![]() Manuali i Udhëzimeve TC55H
Manuali i Udhëzimeve TC55H

Prezantimi i produktit
TC55H është një version azhurnues i TC55. Mund të kontrollojë 4 akse ushqimore, 1 bosht analog. Është i pajisur me 16 porte hyrëse dhe 8 porte dalëse, duke mbështetur importimin files nga një shkop USB.
Specifikimet Teknike
Njësia minimale e të dhënave 0.001 mm
Madhësia maksimale e të dhënave ± 99999.999 mm
Shpejtësia maksimale: 9000 mm/min (pulsi është 0.001 mm)
Frekuenca maksimale e daljes së impulsit 150 KHz
Boshti 1-4 (X,Y, Z,C)
Aksi X, Y, Z, C mund të kryejë interpolim linear, X, Y mund të bëjë interpolim rrethor.
Ingranazhi elektrik: numëruesi :1-99999 emëruesi: 1-99999
USB: Importimi i programit dhe fotografia e nisjes
Porta hyrëse/dalëse e izoluar
1000
99
Linja maksimale e programit:
Programi maksimal:
RAM: 128 milion
Funksionimi manual i jashtëm: rrotullimi i motorit në drejtim të akrepave të orës dhe në të kundërt, fillimi, pauza,
vigjilent dhe ndalo
Kodi G dhe kodi M
MPG me një panel
LCD me ngjyra 3.5 inç, piksel 320*240
Dalja e boshtit analog: 1 bosht analog 0-10v
Përkufizimi i ndërprerësit të jashtëm
Ju lutemi na kontaktoni nëse keni nevojë të ndryshoni foton e bagazhit përpara se të blini
Operacioni
Ndërfaqja kryesore
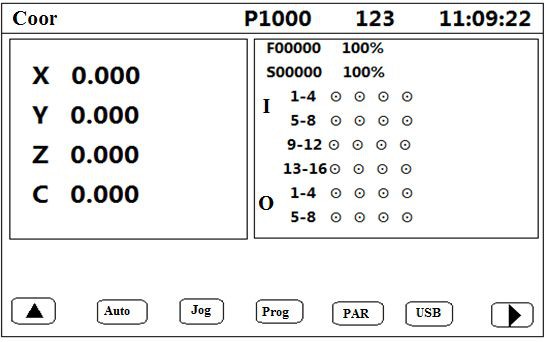
Kjo është ndërfaqja që shfaqet pas nisjes pa një foto të nisjes. Ai tregon koordinatat e secilit aks, shpejtësinë dhe shpejtësinë F, shpejtësinë dhe shpejtësinë S, si dhe gjendjen e portës hyrëse dhe dalëse. P1000 nënkupton programin që po ekzekutohet aktualisht; 123 nënkupton metodën e hyrjes. Nga këtu mund të futeni në ndërfaqen AUTO, JOG, PROG, PAR, USB si dhe me fjalëkalim.
Auto

Në Ndërfaqen automatike, shtypni startin për të ekzekutuar programin e fundit të lexuar, Shtypni Pauzë për të Ndaluar.
Hapi
Shfaqja pozitive nënkupton funksionimin e njëpasnjëshëm. Një ekran negativ nënkupton funksionimin e komandës me komandë. Kur është shfaqja negative, shtypni një herë Start, një linjë programi do të ekzekutohet.
Redakto

- Shtypni Enter për të futur një rresht të ri.
- Shtypni gjatë DEL për të fshirë një rresht.
- Shtypni←→↑↓për të lëvizur kursorin
- Lart: Deri në vijën e parë
- BTM: deri në rreshtin e fundit
- Test: Shihni nëse ka ndonjë gabim
- Ruaj: Ruaj programin
- Auto: Në ndërfaqen automatike.
Vrapoj

- Shtypni X, Y, Z dhe C për të zgjedhur boshtin përkatës.
- S për rritjen e normës së të ushqyerit, N për normën e të ushqyerit në rënie. (10%-150%)
- G për rritjen e shpejtësisë së gishtit, M për zvogëlimin e shpejtësisë së gishtit. (10%-150%)
- Shtypni Shift për të ndryshuar portën e daljes, shtypni Enter për të ndryshuar nga ON ose OFF.
