![]() DS3 Soldering Controller
DS3 Soldering Controller
សៀវភៅណែនាំ
DS3 Soldering Controller

អរគុណសម្រាប់ការទិញasing the OMEGA.
សូមអានការណែនាំទាំងនេះឱ្យបានហ្មត់ចត់សម្រាប់ការប្រើប្រាស់ម៉ាស៊ីននេះឱ្យបានត្រឹមត្រូវ។ ត្រូវប្រាកដថាអាន "កំណត់ចំណាំសុវត្ថិភាព" មុនពេលអ្នកប្រើម៉ាស៊ីន។ ព័ត៌មាននេះការពារអ្នកពីគ្រោះថ្នាក់ដែលអាចកើតមានអំឡុងពេលប្រើប្រាស់។
កំណត់ចំណាំសុវត្ថិភាព
- សៀវភៅណែនាំនេះរួមបញ្ចូលព័ត៌មានសំខាន់ៗដើម្បីប្រើម៉ាស៊ីននេះដោយសុវត្ថិភាព។ នេះក៏រួមបញ្ចូលទាំងព័ត៌មានដែលមានប្រយោជន៍ផងដែរដើម្បីការពារការរបួសឬការខូចខាតទ្រព្យសម្បត្តិ។ សូមអានសៀវភៅណែនាំនេះដោយប្រុងប្រយ័ត្នមុនពេលភ្ជាប់ ឬដំណើរការ OMEGA។
- រក្សាសៀវភៅណែនាំនេះនៅជិតម៉ាស៊ីនគ្រប់ពេលវេលា។
ផ្គត់ផ្គង់តែវ៉ុលដែលបានបញ្ជាក់tage - កុំភ្ជាប់ទៅការផ្គត់ផ្គង់ថាមពលធំជាងវ៉ុលដែលបានបញ្ជាក់tagអ៊ី ប្រសិនបើ voltage ត្រូវបានលើស ការឆក់អគ្គិសនី និង / ឬការខូចខាតដល់អង្គភាពអាចកើតឡើង។
- ត្រូវប្រាកដថាព្រីភ្លើងមានដីត្រឹមត្រូវ។ ប្រសិនបើព្រីមិនមានមូលដ្ឋានត្រឹមត្រូវ ការឆក់អគ្គិសនី និង/ឬការខូចខាតដល់អង្គភាពអាចកើតឡើង។
ដំណើរការសីតុណ្ហភាព និងសំណើមដែលទាក់ទង - ម៉ាស៊ីននេះត្រូវបានគេរចនាឡើងសម្រាប់ប្រើចន្លោះពី 10 ទៅ 40 ដឺក្រេ C, 10% ~ 85% ។
- កុំប្រើម៉ាស៊ីននេះលើសពីលក្ខខណ្ឌទាំងនេះ។
កំណត់សីតុណ្ហភាពរបស់ឧបករណ៍បញ្ជាកំដៅ - កុំកំណត់សីតុណ្ហភាពរបស់ឧបករណ៍បញ្ជាកំដៅលើសពី 500 អង្សាសេ។ វាអាចបណ្តាលឱ្យដំណើរការខុសប្រក្រតី។
ដោះស្រាយដោយប្រុងប្រយ័ត្ន - ម៉ាស៊ីននេះត្រូវបានគេរចនាឡើងដើម្បីប្រើឧបករណ៍បំពងនិងដែកក្តៅសម្រាប់ការផ្សារ។ ការប៉ះដែក soldering ដែលគេឱ្យឈ្មោះថានឹងបណ្តាលឱ្យរលាកធ្ងន់ធ្ងរ។ ត្រូវប្រាកដថាដែកត្រជាក់ចុះ មុនពេលអ្នកប៉ះវា ដើម្បីជំនួសប្រអប់ដែក។
- សូមគ្រប់គ្រងម៉ាស៊ីននេះដោយប្រុងប្រយ័ត្ន។ ប្រសិនបើម៉ាស៊ីនត្រូវបានទម្លាក់ ឬទ្រទ្រង់ផលប៉ះពាល់/រំញ័រខ្លាំង វាអាចបណ្តាលឱ្យដំណើរការខុសប្រក្រតី។ ប្រសិនបើអ្នកមិនប្រើម៉ាស៊ីនយូរ
- សូមបិទថាមពល ដោះខ្សែភ្លើងចេញ ហើយទុកវានៅកន្លែងស្ងួត និងត្រជាក់។
ប្រសិនបើអ្នកសម្គាល់ឃើញថាម៉ាស៊ីនមិនដំណើរការ - ប្រសិនបើម៉ាស៊ីនដំណើរការខុសប្រក្រតី សូមបិទភ្លើងភ្លាមៗ ហើយទាក់ទងអ្នកចែកបៀដែលអ្នកបានទិញម៉ាស៊ីនពី។
រយៈពេលធានា - រយៈពេលធានាគឺមួយឆ្នាំបន្ទាប់ពីផលិតផលត្រូវបានចែកចាយ។
ប្រសិនបើមានបញ្ហាដែលមិននឹកស្មានដល់ដែលក្រុមហ៊ុនរបស់យើងទទួលបន្ទុកកើតឡើងក្នុងរយៈពេលធានានោះ យើងជួសជុលវាដោយមិនគិតថ្លៃ។
អភ័យឯកសិទ្ធិពីការទទួលខុសត្រូវ
- យើងមិនទទួលខុសត្រូវចំពោះការខូចខាតដែលបណ្តាលមកពីការប្រើប្រាស់ខុស កំហុសឆ្គង គ្រោះថ្នាក់ ការប្រើប្រាស់ក្នុងស្ថានភាពមិនប្រក្រតី ឬគ្រោះធម្មជាតិ ដូចជាការរញ្ជួយដី អគ្គីភ័យជាដើម។
- យើងមិនទទួលខុសត្រូវណាមួយលើការខាតបង់ពេលវេលា (ការបាត់បង់អាជីវកម្ម ការបញ្ឈប់អាជីវកម្ម ការបន្ថែមម៉ោង សំណល់អេតចាយ ឬការកាត់បន្ថយទិន្នផល) ដែលបង្កឡើងដោយការបញ្ឈប់ម៉ាស៊ីន ឬបញ្ហាណាមួយជាមួយនឹងគ្រឿងបន្លាស់ និងគ្រឿងបន្លាស់ Apollo Seiko ។
- យើងមិនទទួលខុសត្រូវចំពោះការបាត់បង់ ឬការខូចខាតដែលបណ្តាលមកពីប្រតិបត្តិការជាមួយមធ្យោបាយផ្សេងទៀតដែលមិនបានរៀបរាប់នៅក្នុងសៀវភៅណែនាំនេះទេ។
- យើងមិនទទួលខុសត្រូវចំពោះការបាត់បង់ ឬការខូចខាតដែលបណ្តាលមកពីការភ្ជាប់ខុសជាមួយឧបករណ៍ផ្សេងទៀត។
- ប្រសិនបើសម្រាប់ហេតុផលណាមួយសៀគ្វីខាងក្នុងគឺ tampវាត្រូវបានផ្លាស់ប្តូរ ឬជួសជុលដោយគ្មានការយល់ព្រមជាលាយលក្ខណ៍អក្សរពី Apollo Seiko ការធានាគឺទុកជាមោឃៈ។ អតិថិជនត្រូវបានអនុញ្ញាតឱ្យធ្វើការកែតម្រូវឧបករណ៍ចាំបាច់ ជំនួសគន្លឹះដែក solder និងធ្វើការកែតម្រូវចាំបាច់ណាមួយចំពោះឧបករណ៍បញ្ជាសីតុណ្ហភាព។
11. លក្ខណៈបច្ចេកទេសទំនាក់ទំនងរបស់ឧបករណ៍បញ្ជាខាងក្រៅ
11.1 លក្ខណៈបច្ចេកទេសទំនាក់ទំនងសៀរៀល
ស្តង់ដារទំនាក់ទំនង៖ RS-232C
ពិធីការទំនាក់ទំនងមិនដំណើរការ
លេខភ្ជាប់៖ ១ លើ ១
ប្រព័ន្ធធ្វើសមកាលកម្ម៖ ចាប់ផ្តើម - បញ្ឈប់ប្រព័ន្ធធ្វើសមកាលកម្ម
លេខកូដបញ្ជូន ASCII
ប្រព័ន្ធខ្សែបីចំណុចប្រទាក់ (TxD / RxD / GND)
ល្បឿនទំនាក់ទំនង: 9600bss
ប្រវែងប៊ីតចាប់ផ្តើម៖ ១ ប៊ីត (ថេរ)
ប្រវែងប៊ីត៖ ៨ ប៊ីត
Parity គ្មាន
ពេលវេលាពន្យាពេលឆ្លើយតប៖ 0 ~ 250ms'
11.2 ទម្រង់ទំនាក់ទំនង ការទំនាក់ទំនងទាំងអស់គឺ STX + អត្ថបទឯកតាសំខាន់ + ETX + ទម្រង់ SUM ។
ការទំនាក់ទំនងទាំងអស់គឺ STX + អត្ថបទឯកតាសំខាន់ + ETX + ទម្រង់ SUM ។
| STX | អត្ថបទចម្បង | អិល។ អេ | SUM (ខ្ពស់ជាង) | SUM (ទាបជាង) |
SUM គឺជាតម្លៃដែលកើតចេញពីការបន្ថែមតម្លៃទសភាគនៃតួអក្សរក្នុងអត្ថបទមេ ដោយបំប្លែងពួកវាទៅលេខគោលដប់ប្រាំមួយ ហើយបន្ទាប់មកបន្ថែមលទ្ធផល 2 បៃបន្ទាប់ពី ETX ។
នៅពេលដែល SUM លើសពីប្រវែងទិន្នន័យ 8 ប៊ីត មានតែតម្លៃសំខាន់ពីរប៉ុណ្ណោះដែលត្រូវតែរក្សាទុក។
ឧទាហរណ៍ ប្រសិនបើ SUM គឺ 1526 ស្មើនឹង 5F6h ក្នុងលេខគោលដប់ប្រាំមួយ ដែលលើសពីដែនកំណត់ 8 ប៊ីត ក្នុងករណីនេះ មានតែលេខពីរដែលមិនសូវសំខាន់ប៉ុណ្ណោះនឹងត្រូវបានយកមកពិចារណា ("F6") ដែលជាចំនួនពីរបៃដែលនឹងត្រូវបានបន្ថែម។ (ប្រើអក្សរធំភាសាអង់គ្លេស) បន្ទាប់ពី ETX ។
ប្រសិនបើតម្លៃ SUM ដែលបានបន្ថែមទៅពាក្យបញ្ជា និងតម្លៃ SUM ដែលបានគណនាមិនត្រូវគ្នានោះ ពាក្យបញ្ជាត្រូវបានចាត់ទុកជាទិន្នន័យដែលគ្មានការអនុញ្ញាត មិនត្រូវបានអើពើ និងលុបចេញ។ នៅពេលវាកើតឡើង ពាក្យបញ្ជាត្រូវបានលុបចោល ហើយសំណើបញ្ជូនឡើងវិញមិនត្រូវបានអនុវត្តទេ។
ការគណនាតម្លៃ SUM ឧample ក្នុងករណី STX + [K12C] + ETX + SUM 75(4Bh) + 49(31h) + 50(32h) + 67(43h) = 241(F1h)
| STX | 'K' | '1' | '2' | 'C' | អិល។ អេ | 'F' | '1' |
