksimum:
Program maksimal:
RAM: 128M
Operasi Manual Eksternal: motor searah jarum jam lan muter searah jarum jam, wiwitan, ngaso,
siyaga lan mandheg
Kode G lan kode M
siji panel MPG
LCD warna 3.5 inci, piksel 320*240
Output Spindle Analog: 1 0-10v spindle analog
Definisi Switch njaba
Hubungi kita yen sampeyan kudu ngganti gambar boot sadurunge tuku
Operasi
Antarmuka Utama
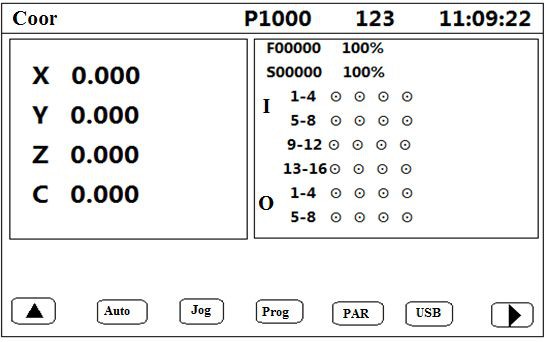
Iki minangka antarmuka sing ditampilake sawise booting tanpa gambar boot. Iki nuduhake koordinat saben sumbu, kacepetan lan tingkat F, kacepetan lan tingkat S, uga kondisi port input lan output. P1000 tegese program sing lagi mlaku; 123 tegese cara input. Sampeyan bisa mlebu menyang AUTO, JOG, PROG, PAR, USB uga antarmuka sandhi saka kene.
Auto

Ing Antarmuka Otomatis, Pencet wiwitan kanggo mbukak program maca pungkasan, Pencet Ngaso kanggo Mungkasi.
Langkah
Tampilan positif tegese operasi consecutive. A tampilan negatif tegese operasi printah dening printah. Nalika iku tampilan negatif, pencet Mulai sapisan, siji baris program bakal kaleksanan.
Sunting

- Pencet Enter kanggo nglebokake baris anyar.
- Pencet dawa DEL kanggo mbusak baris.
- Pencet ←→↑↓kanggo mindhah kursor
- Ndhuwur: Kanggo garis ajiné
- BTM: nganti baris pungkasan
- Tes: Priksa manawa ana kesalahan
- Simpen: Simpen program
- Otomatis: Ing Antarmuka Otomatis.
Jog

- Pencet X, Y, Z, lan C kanggo milih sumbu sing cocog.
- S for feeding rate gaining, N for feeding rate decreasing. (10%-150%)
- G for spindle rate gaining, M for spindle rate decreasing. (10%-150%)
- Pencet Shift kanggo ngganti port output, penet Enter kanggo ngganti saka ON utawa OFF.
- Pencet ← lan → kanggo mlaku terus-terusan.
- Pencet ↑ lan ↓ kanggo jogging, nemtokake jarak jog ing PAR-Ctrl-Jog+Distance; nemtokake kacepetan jog ing PAR-Speed-Jog.
Kacepetan
Kacepetan: Tampilan negatif tegese kacepetan dhuwur manual, tampilan positif tegese kacepetan kurang manual. Pencet ← lan → kanggo mlaku terus-terusan.
MPG
Pencet MPG, banjur pindhah setir munggah, sumbu sing dipilih pindhah kanthi positif, pindhah setir mudhun, sumbu sing dipilih pindhah kanthi negatif. Pencet X10X100 kanggo ngganti nomer kardinal sing ditampilake ing sisih ndhuwur layar.
| Status | Nomer Kardinal |
| X1 | 0.001 mm |
| X10 | 0.01 mm |
| X100 | 0.1 mm |
BPZ
Pencet tombol iki ing sumbu sing dipilih bali menyang titik referensi kanthi kacepetan paling dhuwur. Netepake kacepetan paling dhuwur ing Parameter-Speed.
Kabeh 0
Pencet tombol iki sumbu sing dipilih bali menyang titik referensi kanthi kacepetan paling dhuwur. Netepake kacepetan paling dhuwur ing Parameter-Speed. F minangka kacepetan gabungan kabeh sumbu.
BMZ
Bali menyang nol mesin. Sumbu sing dipilih bakal pindhah ing BMZ High Speed kanggo bali menyang mesin nul, banjur tutul saklar lan pindhah ing BMZ Low Speed, pungkasanipun mandheg ing ngalih. Kanggo nggunakake fungsi iki, X 0/Y 0/Z 0/C 0 kudu disetel minangka "On" ing Parameter-Ctrl; Setel BMZ High lan BMZ Low ing Parameter-Speed; Setel arah ing Parameter-Ctrl-X BMZ
Dir
PAR
Ctrl
Area setelan parameter kontrol, Pencet dawa ↑ lan ↓ kanggo ngganti kaca.