- Shtypni ← dhe → për ekzekutim të njëpasnjëshëm.
- Shtypni ↑ dhe ↓ për vrapim, përcaktoni distancën e vrapimit në PAR-Ctrl-Jog+Distance; përcaktoni shpejtësinë e vrapimit në PAR-Speed-Jog.
Shpejtësia
Shpejtësia: Ekrani negativ nënkupton shpejtësi të lartë manuale, ekran pozitiv do të thotë shpejtësi të ulët manuale. Shtypni ← dhe → për ekzekutim të njëpasnjëshëm.
MPG
Shtypni MPG, më pas lëvizni timonin lart, boshti i zgjedhur lëviz pozitivisht, lëvizni timonin poshtë, aksi i zgjedhur lëviz negativisht. Shtypni X10X100 për të ndryshuar numrin kryesor të shfaqur në krye të ekranit.
| Statusi | Numri Kardinal |
| X1 | 0.001 mm |
| X10 | 0.01 mm |
| X100 | 0.1 mm |
BPZ
Shtypni këtë buton në aksin e zgjedhur, kthehuni në pikën e referencës me shpejtësinë më të lartë. Përcaktoni shpejtësinë më të lartë në Parametrat-Shpejtësia.
Të gjitha 0
Shtypni këtë buton në boshtin e zgjedhur për t'u kthyer në pikën e referencës me shpejtësinë më të lartë. Përcaktoni shpejtësinë më të lartë në Parametrat-Shpejtësia. F është shpejtësia e kombinuar e të gjithë boshteve.
BMZ
Kthehu te makina zero. Aksi i zgjedhur do të lëvizë me shpejtësi të lartë BMZ për t'u rikthyer në makineri zero, më pas prek çelësin dhe lëviz me shpejtësi të ulët BMZ, më në fund ndalon në çelës. Për të përdorur këtë funksion, X 0/Y 0/Z 0/C 0 duhet të vendoset si “On” në Parametrat-Ctrl; Vendosni BMZ High dhe BMZ Low në Parametrat-Shpejtësia; Vendosni drejtimin në Parametrat-Ctrl-X BMZ
Regji
PAR
Ctrl
Kontrolloni zonën e cilësimeve të parametrave, shtypni gjatë ↑ dhe ↓ për të ndryshuar faqen.
- Numëruesi X/Y/Z/C: Raporti i marsheve elektrike (1-99999)
- X/Y/Z/C Emëruesi: Raporti i marsheve elektrike (1-99999)
- Referenca X/Y/Z/C: Në funksionimin manual, shtypni gjatë X/Y/Z/C për të pastruar koordinatat dhe për të treguar këtë vlerë; ose në makinën zero, pasi të keni goditur çelësin, do të tregojë këtë vlerë.
- Kthesë prapa X/Y/Z/C: Kundërshtim për ta bërë më të saktë
- X/Y/Z/C Boot Zero: 0 do të thotë që boshti nuk do të kthehet në makineri zero pas nisjes; 1 do të thotë që boshti do të kthehet në makinën zero pas nisjes
- X/Y/Z/C BMZ Drejtimi: 0 do të thotë që boshti kthehet në makinën zero drejt drejtimit negativ; 1 do të thotë që boshti kthehet në makinën zero drejt një drejtimi pozitiv
- Shpejtësia+Koha(ms): përdorimi i kohës që motori të arrijë shpejtësinë F
- Jog+Distance: në funksionimin manual, rritje për vrapim. Njësia e saj varet nga raporti i marsheve elektrike.
- Gjuha: Anglisht (0) ose Kineze (1)
Vendosja e raportit elektronik të marsheve
Vendosja e ingranazhit elektronik është të vendosni njësi të ndryshme të dhënash për makina të ndryshme. Boshtet e ndryshme të së njëjtës makinë mund të vendosen bazuar në një njësi të ndryshme. Për shembullample, boshti A mund të vendoset si mm, boshti B mund të vendoset si kënd dhe boshti C mund të vendoset si i rrumbullakët.