| ១៧០០០ ម៉ោង។ | ០ ប៊ី | ១៧០០០ ម៉ោង។ | ១៧០០០ ម៉ោង។ | ១៧០០០ ម៉ោង។ | ១៧០០០ ម៉ោង។ | ១៧០០០ ម៉ោង។ | ១៧០០០ ម៉ោង។ |
១១.៣ ពាក្យបញ្ជាផ្សេងៗ
11.3.1 A: សំណើព័ត៌មានរបស់ឧបករណ៍បញ្ជា soldering
| 【លេខកូដ】 | ៤១H('A') |
| 【មុខងារ】 | ការស្នើសុំព័ត៌មានអំពីឧបករណ៍បញ្ជា soldering |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជាខាងក្រៅ → ឧបករណ៍បញ្ជាផ្សារ |
| 【ទិន្នន័យ】 | គ្មាន |
| 【ការពន្យល់】 | វាពិនិត្យស្ថានភាពនៃឧបករណ៍បញ្ជា soldering ( solder shortage / solder ស្ទះ) ។ នៅពេលដែលឧបករណ៍បញ្ជា soldering ទទួលបានពាក្យបញ្ជានេះវាត្រឡប់ពាក្យបញ្ជា "a" ។ |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'អេ' | អិល។ អេ | SUM | |
11.3.2 a : ការស្នើសុំព័ត៌មានរបស់ឧបករណ៍បញ្ជា Soldering Controller
| 【លេខកូដ】 | ៦១H('a') |
| 【មុខងារ】 | ព័ត៌មានអំពីឧបករណ៍បញ្ជា soldering ស្នើសុំត្រឡប់មកវិញ |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជា soldering → ឧបករណ៍បញ្ជាខាងក្រៅ |
| 【ទិន្នន័យ】 | រដ្ឋ (0: ធម្មតា, 1: Solder shortage, 2: Solder clogged, 3: Solder shortage & solder ស្ទះ) |
| 【ការពន្យល់】 | វាគឺជាការឆ្លើយតបទៅនឹងពាក្យបញ្ជា A ពីឧបករណ៍បញ្ជាខាងក្រៅ។ |
| 1 | 2 | 3 | 4 | 5 | 6 |
| STX | 'អា' | រដ្ឋ | អិល។ អេ | SUM | |
11.3.3 B: សំណើរដ្ឋត្រួតពិនិត្យសីតុណ្ហភាព
| 【លេខកូដ】 | 42H('B') |
| 【មុខងារ】 | សំណើរដ្ឋគ្រប់គ្រងសីតុណ្ហភាព |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជាខាងក្រៅ → ឧបករណ៍បញ្ជាផ្សារ |
| 【ទិន្នន័យ】 | គ្មាន |
| 【ការពន្យល់】 | វាពិនិត្យស្ថានភាពប្រតិបត្តិការនៃឧបករណ៍បញ្ជាសីតុណ្ហភាពនៃឧបករណ៍បញ្ជា soldering ។ នៅពេលដែលឧបករណ៍បញ្ជា soldering ទទួលបានពាក្យបញ្ជានេះវាត្រឡប់ "b" ។ |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'អ៊ី' | អិល។ អេ | SUM | |
11.3.4 ខ : ការឆ្លើយតបសំណើស្ថានភាពត្រួតពិនិត្យសីតុណ្ហភាព
| 【លេខកូដ】 | ៦២H('b') |
| 【មុខងារ】 | សំណើរដ្ឋគ្រប់គ្រងសីតុណ្ហភាពត្រឡប់មកវិញ |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជា soldering → ឧបករណ៍បញ្ជាខាងក្រៅ |
| 【ទិន្នន័យ】 | 0: រួចរាល់ ឬធម្មតា 1: ក្នុងការរៀបចំ / កំហុស (*រួចរាល់ ឬធម្មតា៖ លក្ខខណ្ឌនៃសញ្ញា READY ខ្ពស់) |
| 【ការពន្យល់】 | វាគឺជាការឆ្លើយតបទៅនឹងពាក្យបញ្ជា B ពីឧបករណ៍បញ្ជាខាងក្រៅ។ |
| 1 | 2 | 3 | 4 | 5 | 6 |
| STX | 'b' | រដ្ឋ | អិល។ អេ | SUM | |
11.3.5 C: សំណើផ្ទេរលក្ខខណ្ឌ Solder
| 【លេខកូដ】 | ៤៣H('C') |
| 【មុខងារ】 | សំណើផ្ទេរលក្ខខណ្ឌ solder |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជាខាងក្រៅ → ឧបករណ៍បញ្ជាផ្សារ |
| 【ទិន្នន័យ】 | លេខលក្ខខណ្ឌ solder |
| 【ការពន្យល់】 | វាស្នើសុំលក្ខខណ្ឌ solder ដែលបានរក្សាទុកនៅក្នុងឧបករណ៍បញ្ជា soldering ។ លេខលក្ខខណ្ឌ solder ត្រូវបានបញ្ជាក់ដោយលេខគោលដប់ប្រាំមួយ / 4 ខ្ទង់ (2 Byte) ។ ឧទាហរណ៍៖ នៅពេលដែលលក្ខខណ្ឌ solder គឺ 124 វាបញ្ជាក់ 007CH ។ |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| STX | 'គ' | លេខលក្ខខណ្ឌ solder | អិល។ អេ | SUM | ||||
11.3.6 គ៖ សំណើផ្ទេរទិន្នន័យលក្ខខណ្ឌ Solder
| 【លេខកូដ】 【មុខងារ】 【ទិសដៅ】 |
៦៣ ('c') លក្ខខណ្ឌ solder សំណើផ្ទេរទិន្នន័យ ឧបករណ៍បញ្ជា soldering → ឧបករណ៍បញ្ជាខាងក្រៅ |
|
| 【ទិន្នន័យ】 | លក្ខខណ្ឌលក់លេខ 000, 101~199, 201~299, 301~399
របៀបលក់ 0, 1, 2, 3, 4, 5 |
4 បៃ
1 បៃ |
| SV2 កំណត់ពេលវេលាកើនឡើងនៃសីតុណ្ហភាព | 3 បៃ | |
| ទី 1 បរិមាណចំណីខ្សែភ្លើង | 3 បៃ | |
| ទី 1 ល្បឿននៃការចិញ្ចឹមខ្សែភ្លើង | 3 បៃ | |
| 1st solder wire បញ្ច្រាសចំនួនទឹកប្រាក់ | 3 បៃ | |
| ទី 1 ល្បឿនបញ្ច្រាសខ្សែ | 3 បៃ | |
| ពេលវេលាកំដៅមុន។ | 3 បៃ | |
| ទី 2 បរិមាណចំណីលួស | 3 បៃ | |
| ទី 2 ល្បឿននៃការចិញ្ចឹមខ្សែភ្លើង | 3 បៃ | |
| ទី 2 ចំនួននៃការបញ្ច្រាសលួស solder | 3 បៃ | |
| ទី 2 ល្បឿនបញ្ច្រាសនៃលួស solder | 3 បៃ | |
| ពេលវេលាកំដៅ | 3 បៃ | |
| ទី 3 បរិមាណចំណីលួស | 3 បៃ | |
| ទី 3 ល្បឿននៃការចិញ្ចឹមលួស solder | 3 បៃ | |
| ទី 3 solder wire បញ្ច្រាសចំនួនទឹកប្រាក់ | 3 បៃ | |
| ទី 3 solder wire ល្បឿនបញ្ច្រាស | 3 បៃ | |
| ពេលវេលាអាងហែលទឹក | 3 បៃ |
【ការពន្យល់】
វាគឺជាការត្រឡប់ទៅពាក្យបញ្ជា C ពីឧបករណ៍បញ្ជាខាងក្រៅ។
វាជាលេខគោលដប់ប្រាំមួយ / លេខ 3 ខ្ទង់ លើកលែងតែលេខលក្ខខណ្ឌ Solder និងរបៀប Solder ។
វាជាលេខគោលដប់ប្រាំមួយ / លេខ 4 ខ្ទង់នៅក្នុងលេខលក្ខខណ្ឌ Solder ។
វាជាលេខគោលដប់ប្រាំមួយ / 1 ខ្ទង់នៅក្នុងរបៀប Solder ។
តម្លៃចែកនឹង 10 បន្ទាប់ពីបំប្លែងវាទៅជាលេខទសភាគក្លាយជាតម្លៃកំណត់ជាក់ស្តែង។
ប្រសិនបើវាបញ្ជាក់លេខលក្ខខណ្ឌ solder ដែលមិនមាននៅក្នុងពាក្យបញ្ជា C នោះវាមិនអើពើនឹងពាក្យបញ្ជានោះទេ។
ចំនួននៃរបៀប Solder មានដូចខាងក្រោម;
0: ចំណុចពិសេស soldering
1: ស្លាយពិសេស
2: ចំណុច soldering ពិសេស (ដោយគ្មានចលនាឡើងដែក)
3: ពិសេសងាយស្រួលប្រើ ស្លាយ
៤៖ លក់មុន
៥៖ កំណត់សីតុណ្ហភាព
នៅពេលដែលរបៀប solder គឺ “5: Set Temp” វាត្រឡប់សីតុណ្ហភាពដែលបានកំណត់ និងដំណើរការនៃសីតុណ្ហភាពដែលបានកំណត់។
| កំណត់សីតុណ្ហភាព | 3 បៃ |
| ដំណើរការកំណត់សីតុណ្ហភាព | 3 បៃ |
នៅពេលដែលលេខលក្ខខណ្ឌ solder គឺ 0 វាត្រឡប់ពេលវេលាផ្លុំខ្យល់នៃការសម្អាត។
| លេខលក្ខខណ្ឌ solder | 0 | 4 បៃ |
| ពេលវេលាផ្លុំខ្យល់ | 3 បៃ |
លើកលែងតែការកំណត់សីតុណ្ហភាព / ប្រតិបត្តិការសម្អាត
| 1 | 2 | 3 | 4 | 5 | 6 | … | 54 | 55 | 56 |
| STX | 'c' | លេខលក្ខខណ្ឌ solder | … | អិល។ អេ | SUM | ||||
