
កម្មវិធី Audioms mikroCNC សម្រាប់ការគ្រប់គ្រងម៉ាស៊ីន CNC
លក្ខណៈបច្ចេកទេស
- ឈ្មោះកម្មវិធី៖ mikroCNC
- ប្រភេទកម្មវិធី៖ ការគ្រប់គ្រងម៉ាស៊ីន CNC
- ប្រព័ន្ធប្រតិបត្តិការដែលគាំទ្រ៖ Windows XP/Vista/7/8/8.1/10 (32-bit ឬ 64-bit)
- ឧបករណ៍បញ្ជាចលនាដែលគាំទ្រ៖ ISO-USB-BOX, USB-MC-INT, USB-MC
- Built-in Motion Planner Algorithm គាំទ្រចលនាដំណាលគ្នារហូតដល់ 6 អ័ក្ស
- ជម្រើសបង្កើនល្បឿន និងបន្ថយល្បឿន៖ រាងពងក្រពើ ramp គាំទ្រfile, S-profile
ការដំឡើង
- ទាញយកកម្មវិធីពី webគេហទំព័រ www.audiohms.com
- ពន្លាប័ណ្ណសារហ្ស៊ីបដែលបានទាញយកទៅក្នុងថតឯកសារដែលពេញចិត្តនៅលើកុំព្យូទ័ររបស់អ្នក។
- បង្កើតរូបតំណាងផ្លូវកាត់នៅលើផ្ទៃតុដើម្បីងាយស្រួលចូលប្រើ
ការពិពណ៌នា
ចំណាំ៖ នៅពេលធ្វើការជាមួយកម្មវិធីវាមានសារៈសំខាន់ក្នុងការយកចិត្តទុកដាក់ជាពិសេសចំពោះសុវត្ថិភាពនៅកន្លែងធ្វើការ។ រាល់បញ្ហាដែលបានជួបប្រទះ របាយការណ៍កំហុស និងការផ្ដល់យោបល់អាចត្រូវបានផ្ញើទៅកាន់អាសយដ្ឋានអ៊ីមែល៖ support@audiohms.com
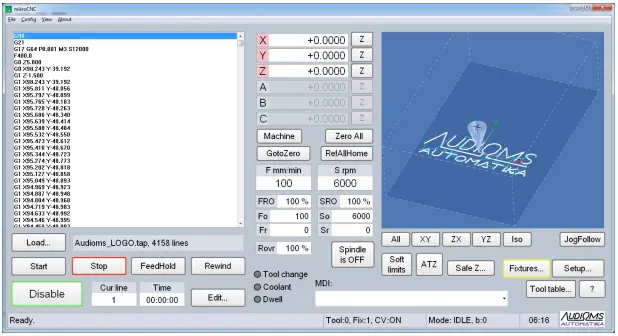
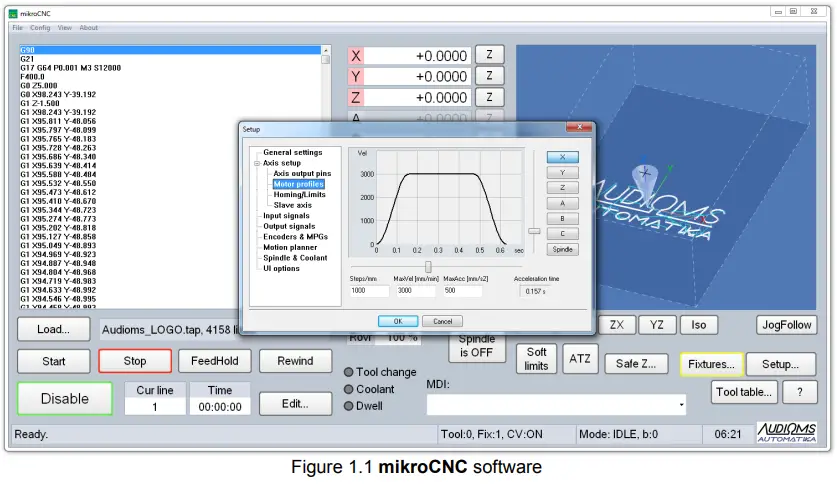 mikroCNC គឺជាកម្មវិធីឥតគិតថ្លៃ (រូបភាពទី 1.1) ដែលអាចបកស្រាយពាក្យបញ្ជាស្តង់ដារ G និង M ហើយវាប្រែក្លាយកុំព្យូទ័រទៅជាស្ថានីយត្រួតពិនិត្យ CNC ។ វាដំណើរការលើ Windows XP/Vista/7/8/8.1/10 ជាមួយនឹងស្ថាបត្យកម្ម 32-bit ឬ 64-bit។
mikroCNC គឺជាកម្មវិធីឥតគិតថ្លៃ (រូបភាពទី 1.1) ដែលអាចបកស្រាយពាក្យបញ្ជាស្តង់ដារ G និង M ហើយវាប្រែក្លាយកុំព្យូទ័រទៅជាស្ថានីយត្រួតពិនិត្យ CNC ។ វាដំណើរការលើ Windows XP/Vista/7/8/8.1/10 ជាមួយនឹងស្ថាបត្យកម្ម 32-bit ឬ 64-bit។
កម្មវិធី mikroCNC បច្ចុប្បន្នគាំទ្រឧបករណ៍បញ្ជាចលនា Audioms Automatika នេះ៖
- ឧបករណ៍បញ្ជាចលនា ISO-USB-BOX,