Si të vendosni numëruesin dhe emëruesin e raportit elektronik të ingranazheve:
Pulsi i nevojshëm që motori të rrotullohet një rreth në të njëjtin drejtim
Distanca e lëvizur kur motori rrotullohet një rreth në të njëjtin drejtim (μm)
Numëruesi dhe emëruesi duhet të jenë një numër i plotë midis 1 dhe 99999.
p.sh. 1 Transmision me vidë
Shkalla e motorit stepper është 5000, ose servo motori 5000 impuls/rrumbullakët, hapi i vidës është 6 mm, raporti i reduktimit është 1:1, më pas,
5000 → 5
6*1000*1.0 → 6
p.sh. 2 Raft dhe pinion
Hapi i motorit stepper është 6000, ose servo motori 6000 impuls/rrumbullakët, numri i dhëmbëve të marsheve është 20, m=p/π=2, atëherë
6000 → 1 → 107 → 107
1000*20*2*3.14159265 → 20.943951 → 2241.00276 → 2241
p.sh. 3 Këndi rrotullues
Hapi i motorit stepper është 5000, ose servo motori 5000 impuls/rrumbullakët, raporti i reduktimit është 1:30, më pas,
5000*30 → 5
360*1000 → 12
Shpejtësia
- X/Y/Z/C Më e larta: Shpejtësia më e lartë e motorit të boshtit x. Kur sistemi është në funksion, shpejtësia nuk do ta kalojë këtë numër pavarësisht se çfarë F keni vendosur.
- Nisja (mm/min) Shpejtësia gjatë Spd+Time
- Man High: Me shpejtësi të lartë manuale
- Man Low: Me shpejtësi të ulët manuale
- BMZ Lartë: Shkoni te makina zero me shpejtësi të lartë.
- BMZ i ulët: Kthehuni në makinën zero fillimisht me shpejtësi të lartë, përmes çelsave zero dhe kthehuni me shpejtësi të ulët. Më në fund, rrëshqitësi do të ndalet në çelës.
- Modaliteti BMZ: dy mënyra për t'u kthyer në makineri zero, përmes çelësit ose jo. Përmes çelësit (0): rrëshqitësi do të ndalet në çelës. Ndërprerësi jo në kufi (1): Rrëshqitësi do të ndalet përpara çelësit.
- S Shpejtësia e lartë: Shpejtësia më e lartë e boshtit
Input
Ky funksion i mundëson përdoruesit të vendosë lehtësisht lloje të ndryshme çelsash. Përcaktoni portën I/O sipas formës së mëposhtme.
Ndërprerësi i jashtëm i madh nevojitet për të përfunduar kontrollin e jashtëm. Një çelës i jashtëm është i lidhur në mënyrën e hapjes normale. Shtypni R për t'u kthyer në ndezur dhe S për të zgjedhur NO (Normal Open). Pastaj zgjidhni numrin e Portit IO në vendin bosh.
Shënim: Për konsideratë sigurie, hyrja e kufirit dhe e ndalimit të urgjencës zakonisht vendoset si NC (Normal Close).
| Funksioni | Shpjegimi |
| Alarmi | Hyrja e alarmit |
| Ndalo | Hyrja e ndalimit të urgjencës |
| Vraponi | Cilësimi i çelësit të ekzekutimit jashtë (të jashtëm). |
| Ndalo | Cilësimi i ndërprerësit të pauzës jashtë (e jashtme). |
| Shpejtësia + | Rritja e shpejtësisë së furnizimit. Cilësimi i çelësit |
| Shpejtësia- | Ulja e shpejtësisë së furnizimit. Cilësimi i ndërprerësit |