កំណត់ប្រតិបត្តិការសីតុណ្ហភាព
| 1 | 2 | 3 | 4 | 5 | 6 | … | 12 | 13 | 14 |
| STX | 'c' | លេខលក្ខខណ្ឌ solder | … | អិល។ អេ | SUM | ||||
ប្រតិបត្តិការសម្អាត
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| STX | 'c' | '0' | '0' | '0' | '0' | ពេលវេលាផ្លុំខ្យល់ | អិល។ អេ | SUM | |||
11.3.7 D : សំណើផ្ទេរទិន្នន័យលក្ខខណ្ឌ Solder
| 【លេខកូដ】 【មុខងារ】【ទិសដៅ】 |
៤៤H('D') លក្ខខណ្ឌនៃការផ្ទេរទិន្នន័យ Solder Condition Request ឧបករណ៍បញ្ជាខាងក្រៅ → Soldering controller |
|
| 【ទិន្នន័យ】 | លក្ខខណ្ឌលក់លេខ 000, 101~199, 201~299, 301~399 របៀបលក់ 0, 1, 2, 3, 4, 5 |
4 បៃ 1 បៃ |
| SV2 កំណត់ពេលវេលាកើនឡើងនៃសីតុណ្ហភាព | 3 បៃ | |
| ទី 1 បរិមាណចំណីខ្សែភ្លើង | 3 បៃ | |
| ទី 1 ល្បឿននៃការចិញ្ចឹមខ្សែភ្លើង | 3 បៃ | |
| 1st solder wire បញ្ច្រាសចំនួនទឹកប្រាក់ | 3 បៃ | |
| ទី 1 ល្បឿនបញ្ច្រាសខ្សែ | 3 បៃ | |
| ពេលវេលាកំដៅមុន។ | 3 បៃ | |
| ទី 2 បរិមាណចំណីលួស | 3 បៃ | |
| ទី 2 ល្បឿននៃការចិញ្ចឹមខ្សែភ្លើង | 3 បៃ | |
| ទី 2 ចំនួននៃការបញ្ច្រាសលួស solder | 3 បៃ | |
| ទី 2 ល្បឿនបញ្ច្រាសនៃលួស solder | 3 បៃ | |
| ពេលវេលាកំដៅ | 3 បៃ | |
| ទី 3 បរិមាណចំណីលួស | 3 បៃ | |
| ទី 3 ល្បឿននៃការចិញ្ចឹមលួស solder | 3 បៃ | |
| ទី 3 solder wire បញ្ច្រាសចំនួនទឹកប្រាក់ | 3 បៃ | |
| ទី 3 solder wire ល្បឿនបញ្ច្រាស | 3 បៃ | |
| ពេលវេលាអាងហែលទឹក | 3 បៃ |
【ការពន្យល់】
វាកំណត់លក្ខខណ្ឌ solder ពីឧបករណ៍បញ្ជាខាងក្រៅទៅឧបករណ៍បញ្ជា soldering ។
វាជាលេខគោលដប់ប្រាំមួយ / លេខ 3 ខ្ទង់ លើកលែងតែលេខលក្ខខណ្ឌ Solder និងរបៀប Solder ។
ប្រសិនបើទិន្នន័យមានចំនុចទសភាគ តម្លៃដែលបានលុបចំនុចទសភាគត្រូវបានបង្ហាញជាលេខគោលដប់ប្រាំមួយ។
Example 1: 3.5s⇒35(23H), ឧample 2: 10.0s⇒100(64H) វាជាលេខគោលដប់ប្រាំមួយ / លេខ 4 ខ្ទង់នៅក្នុងលេខលក្ខខណ្ឌ Solder ។
វាជាលេខគោលដប់ប្រាំមួយ / 1 ខ្ទង់នៅក្នុងរបៀប Solder ។
តម្លៃចែកនឹង 10 បន្ទាប់ពីបំប្លែងវាទៅជាលេខទសភាគក្លាយជាតម្លៃកំណត់ជាក់ស្តែង។
ប្រសិនបើវាបញ្ជាក់លេខលក្ខខណ្ឌ solder ដែលមិនមាន នោះវាមិនអើពើនឹងពាក្យបញ្ជានោះទេ។
ប្រសិនបើវាបញ្ជាក់របៀប solder ដែលមិនមាន នោះវាមិនអើពើនឹងពាក្យបញ្ជានោះទេ។
ប្រសិនបើទិន្នន័យស្ថិតនៅក្រៅជួរ នោះវាមិនអើពើនឹងពាក្យបញ្ជានោះទេ។
ចំនួននៃរបៀប Solder មានដូចខាងក្រោម;
0: ចំណុចពិសេស soldering
1: ស្លាយពិសេស
2: ចំណុច soldering ពិសេស (ដោយគ្មានចលនាឡើងដែក)
3: ពិសេសងាយស្រួលប្រើ ស្លាយ
៤៖ លក់មុន
៥៖ កំណត់សីតុណ្ហភាព
* តម្លៃនៅក្នុងករណីនៃចំណុច soldering និង Slide soldering មិនត្រូវបានជួសជុលទេ។
នៅពេលដែលរបៀប solder គឺ "5. កំណត់សីតុណ្ហភាព” វាកំណត់សីតុណ្ហភាពកំណត់ និងដំណើរការនៃសីតុណ្ហភាពកំណត់។
| កំណត់សីតុណ្ហភាព | 3 បៃ |
| ដំណើរការកំណត់សីតុណ្ហភាព | 3 បៃ |
នៅពេលដែលលេខលក្ខខណ្ឌ solder គឺ 0 វាកំណត់ពេលវេលាផ្លុំខ្យល់នៃការលាងសំអាត
| លេខលក្ខខណ្ឌ solder | 4 បៃ |
| ពេលវេលាផ្លុំខ្យល់ | 3 បៃ |
លើកលែងតែការកំណត់សីតុណ្ហភាព / ប្រតិបត្តិការសម្អាត
| 1 | 2 | 3 | 4 | 5 | 6 | … | 54 | 55 | 56 |
| STX | 'ឃ' | លេខលក្ខខណ្ឌ solder | … | អិល។ អេ | SUM | ||||
កំណត់ប្រតិបត្តិការសីតុណ្ហភាព
| 1 | 2 | 3 | 4 | 5 | 6 | … | 12 | 13 | 14 |
| STX | 'ឃ' | លេខលក្ខខណ្ឌ solder | … | អិល។ អេ | SUM | ||||
ប្រតិបត្តិការសម្អាត
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| STX | 'ឃ' | '0' | '0' | '0' | '0' | ពេលវេលាផ្លុំខ្យល់ | អិល។ អេ | SUM | |||
11.3.8 ឃ: សំណើទិន្នន័យលក្ខខណ្ឌនៃការលក់
| 【លេខកូដ】 | 64H('d') |
| 【មុខងារ】 | លក្ខខណ្ឌនៃការលក់ទិន្នន័យស្នើសុំត្រឡប់មកវិញ |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជា soldering → ឧបករណ៍បញ្ជាខាងក្រៅ |
| 【ទិន្នន័យ】 | គ្មាន |
| 【ការពន្យល់】 | វាគឺជាការឆ្លើយតបពីឧបករណ៍បញ្ជាខាងក្រៅទៅពាក្យបញ្ជា D ។ វាឆ្លើយតបនៅពេលដែលពាក្យបញ្ជា D ត្រូវបានទទួលជាធម្មតា។ |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'd' | អិល។ អេ | SUM | |
11.3.9 F : ការស្នើសុំពិសេស កំណត់ស្ថានភាព Temp
| 【លេខកូដ】 | ៤៦H('F') |
| 【មុខងារ】 | កំណត់សំណើស្ថានភាព Temp |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជាខាងក្រៅ → ឧបករណ៍បញ្ជាផ្សារ |
| 【ទិន្នន័យ】 | គ្មាន |
| 【ការពន្យល់】 | ឧបករណ៍បញ្ជាខាងក្រៅស្នើសុំកំណត់ស្ថានភាព Temp ទៅឧបករណ៍បញ្ជា soldering ។ |
| 1 | 2 | 3 | 4 | 5 |
| STX | ' ' | អិល។ អេ | SUM | |
11.3.10 f : Special Soldering Set Temp State Report
| 【លេខកូដ】 | ៦៦H('f') |
| 【មុខងារ】 | កំណត់របាយការណ៍ស្ថានភាពសីតុណ្ហភាព |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជា soldering → ឧបករណ៍បញ្ជាខាងក្រៅ |
| 【ទិន្នន័យ】 | ស្ថានភាពក្នុងករណីជួរ មិនត្រូវពិនិត្យនៅពេលដែល "ជួរសីតុណ្ហភាពសំឡេងរោទិ៍ទាប < PV < ជួរសីតុណ្ហភាពសំឡេងរោទិ៍ខ្ពស់" វាត្រឡប់ 0 ។ លើកលែងតែវា វាត្រឡប់ 1. ក្នុងករណីការកំណត់តម្លៃ នៅពេលដែល PV វិនិច្ឆ័យថាជាសីតុណ្ហភាពល្អបំផុត វាត្រឡប់ 0 ។ លើកលែងតែវា វាត្រឡប់ 1 ។ |
| 【ការពន្យល់】 | វាឆ្លើយតប កំណត់ស្ថានភាព Temp ទៅពាក្យបញ្ជា F ដែលមកពីឧបករណ៍បញ្ជាខាងលើ។ |
| 1 | 2 | 3 | 4 | 5 | 6 |
| STX | 'f' | រដ្ឋ | អិល។ អេ | SUM | |
11.3.11 G : Solder Mode ស្នើសុំផ្ទេរតែប៉ុណ្ណោះ
| 【លេខកូដ】 | 47H('G') |
| 【មុខងារ】 | របៀបលក់តែសំណើផ្ទេរប៉ុណ្ណោះ។ |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជាខាងក្រៅ → ឧបករណ៍បញ្ជាផ្សារ |