- Numerator X/Y/Z/C: Rasio gear listrik (1-99999)
- Penyebut X/Y/Z/C: Rasio gear listrik (1-99999)
- Referensi X / Y / Z / C: Ing operasi manual, penet dawa X / Y / Z / C kanggo mbusak koordinat lan nuduhake nilai iki; utawa ing mesin nul, sawise mencet ngalih, bakal nuduhake nilai iki.
- X/Y/Z/C Backlash: Backlash kanggo nggawe luwih tepat
- X / Y / Z / C Boot Zero: 0 tegese sumbu ora bakal bali menyang mesin nol sawise booting; 1 tegese sumbu bakal bali menyang nol mesin sawise booting
- X / Y / Z / C BMZ Dir: 0 tegese sumbu bali menyang mesin nul menyang arah negatif; 1 tegese sumbu bali menyang mesin nul menyang arah positif
- Kacepetan + Wektu (ms): wektu nggunakake motor kanggo nggayuh kacepetan F
- Jog + Jarak: ing operasi manual, increment kanggo jogging. Unit kasebut gumantung saka rasio gear listrik.
- Basa: Inggris (0) utawa Cina (1)
Setelan Rasio Gear Elektronik
Nyetel gear elektronik yaiku nyetel unit data sing beda kanggo mesin sing beda. Sumbu sing beda saka mesin sing padha bisa disetel adhedhasar unit sing beda. Kanggo example, sumbu A bisa disetel minangka mm, sumbu B bisa disetel minangka amba, lan sumbu C bisa disetel minangka babak.
Cara nyetel numerator lan denominator rasio gear elektronik:
Pulsa dibutuhake kanggo motor kanggo nguripake siji babak menyang arah sing padha
Jarak sing dipindhah nalika motor nguripake siji babak menyang arah sing padha (μm)
Numerator lan denominator loro-lorone kudu integer antarane 1 lan 99999.
Ex. 1 Transmisi Screw
Stepper motor stepping yaiku 5000, utawa motor servo 5000 pulsa / babak, jarak sekrup yaiku 6mm, rasio reduksi yaiku 1: 1, banjur,
5000 → 5
6*1000*1.0 → 6
Ex. 2 Rak lan Pinion
Stepper motor stepping yaiku 6000, utawa motor servo 6000 pulsa / babak, nomer gigi gear yaiku 20, m = p / π = 2, banjur
6000 → 1 → 107 → 107
1000*20*2*3.14159265 → 20.943951 → 2241.00276 → 2241
Ex. 3 Sudut Rotary
Stepper motor stepping yaiku 5000, utawa motor servo 5000 pulsa / babak, rasio reduksi yaiku 1:30, banjur,
5000*30 → 5
360*1000 → 12
Kacepetan
- X/Y/Z/C Paling dhuwur: Kacepetan paling dhuwur saka motor sumbu x. Nalika sistem operasi, kacepetan ora ngluwihi nomer iki prakara apa F sampeyan nyetel.
- Mulai (mm / min) Kacepetan sajrone Spd + Wektu
- Man High: Manual kacepetan dhuwur
- Man Low: Manual kacepetan kurang
- BMZ High: Pindhah menyang mesin nul ing kacepetan dhuwur.
- BMZ kurang: Bali menyang mesin nol pisanan ing kacepetan dhuwur, liwat nol ngalih, lan bali ing kacepetan kurang. Pungkasan, panggeser bakal mandheg ing saklar.
- Mode BMZ: rong mode kanggo bali menyang mesin nul, liwat ngalih utawa ora. Liwat ngalih (0): panggeser bakal mandheg ing ngalih. Ora trough switch (1): Slider bakal mandheg sadurunge ngalih.
- S High Speed: Kacepetan paling dhuwur saka kumparan
Input
Fungsi iki ngidini pangguna nyetel macem-macem saklar kanthi gampang. Netepake port I / O miturut formulir ing ngisor iki.
Eksternal ngalih gedhe dibutuhake kanggo ngrampungake kontrol eksternal. Saklar eksternal disambungake kanthi cara mbukak normal. Pencet R kanggo ngganti dadi on, lan S kanggo milih NO (Normal Open). Banjur pilih nomer IO Port ing kothong.