- ឧបករណ៍បញ្ជាចលនា USB-MC-INT និង
- ឧបករណ៍បញ្ជាចលនា USB-MC ។
កម្មវិធីនេះមានក្បួនដោះស្រាយកម្មវិធីរៀបចំចលនាដែលភ្ជាប់មកជាមួយ ដែលគាំទ្រចលនាក្នុងពេលដំណាលគ្នា និងធ្វើសមកាលកម្មរហូតដល់ 6 អ័ក្ស។ សម្រាប់ការបង្កើនល្បឿន និងការបន្ថយល្បឿន វាអាចជ្រើសរើសបានទាំង trapezoidal ramp គាំទ្រfile ឬ S-pro ទំនើបជាងfile ដែលផ្តល់នូវការថយចុះគួរឱ្យកត់សម្គាល់នៃកម្លាំងនិចលភាព និងការរំញ័រ។
កម្មវិធីគាំទ្រ AutoToolZero - ជម្រើស ATZ ។
ការដំឡើងកម្មវិធី
កម្មវិធីអាចទាញយកបានពីគេហទំព័រ www.audiohms.com ក្នុងទម្រង់ជាប័ណ្ណសារហ្ស៊ីប។ បណ្ណសារ
គួរតែត្រូវបានពន្លាចូលទៅក្នុងថតដែលបានបង្កើតពីមុន និងរូបតំណាងផ្លូវកាត់  សម្រាប់ការប្រតិបត្តិអាចត្រូវបានបង្កើតនៅលើអេក្រង់កុំព្យូទ័រលើតុ។
សម្រាប់ការប្រតិបត្តិអាចត្រូវបានបង្កើតនៅលើអេក្រង់កុំព្យូទ័រលើតុ។
គាំទ្រពាក្យបញ្ជា G
- G0, G1 - ចលនាលឿននិងលីនេអ៊ែរ
- G02, G03 - ចលនារាងជារង្វង់&helical, interpolated ដោយប្រើផ្នែកលីនេអ៊ែរ
- G04 Px - ពេលវេលាស្នាក់នៅក្នុង ms/sec
- G21 - សំណុំឯកតា (មិនអើពើ)
- G28 - ត្រឡប់ទៅទីតាំងផ្ទះវិញ។
- G28.1 - អ័ក្សផ្ទះមួយឬច្រើន។
- G31 - ការស៊ើបអង្កេតត្រង់
- G43 Hn - បើកដំណើរការសំណងអុហ្វសិតប្រវែងឧបករណ៍
- G49 - លុបចោលសំណងអុហ្វសិតប្រវែងឧបករណ៍
- G52 - កំណត់ការសម្របសម្រួលការងារ
- G92 - កំណត់កូអរដោនេសម្រាប់ទីតាំងបច្ចុប្បន្ន
- G92.1 - កំណត់អុហ្វសិតសំរបសំរួលការងារឡើងវិញ
- G53 - ផ្លាស់ទីក្នុងកូអរដោនេម៉ាស៊ីន
- G54-G59 - កំណត់ឧបករណ៍បច្ចុប្បន្ន
- G54.1 Px - ទម្រង់សំណុំឧបករណ៍បន្ថែម, x=1-20
- G61 - របៀបបញ្ឈប់ពិតប្រាកដ
- G64 - របៀបល្បឿនថេរ
- G17, G18, G19 - ការជ្រើសរើសយន្តហោះការងារ
- G90 - ទីតាំងដាច់ខាត
- G91 - ទីតាំងដែលទាក់ទង