| 【ទិន្នន័យ】 | គ្មាន |
| 【ការពន្យល់】 |
| 1 | 2 | 3 | 4 | 5 |
| STX | '' | អិល។ អេ | SUM | |
11.3.12 g : Solder Mode only Transfer Request Return
| 【លេខកូដ】 | 67H('g') |
| 【មុខងារ】 | របៀបលក់តែការផ្ទេរសំណើត្រឡប់មកវិញ |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជា soldering → ឧបករណ៍បញ្ជាខាងក្រៅ |
| 【ទិន្នន័យ】 | របៀប solder តែប៉ុណ្ណោះ |
| 【ការពន្យល់】 | វាត្រឡប់លេខរបៀប solder នៃលេខលក្ខខណ្ឌ Solder 301 ~ 399 ជាទិន្នន័យបន្ត |
| 1 | 2 | 3 | … | … | 102 | 103 | 104 | 105 |
| STX | 'g' | លេខរបៀប solder | អិល។ អេ | SUM | ||||
11.3.13 H : ការប្រតិបត្តិ Soldering
| 【លេខកូដ】 | 48H('H') |
| 【មុខងារ】 | ការប្រតិបត្តិនៃការផ្សារ |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជាខាងក្រៅ → ឧបករណ៍បញ្ជាផ្សារ |
| 【ទិន្នន័យ】 | លេខលក្ខខណ្ឌ solder |
| 【ការពន្យល់】 | ឧបករណ៍បញ្ជាខាងក្រៅស្នើសុំទៅឧបករណ៍បញ្ជា soldering ដើម្បីប្រតិបត្តិ soldering ។ នៅពេលបញ្ជាក់លេខលក្ខខណ្ឌ solder ដែលមិនមាន វាមិនអើពើ បញ្ជា។ ក្នុងករណី Point soldering វាត្រឡប់ពាក្យបញ្ជា h បន្ទាប់ពីស៊េរីនៃការ soldering ប្រតិបត្តិការត្រូវបានបញ្ចប់។ ក្នុងករណី Slide soldering វាត្រឡប់ i command នៅពេលដែល soldering ទី 1 ត្រូវបានបញ្ចប់។ |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| STX | 'ហ' | លេខលក្ខខណ្ឌ solder | អិល។ អេ | SUM | ||||
11.3.14 ម៉ោង : របាយការណ៍បញ្ចប់ការផ្សារ
| 【លេខកូដ】 | 68 ('h') |
| 【មុខងារ】 | របាយការណ៍បញ្ចប់ការផ្សារដែក |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជា soldering → ឧបករណ៍បញ្ជាខាងក្រៅ |
| 【ទិន្នន័យ】 | គ្មាន |
| 【ការពន្យល់】 | វាត្រឡប់ការបញ្ចប់នៃប្រតិបត្តិការ soldering ទៅពាក្យបញ្ជា H ដែលមកពីខាងលើ ឧបករណ៍បញ្ជា។ ក្នុងករណីនៃ Slide soldering ពាក្យបញ្ជានេះមិនត្រូវបានត្រឡប់មកវិញទេ។ |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'h' | អិល។ អេ | SUM | |
11.3.15 I : សំណើចាប់ផ្តើមការផ្សារដែកស្លាយ
| 【លេខកូដ】 | 49H('I')、4H('J') |
| 【មុខងារ】 | ខ្ញុំ៖ សំណើចាប់ផ្តើមការផ្សារដែករុញ |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជាខាងក្រៅ → ឧបករណ៍បញ្ជាផ្សារ |
| 【ទិន្នន័យ】 | គ្មាន |
| 【ការពន្យល់】 | សូមមើល "13.2 Slide Soldering Operation" អំពីប្រតិបត្តិការ។ |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'ខ្ញុំ' | អិល។ អេ | SUM | |
| 1 | 2 | 3 | 4 | 5 |
| STX | ' | អិល។ អេ | SUM | |
11.3.16 i: របាយការណ៍បញ្ចប់ការផ្តល់ចំណីលើកទី 1 របស់ Slide Soldering, j: Slide Soldering Pre-heat Completion Report, k: Slide soldering របាយការណ៍បញ្ចប់
| 【លេខកូដ】 | ៦៩H('i')、6AH('j')、6BH('k') |
| 【មុខងារ】 | អ៊ី៖ របាយការណ៍បញ្ចប់ការបំបៅលើកទី 1 នៃការលក់ស្លាយ j: របាយការណ៏ការបញ្ចប់កំដៅមុនការបិទភ្ជាប់ k: របាយការណ៏ការបញ្ចប់ការផ្សារដែកស្លាយ |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជា soldering → ឧបករណ៍បញ្ជាខាងក្រៅ |
| 【ទិន្នន័យ】 | គ្មាន |
| 【ការពន្យល់】 | សូមមើល "13.2 Slide Soldering Operation" អំពីប្រតិបត្តិការ។ |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'ខ្ញុំ' | អិល។ អេ | SUM | |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'j' | អិល។ អេ | SUM | |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'k' | អិល។ អេ | SUM | |
11.3.17 N៖ របាយការណ៍បញ្ចប់ការស្រោបស្លាយងាយស្រួល
| 【លេខកូដ】 | ៤EH('N') |
| 【មុខងារ】 | របាយការណ៍ការបញ្ចប់ការលក់ស្លាយងាយស្រួល |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជាខាងក្រៅ → ឧបករណ៍បញ្ជាផ្សារ |
| 【ទិន្នន័យ】 | គ្មាន |
| 【ការពន្យល់】 | យោងទៅ "13.6 ប្រតិបត្តិការពិសេសនៃការលក់ស្លាយងាយស្រួលលក់" អំពីប្រតិបត្តិការ។ |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| STX | '' | កំណត់សីតុណ្ហភាព | អិល។ អេ | SUM | |||
11.3.18 K៖ ការផ្លាស់ប្តូរឧបករណ៍បញ្ជាសីតុណ្ហភាព SV
| 【លេខកូដ】 | 4BH('K') |
| 【មុខងារ】 | ការផ្លាស់ប្តូរឧបករណ៍បញ្ជាសីតុណ្ហភាព SV |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជាខាងក្រៅ → ឧបករណ៍បញ្ជាផ្សារ |
| 【ទិន្នន័យ】 | សីតុណ្ហភាព 3 ខ្ទង់ (សញ្ញាគោលដប់ប្រាំមួយ) |
| 【ការពន្យល់】 | សីតុណ្ហភាពដែលបានបញ្ជាក់ត្រូវបានកំណត់ទៅ "ការកំណត់សីតុណ្ហភាព" នៃប៉ារ៉ាម៉ែត្រប្រព័ន្ធ។ នៅពេលដែលវាជាតម្លៃលើសពីការកំណត់សីតុណ្ហភាពអតិបរមា វានឹងមិនកំណត់ទេ។ |
| 1 | 2 | 3 | 4 | 5 |
| STX | '' | អិល។ អេ | SUM | |
11.3.19 ទំ : ការចាប់ផ្តើមការផ្តល់ចំណីដោយអ្នកលក់ដោយដៃ
| 【លេខកូដ】 | 50H('P') |
| 【មុខងារ】 | ការចាប់ផ្តើមការផ្តល់អាហារដល់ solder ដោយដៃ |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជាខាងក្រៅ → ឧបករណ៍បញ្ជាផ្សារ |
| 【ទិន្នន័យ】 | គ្មាន |
| 【ការពន្យល់】 | នៅពេលដែលវាទទួលបានពាក្យបញ្ជានេះ ខណៈពេលដែលប្រតិបត្តិការស្វ័យប្រវត្តិកំពុងឈប់ វាចាប់ផ្តើមផ្តល់ចំណីដល់ខ្សែភ្លើង។ វាបន្តចិញ្ចឹម solder រហូតទាល់តែវាទទួលបាន Manual solder feeding end command។ |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'Q' | អិល។ អេ | SUM | |
11.3.21 R : Manual Solder Reversing Start
| 【លេខកូដ】 | ៥២H('R') |
| 【មុខងារ】 | ការចាប់ផ្តើមនៃការបញ្ច្រាស solder ដោយដៃ |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជាខាងក្រៅ → ឧបករណ៍បញ្ជាផ្សារ |