Cathetan: Kanggo pertimbangan safety, watesan lan input mandeg darurat biasane disetel minangka NC (Normal Close).
| Fungsi | Panjelasan |
| Tandha | Input Tandha |
| mandeg | Input Stop Darurat |
| Mlayu | Njaba (Eksternal) Run Setelan Ngalih |
| ngaso | Njaba (Eksternal) Setelan Ngalih Ngaso |
| Kacepetan + | Feed rate Tambah Ngalih Setelan |
| Kacepetan- | Feed rate nyuda Setelan Ngalih |
| X Lim+ | Setelan watesan positif sumbu X |
| X Lim- | Setelan watesan negatif sumbu X |
| X 0 | Setelan nol sumbu X |
| Wong X+ | X sumbu jarum jam Spinning njaba ngalih manual |
| Wong X- | X-axis counter-clockwise Spinning njaba ngalih manual |
| X Boot Zero | Sumbu X bali menyang Mesin nul sawise booting ngalih manual external |
| Y Lim+ | Setelan wates positif sumbu Y |
| Y Lim- | Y-sumbu setelan watesan Negatif |
| Y 0 | Y-axis nul ngalih setelan |
| Wong Y+ | Y sumbu clockwise Spinning njaba ngalih manual |
| Wong Y- | Y-axis counter-clockwise Spinning njaba ngalih manual |
| Y Boot Zero | Y-sumbu bali menyang Machine nul sawise booting ngalih manual external |
| Z Lim+ | Setelan watesan positif sumbu Z |
| Z Lim- | Z-sumbu setelan watesan Negatif |
| Z 0 | Setelan saklar nol sumbu Z |
| Wong Z+ | Z sumbu jarum jam Spinning njaba ngalih manual |
| Wong Z- | Z-axis counter-clockwise Spinning njaba ngalih manual |
| Z Boot Zero | Z-sumbu bali menyang Mesin nul sawise booting ngalih manual external |
| C Lim+ | C sumbu Setelan watesan positif |
| C Lim- | C sumbu Setelan watesan negatif |
| C 0 | Setelan saklar nol sumbu C |
| Wong C+ | C sumbu clockwise Spinning njaba saklar manual |
| Wong C- | C sumbu counter-clockwise Spinning njaba saklar manual |
| C Boot Zero | C sumbu bali menyang Machine nul sawise booting ngalih manual external |
Output
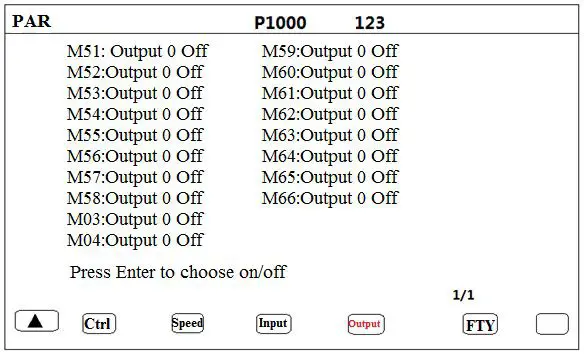
Ing antarmuka iki kanggo netepake mbukak lan nutup 1-8 bandar output, banjur sampeyan bisa langsung nggunakake ing program. M03-M04 minangka interlock spindle.
FTY
Bali menyang nilai pabrik.
Operasi
- Pencet ←→↑↓kanggo mindhah kursor
- Pencet dawa ↑↓kanggo ngganti kaca
- Sawise ngganti paramèter, penet ESC, kene katon jendhela takon apa nyimpen paramèter utawa ora, pencet Ketik lan simpen, penet ESC utawa Ora nyerah nyimpen.
Prog
Ing antarmuka iki kanggo ngowahi, maca, mbusak, nyimpen lan nggawe program files.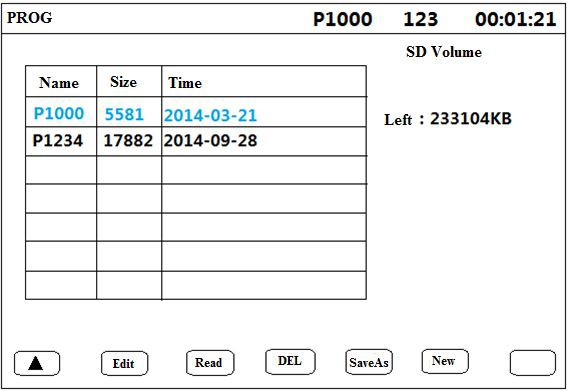
USB

- Jeneng Program: P123.TXT utawa P1234. TXT
- Jeneng Gambar Boot: K123.bmp utawa K1234.bmp Piksel: 320*240
13811674107 jiafengqi.xtf@hotmail.com
Dokumen / Sumber Daya
 |
TOPCNC TC55H CNC Controller [pdf] Instruksi Manual TC55H, Pengontrol CNC |