| X Lim+ | Vendosja e kufirit pozitiv të boshtit X |
| X Lim- | Përcaktimi i kufirit negativ të boshtit X |
| X 0 | Vendosja e çelësit zero të boshtit X |
| Njeriu X+ | Aksi X në drejtim të akrepave të orës rrotullohet jashtë çelësit manual |
| Njeriu X- | Rrotullimi i boshtit X në drejtim të kundërt të akrepave të orës jashtë çelësit manual |
| X Boot Zero | Boshti X kthehet te Makina zero pas nisjes së çelësit manual të jashtëm |
| Y Lim+ | Përcaktimi i kufirit pozitiv të boshtit Y |
| Y Lim- | Përcaktimi i kufirit negativ të boshtit Y |
| Y 0 | Vendosja e çelësit zero të boshtit Y |
| Burri Y+ | Aksi Y që rrotullohet në drejtim të akrepave të orës jashtë çelësit manual |
| Burri Y- | Rrotullimi i boshtit Y në drejtim të kundërt të akrepave të orës jashtë çelësit manual |
| Y Boot Zero | Boshti Y kthehet te Makina zero pas nisjes së çelësit manual të jashtëm |
| Z Lim+ | Përcaktimi i kufirit pozitiv të boshtit Z |
| Z Lim- | Boshti Z Vendosja e kufirit negativ |
| Z 0 | Vendosja e çelësit zero të boshtit Z |
| Njeriu Z+ | Aksi Z që rrotullohet në drejtim të akrepave të orës jashtë çelësit manual |
| Njeriu Z- | Aksi Z me rrotullim në drejtim të kundërt të akrepave të orës jashtë çelësit manual |
| Z Boot Zero | Aksi Z kthehet te Makina zero pas nisjes së çelësit manual të jashtëm |
| C Lim+ | Boshti C Vendosja e kufirit pozitiv |
| C Lim- | Boshti C Vendosja e kufirit negativ |
| C 0 | Vendosja e çelësit zero të boshtit C |
| Njeriu C+ | Aksi C që rrotullohet në drejtim të akrepave të orës jashtë çelësit manual |
| Njeriu C- | Aksi C rrotullohet në drejtim të kundërt të akrepave të orës jashtë çelësit manual |
| C Boot Zero | Aksi C kthehet te Makina zero pas nisjes së çelësit manual të jashtëm |
Prodhimi
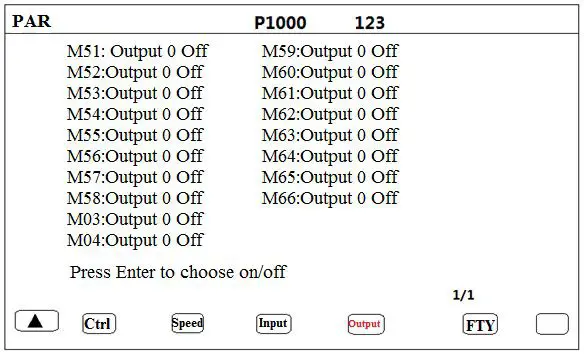
Në këtë ndërfaqe për të përcaktuar hapjen dhe mbylljen e 1-8 portave të daljes, atëherë mund të përdorni drejtpërdrejt në programim. M03-M04 është një ndërthurje boshti.
FTY
Kthehuni në vlerën e fabrikës.
Operacioni
- Shtypni ←→↑↓për të lëvizur kursorin
- Shtypni gjatë ↑↓ për të ndryshuar faqen
- Pas ndryshimit të parametrave, shtypni ESC, këtu shfaqet dritarja pyetja nëse ruani parametrat apo jo, shtypni Enter dhe ruaj, shtypni ESC ose Jo për të hequr dorë nga ruajtja.
Progres
Në këtë ndërfaqe për të redaktuar, lexuar, fshirë, ruajtur dhe krijuar program files.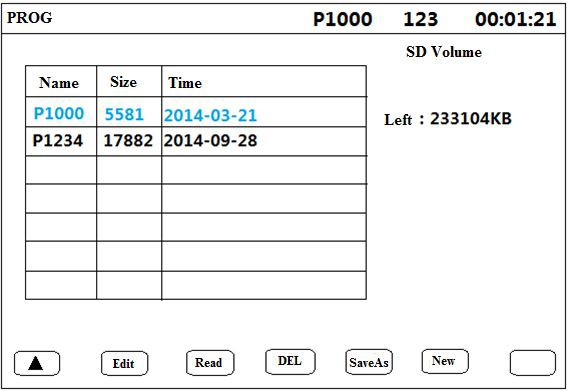
USB

- Emri i programit: P123.TXT ose P1234. tekst
- Emri i figurës së nisjes: K123.bmp ose K1234.bmp Pixel: 320*240
13811674107 jiafengqi.xtf@hotmail.com
Dokumentet / Burimet
 |
Kontrollues CNC TOPCNC TC55H [pdf] Manuali i Udhëzimeve TC55H, kontrollues CNC |