| 【ទិន្នន័យ】 | គ្មាន |
| 【ការពន្យល់】 | ប្រសិនបើវាទទួលពាក្យបញ្ជានេះ ខណៈពេលដែលប្រតិបត្តិការស្វ័យប្រវត្តិកំពុងឈប់ វាចាប់ផ្តើមដំណើរការបញ្ច្រាស។ ប្រសិនបើវាទទួលពាក្យបញ្ជានេះ ខណៈពេលដែលការផ្តល់អាហារដោយ solder ដោយដៃត្រូវបានបញ្ឈប់ វាមិនអើពើនឹងពាក្យបញ្ជានោះទេ។ |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'ត' | អិល។ អេ | SUM | |
11.3.22 S : Manual Solder Reversing End
| 【លេខកូដ】 | ៥៥៣ ('S') |
| 【មុខងារ】 | solder ដោយដៃបញ្ច្រាសចុង |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជាខាងក្រៅ → ឧបករណ៍បញ្ជាផ្សារ |
| 【ទិន្នន័យ】 | គ្មាន |
| 【ការពន្យល់】 | ប្រសិនបើវាទទួលពាក្យបញ្ជានេះ ខណៈពេលដែលការបញ្ច្រាស solder ដោយដៃ វាបញ្ឈប់ការបញ្ច្រាស solder ដោយដៃ។ ប្រសិនបើវាទទួលពាក្យបញ្ជានេះកំឡុងពេលផ្តល់ចំណីដោយស្វ័យប្រវត្តិ នោះវាមិនអើពើនឹងពាក្យបញ្ជានោះទេ។ |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'ត' | អិល។ អេ | SUM | |
11.3.23 T: ការចាប់ផ្តើមផ្លុំខ្យល់ដោយដៃ
| 【លេខកូដ】 | ៥៤H('T') |
| 【មុខងារ】 | ការចាប់ផ្តើមផ្លុំខ្យល់ដោយដៃ |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជាខាងក្រៅ → ឧបករណ៍បញ្ជាផ្សារ |
| 【ទិន្នន័យ】 | គ្មាន |
| 【ការពន្យល់】 | វាបញ្ចេញខ្យល់។ |
| 1 | 2 | 3 | 4 | 5 |
| STX | ' | អិល។ អេ | SUM | |
11.3.24 U : ការផ្លុំខ្យល់ដោយដៃដោយដៃ
| 【លេខកូដ】 | 55H('U') |
| 【មុខងារ】 | ចុងផ្លុំខ្យល់ដោយដៃ |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជាខាងក្រៅ → ឧបករណ៍បញ្ជាផ្សារ |
| 【ទិន្នន័យ】 | គ្មាន |
| 【ការពន្យល់】 | វាបញ្ឈប់ការបញ្ចេញខ្យល់។ |
| 1 | 2 | 3 | 4 | 5 |
| STX | '' | អិល។ អេ | SUM | |
11.3.25 V: Iron Up ដោយដៃ
| 【លេខកូដ】 | 56H('V') |
| 【មុខងារ】 | ឡើងដែកដោយដៃ |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជាខាងក្រៅ → ឧបករណ៍បញ្ជាផ្សារ |
| 【ទិន្នន័យ】 | គ្មាន |
| 【ការពន្យល់】 | ប្រសិនបើវាទទួលពាក្យបញ្ជានេះ ខណៈពេលដែលប្រតិបត្តិការស្វ័យប្រវត្តិកំពុងឈប់ វាធ្វើឲ្យដែកឡើង។ វាមិនវិនិច្ឆ័យ "ការកំណត់កំហុសឧបករណ៍ចាប់សញ្ញាឡើងលើ/ចុះក្រោម" នៅក្នុងពាក្យបញ្ជានេះទេ។ |
| 1 | 2 | 3 | 4 | 5 |
| STX | '' | អិល។ អេ | SUM | |
11.3.26 W៖ Iron Down ដោយដៃ
| 【លេខកូដ】 | 57H('W') |
| 【មុខងារ】 | ដែកចុះក្រោមដោយដៃ |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជាខាងក្រៅ → ឧបករណ៍បញ្ជាផ្សារ |
| 【ទិន្នន័យ】 | គ្មាន |
| 【ការពន្យល់】 | ប្រសិនបើវាទទួលពាក្យបញ្ជានេះ ខណៈពេលដែលប្រតិបត្តិការស្វ័យប្រវត្តិកំពុងឈប់ វានឹងបន្ថយជាតិដែក។ វាមិនវិនិច្ឆ័យ "ការកំណត់កំហុសឧបករណ៍ចាប់សញ្ញាឡើងលើ/ចុះក្រោម" នៅក្នុងពាក្យបញ្ជានេះទេ។ |
| 1 | 2 | 3 | 4 | 5 |
| STX | ' ' | អិល។ អេ | SUM | |
11.3.27 ន៖ ឈប់សង្គ្រោះបន្ទាន់
| 【លេខកូដ】 | 59H('បាទ') |
| 【មុខងារ】 | ការឈប់សង្គ្រោះបន្ទាន់ |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជាខាងក្រៅ → ឧបករណ៍បញ្ជាផ្សារ |
| 【ទិន្នន័យ】 | គ្មាន |
| 【ការពន្យល់】 | វាជូនដំណឹងដល់ការបញ្ឈប់ជាបន្ទាន់ទៅកាន់ឧបករណ៍បញ្ជា soldering ។ |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'បាទ' | អិល។ អេ | SUM | |
11.3.28 ៖ កំណត់ឡើងវិញ
| 【លេខកូដ】 | ៥ អេក ('Z') |
| 【មុខងារ】 | កំណត់ឡើងវិញ |
| 【ទិសដៅ】 | ឧបករណ៍បញ្ជាខាងក្រៅ → ឧបករណ៍បញ្ជាផ្សារ |
| 【ទិន្នន័យ】 | គ្មាន |
| 【ការពន្យល់】 | វាជូនដំណឹងអំពីការកំណត់ឡើងវិញទៅឧបករណ៍បញ្ជា soldering ។ |
| 1 | 2 | 3 | 4 | 5 |
| STX | '' | អិល។ អេ | SUM | |
កិច្ចការ I/O
12.1 ការរៀបចំស្ថានីយនៃឧបករណ៍ភ្ជាប់
| ឈ្មោះសញ្ញា | |||
| 40 | 0V | 39 | |
| 38 | 0V | បន្ទាត់ផ្លាស់ទីបញ្ចប់ | 37 |
| 36 | SEL200 | 35 | |
| 34 | EXT24V | SEL100 | 33 |
| 32 | 24V | ផ្លុំខ្យល់ | 31 |
| 30 | 24V | ដែក U/D | 29 |
| 28 | S- | 27 | |
| 26 | S+ | 25 | |
| 24 | កំណត់ឡើងវិញ | 23 | |
| 22 | AUX ចេញ | បញ្ឈប់ | 21 |
| 20 | ចាប់ផ្តើម | 19 | |
| 18 | 17 | ||
| 16 | SEL64 | 15 | |
| 14 | កំហុសឯកតាដែក | SEL32 | 13 |
| 12 | កំហុស SOLDER | SEL16 | 11 |
| 10 | អេក | SEL8 | 9 |
| 8 | ចប់ | SEL4 | 7 |
| 6 | កំពុងរត់ | SEL2 | 5 |
| 4 | រួចរាល់ | SEL1 | 3 |
| 2 | EMR | EMR | 1 |
 ឧបករណ៍ភ្ជាប់ XG4A-4034 (OMRON)
ឧបករណ៍ភ្ជាប់ XG4A-4034 (OMRON)
- ខ្សែភ្ជាប់គួរតែត្រូវបានផ្តល់ដោយអ្នកប្រើប្រាស់ចុងក្រោយ។
ប្រភពថាមពល និងប៉ូលនៃ I/O អាចត្រូវបានប្តូរដោយកុងតាក់នៅលើបន្ទះសៀគ្វី។
| ប្តូរលេខ | មាតិកា | ពេលបើក | ពេលបិទ |
| DS1 | ការផ្លាស់ប្តូរប្រភពថាមពល | ការផ្គត់ផ្គង់ថាមពលខាងក្រៅ | ការផ្គត់ផ្គង់ថាមពលខាងក្នុង |
| DS2 | ការបញ្ជាក់ឯកតាទិន្នផលឧបករណ៍ខាងក្រៅ (PLC ។ល។) | អិន។ ភី។ ភី | PNP |
| DS3 | ការបញ្ជាក់ឯកតាបញ្ចូលឧបករណ៍ខាងក្រៅ (PLC ។ល។) | PNP | អិន។ ភី។ ភី |
 កុងតាក់ទាំងនេះស្ថិតនៅលើបន្ទះសៀគ្វីនៅក្នុងគម្របចំហៀងខាងឆ្វេងនៃឧបករណ៍បញ្ជា។
កុងតាក់ទាំងនេះស្ថិតនៅលើបន្ទះសៀគ្វីនៅក្នុងគម្របចំហៀងខាងឆ្វេងនៃឧបករណ៍បញ្ជា។
12.2 ដ្យាក្រាមសៀគ្វីខាងក្នុង (ដ្យាក្រាមលំនាំ) 
សម្រាប់ទាំងប្រភពថាមពលខាងក្រៅ និងប្រភពថាមពលខាងក្នុង សូមប្រាកដថាតម្លៃបច្ចុប្បន្ននៃ I/O pin គួរតែត្រូវបានប្រើក្រោមលក្ខខណ្ឌខាងក្រោម។
ផ្នែកបញ្ចូលក្រោម 5mA ផ្នែកទិន្នផលក្រោម 100mA
នៅពេលដែលប្រភពថាមពលខាងក្រៅត្រូវបានប្រើប្រាស់ សូមប្រើវានៅវ៉ុលtage នៅក្នុងជួរនៃ 24V ± 10% ។
12.3 សញ្ញាបញ្ចូលឌីជីថល