- G90.1 - ដាច់ខាត I, J, K សម្រាប់ធ្នូ
- G91.1 - ទាក់ទង I, J, K សម្រាប់ arcs
- Fxxx - កំណត់អត្រាចំណី
- Sxxx - កំណត់ល្បឿន spindle rpm (គ្រប់គ្រង PWM ចេញ)
ពាក្យបញ្ជា M ដែលគាំទ្រ (ម៉ាក្រូ)
- M0, M1 - កម្មវិធីឈប់
- M3, M4 - ចាប់ផ្តើម spindle (ធ្វើឱ្យការបញ្ជូនបន្ត spindle)
- M5 - បញ្ឈប់ spindle
- M6 Tn - ការផ្លាស់ប្តូរឧបករណ៍
- M7 - បើកម៉ាស៊ីនត្រជាក់
- M8 - បើកម៉ាស៊ីនត្រជាក់
- M9 - បិទម៉ាស៊ីនត្រជាក់ទាំងពីរ
- M10 Px - បើកសញ្ញាឌីជីថលយ៉ាងរហ័ស Ext#x (ឡាស៊ែរ)
- M11 Px - បិទសញ្ញាឌីជីថលយ៉ាងរហ័ស Ext#x (ឡាស៊ែរ)
- M10 Qx - កំណត់វដ្តកាតព្វកិច្ច PWM, x=0-255 (ឡាស៊ែរ)
- M98 Px, Ln - ហៅទម្រង់បែបបទរង x, n ដង
- Ox - កំណត់ការចាប់ផ្តើមទម្រង់រង
- M99 - ត្រឡប់ពីទម្រង់បែបបទរង
- M30, M2 - កម្មវិធីឈប់ និងត្រលប់មកវិញ
- M47 - ធ្វើកម្មវិធីម្តងទៀតពីជួរទីមួយ
- #num=value – កំណត់តម្លៃទៅលេខអថេរ g-code
- [#num1 + #num2 * …] – កន្សោមដោយប្រើសញ្ញាប្រមាណវិធី + – * / ^
- Nx - លេខបន្ទាត់ (មិនអើពើ)
- (,) - បើកនិងបិទមតិយោបល់
- ; - មតិនៅចុងបញ្ចប់នៃបន្ទាត់
ផ្លូវកាត់ក្តារចុច
កម្មវិធី mikroCNC គាំទ្រគ្រាប់ចុចផ្លូវកាត់ខាងក្រោម៖
- Ctrl+O GotoZero
- បញ្ជា (Ctrl) + R ដំណើរការកម្មវិធី
- បញ្ជា (Ctrl)+S បញ្ឈប់
- បញ្ជា (Ctrl)+W ថយក្រោយ
- Ctrl+Space Feedhold
- បញ្ជា (Ctrl) + អ៊ី បើក / បិទ
- បញ្ជា (Ctrl)+L ផ្ទុក
- បញ្ជា (Ctrl)+A ពង្រីក ដើម្បីបង្ហាញទាំងអស់។
- បញ្ជា (Ctrl) + P ចាប់ផ្តើម / បញ្ឈប់ spindle
- បញ្ជា (Ctrl) + H លំដាប់លំដោយ
- បញ្ជា (Ctrl) + បញ្ចូលបន្ទាត់ MDI
- បញ្ជា (Ctrl)+D បង្អួចការវិនិច្ឆ័យ
- Ctrl+Tab Jog & Mpg បង្អួច
- Alt+Enter៖ ពេញអេក្រង់
- ព្រួញឆ្វេង-ស្ដាំ Jog អ័ក្ស
- ព្រួញឡើងលើ-ចុះក្រោម Jog-axis