| ពិនលេខ | ឈ្មោះស្ថានីយ | ឈ្មោះសញ្ញា | ការពិពណ៌នា |
| 1 | EMR | ការឈប់សង្គ្រោះបន្ទាន់ | ម៉ាស៊ីនឈប់នៅពេលមានអាសន្ន។ ជាធម្មតាវាត្រូវបានគេប្រើ ON ដោយគ្មានវ៉ុលtage. ប្រសិនបើស្ថានីយនេះត្រូវបានបញ្ចេញ ប្រតិបត្តិការ soldering ទាំងអស់នឹងឈប់ ហើយម៉ាស៊ីនកម្តៅត្រូវបានបិទ។ បន្ទាប់ពីធ្វើឱ្យខ្លី (នៅពេលកំណត់ STA) បញ្ចូលសញ្ញាកំណត់ឡើងវិញ។ |
| 2 | |||
| 3 | SEL1 | ប្រូក ជ្រើសរើស 1 | ជ្រើសរើសលេខលក្ខខណ្ឌនៃការផ្សារ។ កំណត់លេខលក្ខខណ្ឌ soldering រួមបញ្ចូលគ្នាជាមួយ SEL100 និង SEL200 ដោយលេខគោលពីរ។ វាត្រូវបានកំណត់ដោយ ON ។ ០០០ ការសម្អាត WK000 101~199 ចំណុច soldering WK101~199 201~299 ស្លាយ soldering WK201~299 301~399 ពិសេស soldering WK301~399 ការកំណត់ ឧample ការសម្អាត WK100៖ បិទទាំងអស់\ ចំណុច soldering WK101: SEL100 និង SEL1 បើកដំណើរការ Slide soldering WK205: SEL200, SEL1, SEL4 ត្រូវបានបើក |
| 5 | SEL2 | ប្រូក ជ្រើសរើស 2 | |
| 7 | SEL4 | ប្រូក ជ្រើសរើស 4 | |
| 9 | SEL8 | ប្រូក ជ្រើសរើស 8 | |
| 11 | SEL16 | ប្រូក ជ្រើសរើស 16 | |
| 13 | SEL32 | ប្រូក ជ្រើសរើស 32 | |
| 15 | SEL64 | ប្រូក ជ្រើសរើស 64 | |
| 19 | ចាប់ផ្តើម | សញ្ញាចាប់ផ្តើម | វាចាប់ផ្តើមប្រតិបត្តិការដោយស្វ័យប្រវត្តិ។\ សញ្ញាត្រូវបានបញ្ចូលដោយឧបករណ៍ចាប់សញ្ញា កុងតាក់។ល។ (ទទឹងជីពចរអប្បបរមាគឺច្រើនជាង 100ms ។) នៅពេលដែលទិន្នផល READY ត្រូវបានបើក វាទទួលយកការបញ្ចូល។ |
| 21 | បញ្ឈប់ | សញ្ញាបញ្ឈប់ | ប្រតិបត្តិការដោយស្វ័យប្រវត្តិឈប់។
(ទទឹងជីពចរអប្បបរមាគឺលើសពី 100ms ។ ) |
| 23 | កំណត់ឡើងវិញ | កំណត់សញ្ញាឡើងវិញ | វាត្រឡប់ពីការឈប់សង្គ្រោះបន្ទាន់ ឬលក្ខខណ្ឌ Error លើកលែងតែ Heater Error។ Input the signal after releasing Emergency stop or Error condition. (Minimum pulse width is more than 100ms.) (ដើម្បីកំណត់កំហុសម៉ាស៊ីនកម្តៅឡើងវិញ លើកលែងតែការជូនដំណឹងអំពីសីតុណ្ហភាព សូមចាប់ផ្តើមឧបករណ៍ឡើងវិញ។ ) |
| 25 | S+ | solder ចិញ្ចឹមទៅមុខ | វាបញ្ចូនខ្សែលួសទៅមុខពី feeder ។ ល្បឿននៃការផ្តល់ចំណីអាចត្រូវបានកំណត់ដោយ Ms-ល្បឿននៃប៉ារ៉ាម៉ែត្រប្រព័ន្ធ។ (កុំបញ្ចូល ON ក្នុងពេលតែមួយជាមួយ S-។ ) |
| 27 | S- | ការចិញ្ចឹម solder បញ្ច្រាស | វាបង្វែរខ្សែលួសទៅឧបករណ៍បញ្ចោញ។ ល្បឿនបញ្ច្រាសអាចត្រូវបានកំណត់ដោយ Ms-ល្បឿននៃប៉ារ៉ាម៉ែត្រប្រព័ន្ធ។ (កុំបញ្ចូល ON ក្នុងពេលតែមួយជាមួយ S+ ។ ) |
| 29 | ដែក U/D | ឯកតាដែកឡើងលើ / ចុះក្រោម | វាដំណើរការអង្គភាពដែកឡើងលើចុះក្រោម។ បើក៖ បិទដែកចុះ៖ ដែកឡើង |
| 31 | ផ្លុំខ្យល់ | ផ្លុំខ្យល់ | វាដំណើរការផ្លុំខ្យល់សម្រាប់ការសម្អាតព័ត៌មានជំនួយនៅ ON ។ |
| 33 | SEL100 | ប្រូក ជ្រើសរើស 100 | ជ្រើសរើសលេខលក្ខខណ្ឌ soldering រួមបញ្ចូលគ្នាជាមួយ SEL1 ~ 64. នៅពេលដែល SEL100 បើកជាមួយ SEL1 ~ 64, 100 ត្រូវបានបន្ថែម។ នៅពេលដែល SEL200 បើកជាមួយ SEL1 ~ 64, 200 ត្រូវបានបន្ថែម។ នៅពេលដែល SEL100 និង SEL200 បើក 300 ត្រូវបានបន្ថែម។ |
| 35 | SEL200 | ប្រូក ជ្រើសរើស 200 | |
| 37 | បន្ទាត់ផ្លាស់ទីបញ្ចប់ | ចុងបញ្ចប់នៃការផ្សារដែកស្លាយ | វាបញ្ឈប់ការផ្សារងាយស្រួលនៃ soldering ពិសេស។ |
| 30 | 24V | ទិន្នផល DC24V | វាគឺជាទិន្នផល DC24V ដោយការផ្គត់ផ្គង់ថាមពលខាងក្នុងរបស់ OMEGA ។ អតិបរមា ចរន្តផ្គត់ផ្គង់ថាមពលគឺ 500mA ។ |
| 32 | |||
| 34 | EXT 24V | ការបញ្ចូលការផ្គត់ផ្គង់ថាមពលខាងក្រៅ | ការបញ្ចូល 24V សម្រាប់ការផ្គត់ផ្គង់ថាមពលខាងក្រៅ។ នៅពេលអ្នកប្រើធាតុបញ្ចូលនេះ សូមបើកគម្របចំហៀង ហើយរុញកុងតាក់ DIP នៅលើបន្ទះសៀគ្វីទៅផ្នែកបញ្ចូលខាងក្រៅ។ កុងតាក់ DIP ត្រូវបានកំណត់ជាការផ្គត់ផ្គង់ថាមពលខាងក្នុងនៅការកំណត់រោងចក្រ។ |
- នៅពេលដែលប្រភេទនៃប៉ារ៉ាម៉ែត្រប្រព័ន្ធត្រូវបានកំណត់ទៅ COM / LAN មុខងារត្រូវគ្នាទៅនឹងធាតុនីមួយៗនៃសញ្ញាបញ្ចូលឌីជីថលមិនដំណើរការទេ។ (លើកលែងតែការឈប់សង្គ្រោះបន្ទាន់)
- នៅពេលដែលប្រភេទនៃប៉ារ៉ាម៉ែត្រប្រព័ន្ធត្រូវបានកំណត់ទៅ I/O / LAN ហើយប្រសិនបើណាមួយនៃ FEED+, FEED-, S+ និង S- ត្រូវបានបញ្ចូលក្នុងពេលតែមួយ វាដំណើរការដោយធ្វើតាមការបញ្ចូលដែលបានទទួលពីមុន។ វាមិនអើពើនឹងសញ្ញាដែលត្រូវបានបញ្ចូលនៅពេលក្រោយ។
(នៅពេលដែលវាត្រូវបានកំណត់ទៅ LAN វាវិនិច្ឆ័យដោយប្រើទិន្នន័យដែល S+ & S- ទទួលបានដោយការទំនាក់ទំនង Modbus TCP ។ ) - ON ទំនាក់ទំនង ON OFF ទំនាក់ទំនង OFF
12.4 សញ្ញាទិន្នផលឌីជីថល
| ពិនលេខ | ឈ្មោះស្ថានីយ | ឈ្មោះសញ្ញា | ការពិពណ៌នា |
| 4 | រួចរាល់ | សញ្ញារួចរាល់ | វាបើក នៅពេលដែលប្រតិបត្តិការស្វ័យប្រវត្តិរួចរាល់។ |
| 6 | កំពុងរត់ | សញ្ញាកំពុងដំណើរការ | វាបើកកំឡុងពេលប្រតិបត្តិការដោយស្វ័យប្រវត្តិ។ |
| 8 | ចប់ | សញ្ញាបញ្ចប់ប្រតិបត្តិការ | វាបើកនៅពេលដែលប្រតិបត្តិការដោយស្វ័យប្រវត្តិបញ្ចប់។ (នៅលើពេលវេលាប្រហែល 100ms) |
| 10 | អេក | ទិន្នផល ACK | វាបញ្ចេញពេលវេលានៃការផ្លាស់ប្តូរអ័ក្សនៅការផ្សារដែកស្លាយ។ វាបើក បន្ទាប់ពីពេលវេលាដែលបានកំណត់នៅលើជំហានទី 4 ACK នៃការកំណត់ WK .. (ON time ប្រហែល 100ms) |
| 12 | កំហុស SOLDER | សញ្ញាកំហុសរបស់ solder | វាចេញនៅ solder shortage ឬ solder ស្ទះ។ វាត្រលប់មកវិញដោយស្វ័យប្រវត្តិ នៅពេលដែលលួស solder ថ្មីត្រូវបានជំនួសនៅ solder shortage. យក solder ដែលស្ទះ ហើយបញ្ចូលសញ្ញា RESET នៅ solder shortage. |
| 14 | កំហុសឯកតាដែក | សញ្ញាកំហុសឯកតាដែក | វាបើកក្នុងស្ថានភាពធម្មតា។ កំហុសសីតុណ្ហភាព៖ វានឹងបិទនៅពេលដែលសីតុណ្ហភាពលើសពីជួររោទិ៍សីតុណ្ហភាពដែលបានកំណត់លើប៉ារ៉ាម៉ែត្រប្រព័ន្ធ។ ការបង្ហាញប្រែទៅជាពណ៌ទឹកក្រូច។ កំហុសត្រូវបានបញ្ចេញដោយស្វ័យប្រវត្តិបន្ទាប់ពីសីតុណ្ហភាពត្រូវបានស្តារឡើងវិញ។ ឯកតាដែក U/D៖ វាបិទ នៅពេលដែលឧបករណ៍ចាប់សញ្ញាឡើងលើ/ចុះក្រោមមិនដំណើរការ។ បញ្ចូលសញ្ញា RESET បន្ទាប់ពីមូលហេតុកំហុសត្រូវបានដោះស្រាយ។ |
| 22 | Counter OUT | ទិន្នផលខាងក្រៅ 1 | លទ្ធផលនេះគឺសម្រាប់ការវាយតម្លៃដែក។ វាបើកនៅចុងបញ្ចប់នៃវដ្តដោយមិនរាប់បញ្ចូលការសម្អាត។ (នៅលើពេលវេលាប្រហែល 100ms) |
| 38 | 0V | 0V COM | 0V COM គឺជារឿងធម្មតាសម្រាប់ការផ្គត់ផ្គង់ថាមពលទាំងខាងក្នុង និងខាងក្រៅ។ |
| 40 |
- វាក៏បង្ហាញផងដែរនៅពេលដែលប្រភេទនៃប៉ារ៉ាម៉ែត្រប្រព័ន្ធត្រូវបានកំណត់ទៅជា ROB ។
- យោងទៅ “១៣. ប្រតិបត្តិការផ្សារ” អំពីពេលវេលា និងលក្ខខណ្ឌនៃទិន្នផល។
ប្រតិបត្តិការផ្សារដែក
ប្រតិបត្តិការផ្សារដែកដំណើរការដោយធ្វើតាមពាក្យបញ្ជាពីច្រក I/O ច្រកទំនាក់ទំនងសៀរៀល ឬច្រកទំនាក់ទំនង Ether ។
វាមិនអាចប្រើច្រក I/O និងច្រកទំនាក់ទំនងសៀរៀលក្នុងពេលតែមួយបានទេ។
វាអាចជ្រើសរើសច្រកណាមួយ (I/O, COM ឬ LAN) ដែលត្រូវប្រើនៅ “ប្រភេទ” នៃប៉ារ៉ាម៉ែត្រប្រព័ន្ធ។
នៅពេលដែលវាទទួលបានសញ្ញាព័ត៌មាន ឬពាក្យបញ្ជាដែលមិនត្រូវបានជ្រើសរើស វាត្រូវបានមិនអើពើ។
វាចាប់ផ្តើមប្រតិបត្តិការ soldering បន្ទាប់ពីវារកឃើញ HIGH នៃសញ្ញា START។ បន្ទាប់ពីវាបានចាប់ផ្តើម វារង់ចាំរហូតដល់តម្លៃបញ្ចូលសីតុណ្ហភាពចូលមកក្នុងជួរនៃតម្លៃកំណត់កម្រិតភាពប្រែប្រួលល្អបំផុត។
13.1 ប្រតិបត្តិការផ្សារដែក
13.1.1 ប្រតិបត្តិការលក់ដោយច្រក I/O
- បញ្ជាក់លេខលក្ខខណ្ឌ solder ដោយ SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100 និង SEL200។
- ចាប់ផ្តើមប្រតិបត្តិការ soldering ដោយសញ្ញា START ។ (ការពន្យារពេលលើសពី 100msec គឺចាំបាច់ពីការបញ្ជាក់លេខលក្ខខណ្ឌ solder)
- នៅពេលដែលវាទទួលបានសញ្ញា START សញ្ញា READY ក្លាយជាទាប។
- នៅពេលដែលវាទទួលបានសញ្ញា START សញ្ញា RUNNING ក្លាយជាកម្រិតខ្ពស់។
- វាចាប់ផ្តើមរលាយ។
- នៅពេលដែល soldering ត្រូវបានបញ្ចប់ COUNTER OUT ត្រូវបានបញ្ចេញជាជីពចរ។
- បន្ទាប់ពី COUNTER OUT ត្រូវបានបញ្ចេញជាជីពចរ END ត្រូវបានបញ្ចេញជាជីពចរ។
- បន្ទាប់ពី COUNTER OUT ត្រូវបានបញ្ចេញជាជីពចរ សញ្ញា READY ក្លាយជាកម្រិតខ្ពស់។
- បន្ទាប់ពី COUNTER OUT ត្រូវបានបញ្ចេញជាជីពចរ សញ្ញា RUNNING ក្លាយជាទាប។
* វាមិនចាំបាច់ទេដែលសញ្ញា START ត្រូវបានបញ្ចេញជាជីពចរ។ (លើកលែងតែប្រតិបត្តិការ LAN)
ប្រតិបត្តិការផ្សារដែកមានដូចខាងក្រោម។
- វាគ្រប់គ្រងសីតុណ្ហភាពទៅទី 2 ការត្រួតពិនិត្យសីតុណ្ហភាព ការកំណត់សីតុណ្ហភាព ឬការកំណត់សីតុណ្ហភាព។
- វាផ្តល់ចំណីខ្សែភ្លើងដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 1 / ល្បឿន។
- វាបញ្ច្រាស់លួស solder ដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 1 / ល្បឿន។
- វាបន្ថយជាតិដែក។
- វារង់ចាំយោងទៅតាមការកំណត់ពេលវេលាកំដៅមុន។
- វាផ្តល់ចំណីដល់ខ្សែភ្លើងដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 2 / ល្បឿន។
- វាបញ្ច្រាស់លួស solder ស្របតាមចំនួន solder ទី 2 / ការកំណត់ល្បឿន។
- វារង់ចាំយោងទៅតាមការកំណត់ពេលវេលាកំដៅ។
- វាឡើងដែក។
- វាគ្រប់គ្រងសីតុណ្ហភាពទៅសីតុណ្ហភាពកំណត់ ឬរង់ចាំការកំណត់សីតុណ្ហភាព។ (នៅពេលដែលពេលវេលារង់ចាំត្រូវបានកំណត់ វាគ្រប់គ្រងសីតុណ្ហភាពបន្ទាប់ពីពេលវេលារង់ចាំបានកន្លងផុតទៅ។ )
13.1.2 ប្រតិបត្តិការលក់ដោយច្រកទំនាក់ទំនងសៀរៀល
វាត្រូវកំណត់លេខ WK ដែលសមស្របនៅក្នុងការកំណត់លក្ខខណ្ឌ Solder ជាមុន។ 13.2 ប្រតិបត្តិការផ្សារដែកស្លាយ
13.2 ប្រតិបត្តិការផ្សារដែកស្លាយ
13.2.1 ប្រតិបត្តិការលក់ដោយច្រក I/O 
- បញ្ជាក់លេខលក្ខខណ្ឌ solder ដោយ SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100 និង SEL200។
- ចាប់ផ្តើមប្រតិបត្តិការ soldering ដោយសញ្ញា START ។ (ការពន្យារពេលលើសពី 100msec គឺចាំបាច់ពីការបញ្ជាក់លេខលក្ខខណ្ឌ solder)
- នៅពេលដែលវាទទួលបានសញ្ញា START សញ្ញា READY ក្លាយជាទាប។
- នៅពេលដែលវាទទួលបានសញ្ញា START សញ្ញា RUNNING ក្លាយជាកម្រិតខ្ពស់។
- វារៀបចំសម្រាប់ solder ។
- នៅពេលដែលការរៀបចំ soldering ត្រូវបានបញ្ចប់ ACK ត្រូវបានបញ្ចេញជាជីពចរ។
- វាចាប់ផ្តើមរលាយ។
- នៅពេលដែល soldering ត្រូវបានបញ្ចប់ COUNTER OUT ត្រូវបានបញ្ចេញជាជីពចរ។
- បន្ទាប់ពី COUNTER OUT ត្រូវបានបញ្ចេញជាជីពចរ END ត្រូវបានបញ្ចេញជាជីពចរ។
- បន្ទាប់ពី COUNTER OUT ត្រូវបានបញ្ចេញជាជីពចរ សញ្ញា READY ក្លាយជាកម្រិតខ្ពស់។
- បន្ទាប់ពី COUNTER OUT ត្រូវបានបញ្ចេញជាជីពចរ សញ្ញា RUNNING ក្លាយជាទាប។
* វាមិនចាំបាច់ទេដែលសញ្ញា START ត្រូវបានបញ្ចេញជាជីពចរ។ (លើកលែងតែប្រតិបត្តិការ LAN)
ការរៀបចំនៃការផ្សារដែកមានដូចខាងក្រោម។
- វាគ្រប់គ្រងសីតុណ្ហភាពទៅទី 2 ការត្រួតពិនិត្យសីតុណ្ហភាព ការកំណត់សីតុណ្ហភាព ឬការកំណត់សីតុណ្ហភាព។
- វាផ្តល់ចំណីខ្សែភ្លើងដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 1 / ល្បឿន។
- វាបញ្ច្រាស់លួស solder ដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 1 / ល្បឿន។
- វាបន្ថយជាតិដែក។
- វារង់ចាំដោយពេលវេលាកំដៅមុន។
ប្រតិបត្តិការផ្សារដែកមានដូចខាងក្រោម។
- វាផ្តល់ចំណីដល់ខ្សែភ្លើងដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 2 / ល្បឿន។
- វាបញ្ច្រាស់លួស solder ស្របតាមចំនួន solder ទី 2 / ការកំណត់ល្បឿន។
- វារង់ចាំយោងទៅតាមការកំណត់ពេលវេលាកំដៅ។
- វាផ្តល់ចំណីខ្សែភ្លើងដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 3 / ល្បឿន។
- វាបញ្ច្រាស់លួស solder ស្របតាមចំនួន solder ទី 3 / ការកំណត់ល្បឿន។