- អ័ក្ស PgUp-PgDown Jog Z
- Shift+Jog Keys ល្បឿនពេញ
- Ctrl+Jog Keys ល្បឿនពេញ
ការកែប្រែឯកសារ
- Ver. 1.0 ខែវិច្ឆិកា ឆ្នាំ 2021។ ការចេញផ្សាយឯកសារដំបូង
- Ver. 1.1 ខែកក្កដា ឆ្នាំ 2023។ បានបន្ថែមផ្នែករឹងថ្មីដែលគាំទ្រ។ ការធ្វើបច្ចុប្បន្នភាពអត្ថបទតូច
សំណួរគេសួរញឹកញាប់
- សំណួរ៖ តើខ្ញុំអាចស្វែងរកជំនួយបច្ចេកទេសសម្រាប់កម្មវិធី mikroCNC នៅឯណា?
- ចម្លើយ៖ សម្រាប់បញ្ហាដែលបានជួបប្រទះ របាយការណ៍កំហុស និងការផ្ដល់យោបល់ អ្នកអាចផ្ញើអ៊ីមែល support@audiohms.com.
- សំណួរ៖ តើប្រព័ន្ធប្រតិបត្តិការដែលគាំទ្រសម្រាប់កម្មវិធី mikroCNC មានអ្វីខ្លះ?
- A: កម្មវិធី mikroCNC ដំណើរការលើ Windows XP/Vista/7/8/8.1/10 ជាមួយនឹងស្ថាបត្យកម្ម 32-bit ឬ 64-bit។
- សំណួរ៖ តើឧបករណ៍បញ្ជាចលនាអ្វីខ្លះត្រូវបានគាំទ្រដោយកម្មវិធី mikroCNC?
- ចម្លើយ៖ កម្មវិធី mikroCNC បច្ចុប្បន្នគាំទ្រឧបករណ៍បញ្ជាចលនា Audioms Automatika ខាងក្រោម៖ ISO-USB-BOX, USB-MC-INT និង USB-MC។
- សំណួរ៖ តើ ramp គាំទ្រfiles មានសម្រាប់ការបង្កើនល្បឿន និងការបន្ថយ?
- A: កម្មវិធី mikroCNC ផ្តល់នូវជម្រើសនៃ trapezoidal ramp គាំទ្រfile និង S-profileដែលផ្តល់នូវការថយចុះគួរឱ្យកត់សម្គាល់នៃកម្លាំងនិចលភាព និងការរំញ័រ។
ស្កេន

Audioms Automatika doo Kragujevac ប្រទេសស៊ែប៊ី
web: www.audiohms.com
អ៊ីមែល៖ office@audiohms.com
សៀវភៅណែនាំអ្នកប្រើប្រាស់កម្មវិធី mikroCNC ខែកក្កដា ឆ្នាំ 2023។
ឯកសារ/ធនធាន
 |
កម្មវិធី Audioms mikroCNC សម្រាប់ការគ្រប់គ្រងម៉ាស៊ីន CNC [pdf] ការណែនាំអ្នកប្រើប្រាស់ កម្មវិធី mikroCNC សម្រាប់ការគ្រប់គ្រងម៉ាស៊ីន CNC, mikroCNC, កម្មវិធីសម្រាប់ការគ្រប់គ្រងម៉ាស៊ីន CNC, ការគ្រប់គ្រងម៉ាស៊ីន CNC, ការគ្រប់គ្រងម៉ាស៊ីន, ការត្រួតពិនិត្យ |