- វាឡើងដែក។
- វាគ្រប់គ្រងសីតុណ្ហភាពទៅសីតុណ្ហភាពកំណត់ ឬរង់ចាំការកំណត់សីតុណ្ហភាព។ (នៅពេលដែលពេលវេលារង់ចាំត្រូវបានកំណត់ វាគ្រប់គ្រងសីតុណ្ហភាពបន្ទាប់ពីពេលវេលារង់ចាំបានកន្លងផុតទៅ។ )
13.2.2 ប្រតិបត្តិការលក់ដោយច្រកទំនាក់ទំនងសៀរៀល
វាត្រូវកំណត់លេខ WK ដែលសមស្របនៅក្នុងការកំណត់លក្ខខណ្ឌ Solder ជាមុន។ បន្តពីទំព័រមុន។
បន្តពីទំព័រមុន។ 13.3 ប្រតិបត្តិការ Soldering Point ពិសេស
13.3 ប្រតិបត្តិការ Soldering Point ពិសេស
13.3.1 ប្រតិបត្តិការលក់ដោយច្រក I/O
សូមមើល "13.1.1 ប្រតិបត្តិការលក់ដោយច្រក I/O" អំពីតារាងពេលវេលា និងការកំណត់ពេលវេលា។
ប្រតិបត្តិការផ្សារដែកមានដូចខាងក្រោម។
- វាគ្រប់គ្រងសីតុណ្ហភាពទៅទី 2 ការត្រួតពិនិត្យសីតុណ្ហភាព ការកំណត់សីតុណ្ហភាព ឬការកំណត់សីតុណ្ហភាព។
- វាផ្តល់ចំណីខ្សែភ្លើងដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 1 / ល្បឿន។
- វាបញ្ច្រាស់លួស solder ដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 1 / ល្បឿន។
- វាបន្ថយជាតិដែក។
- វារង់ចាំដោយពេលវេលាកំដៅមុន។
- វាផ្តល់ចំណីដល់ខ្សែភ្លើងដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 2 / ល្បឿន។
- វាបញ្ច្រាស់លួស solder ស្របតាមចំនួន solder ទី 2 / ការកំណត់ល្បឿន។
- វារង់ចាំយោងទៅតាមការកំណត់ពេលវេលាកំដៅ។
- វាផ្តល់ចំណីខ្សែភ្លើងដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 3 / ល្បឿន។
- វាបញ្ច្រាស់លួស solder ស្របតាមចំនួន solder ទី 3 / ការកំណត់ល្បឿន។
- វាឡើងដែក។
- វាគ្រប់គ្រងសីតុណ្ហភាពទៅសីតុណ្ហភាពកំណត់ ឬរង់ចាំការកំណត់សីតុណ្ហភាព។ (នៅពេលដែលពេលវេលារង់ចាំត្រូវបានកំណត់ វាគ្រប់គ្រងសីតុណ្ហភាពបន្ទាប់ពីពេលវេលារង់ចាំបានកន្លងផុតទៅ។ )
13.3.2 ប្រតិបត្តិការលក់ដោយច្រកទំនាក់ទំនងសៀរៀល
វាត្រូវកំណត់លេខ WK ដែលសមស្របនៅក្នុងការកំណត់លក្ខខណ្ឌ Solder ជាមុន។
13.4 ប្រតិបតិ្តការពិសេសនៃការលក់ស្លាយ
13.4.1 ប្រតិបត្តិការលក់ដោយច្រក I/O
សូមមើល "13.2.1 ប្រតិបត្តិការលក់ដោយច្រក I/O" សម្រាប់ព័ត៌មានលម្អិតនៃតារាងពេលវេលា និងពេលវេលា។
ប្រតិបត្តិការផ្សារដែកមានដូចខាងក្រោម។
- វាគ្រប់គ្រងសីតុណ្ហភាពទៅទី 2 ការត្រួតពិនិត្យសីតុណ្ហភាព ការកំណត់សីតុណ្ហភាព ឬការកំណត់សីតុណ្ហភាព។
- វាផ្តល់ចំណីខ្សែភ្លើងដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 1 / ល្បឿន។
- វាបញ្ច្រាស់លួស solder ដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 1 / ល្បឿន។
- វាបន្ថយជាតិដែក។
- វារង់ចាំយោងទៅតាមការកំណត់ពេលវេលាកំដៅមុន។
- ①Solder pool time ចាប់ផ្តើម។ នៅពេលដែលវាត្រូវបានបញ្ចប់ ACK ត្រូវបានបញ្ចេញជាជីពចរ។
②វាផ្តល់ចំណីដល់ខ្សែភ្លើងដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 2 / ល្បឿន។
*នៅពេលដែល ① និង ② ចាប់ផ្តើមនៅពេលតែមួយ ហើយទាំងពីរបានបញ្ចប់ វាត្រូវបានប្តូរទៅ 2nd solder បញ្ច្រាស។ (ប្រសិនបើ ①Solder pool time យូរជាងនេះ នៅពេលដែល ② ត្រូវបានបញ្ចប់ វាឈប់ផ្តល់ចំណីដល់ខ្សែ solder ហើយវារង់ចាំរហូតដល់ ① ត្រូវបានបញ្ចប់។) - វាផ្តល់ចំណីដល់ខ្សែភ្លើងដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 2 / ល្បឿន។
- វាបញ្ច្រាស់លួស solder ស្របតាមចំនួន solder ទី 2 / ការកំណត់ល្បឿន។
- វារង់ចាំយោងទៅតាមការកំណត់ពេលវេលាកំដៅ។
- វាផ្តល់ចំណីខ្សែភ្លើងដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 3 / ល្បឿន។
- វាបញ្ច្រាស់លួស solder ស្របតាមចំនួន solder ទី 3 / ការកំណត់ល្បឿន។
- វាឡើងដែក។
- វាគ្រប់គ្រងសីតុណ្ហភាពទៅសីតុណ្ហភាពកំណត់ ឬរង់ចាំការកំណត់សីតុណ្ហភាព។ (នៅពេលដែលពេលវេលារង់ចាំត្រូវបានកំណត់ វាគ្រប់គ្រងសីតុណ្ហភាពបន្ទាប់ពីពេលវេលារង់ចាំបានកន្លងផុតទៅ។ )
13.4.2 ប្រតិបត្តិការលក់ដោយច្រកទំនាក់ទំនងសៀរៀល
វាត្រូវកំណត់លេខ WK ដែលសមស្របនៅក្នុងការកំណត់លក្ខខណ្ឌ Solder ជាមុន។ 13.5 ប្រតិបត្តិការ soldering ចំណុចពិសេសពិសេស (ដោយគ្មានចលនាឡើងដែក)
13.5 ប្រតិបត្តិការ soldering ចំណុចពិសេសពិសេស (ដោយគ្មានចលនាឡើងដែក)
13.5.1 ប្រតិបត្តិការលក់ដោយច្រក I/O
សូមមើល "13.1.1 ប្រតិបត្តិការលក់ដោយច្រក I/O" សម្រាប់ព័ត៌មានលម្អិតនៃតារាងពេលវេលា និងពេលវេលា។
ប្រតិបត្តិការផ្សារដែកមានដូចខាងក្រោម។
- វាគ្រប់គ្រងសីតុណ្ហភាពទៅទី 2 ការត្រួតពិនិត្យសីតុណ្ហភាព ការកំណត់សីតុណ្ហភាព ឬការកំណត់សីតុណ្ហភាព។
- វាផ្តល់ចំណីខ្សែភ្លើងដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 1 / ល្បឿន។
- វាបញ្ច្រាស់លួស solder ដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 1 / ល្បឿន។
- វាបន្ថយឯកតាដែក។
- វារង់ចាំយោងទៅតាមការកំណត់ពេលវេលាកំដៅមុន។
- វាផ្តល់ចំណីដល់ខ្សែភ្លើងដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 2 / ល្បឿន។
- វាបញ្ច្រាស់លួស solder ស្របតាមចំនួន solder ទី 2 / ការកំណត់ល្បឿន។
- វារង់ចាំយោងទៅតាមការកំណត់ពេលវេលាកំដៅ។
- វាផ្តល់ចំណីខ្សែភ្លើងដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 3 / ល្បឿន។
- វាបញ្ច្រាស់លួស solder ស្របតាមចំនួន solder ទី 3 / ការកំណត់ល្បឿន។
- វាគ្រប់គ្រងសីតុណ្ហភាពទៅសីតុណ្ហភាពកំណត់ ឬរង់ចាំការកំណត់សីតុណ្ហភាព។ (នៅពេលដែលពេលវេលារង់ចាំត្រូវបានកំណត់ វាគ្រប់គ្រងសីតុណ្ហភាពបន្ទាប់ពីពេលវេលារង់ចាំបានកន្លងផុតទៅ។ )
13.5.2 ប្រតិបត្តិការលក់ដោយច្រកទំនាក់ទំនងសៀរៀល
វាត្រូវកំណត់លេខ WK ដែលសមស្របនៅក្នុងការកំណត់លក្ខខណ្ឌ Solder ជាមុន។ 13.6 Soldering ពិសេស ប្រតិបត្តិការ soldering ស្លាយងាយស្រួល
13.6 Soldering ពិសេស ប្រតិបត្តិការ soldering ស្លាយងាយស្រួល
13.6.1 ប្រតិបត្តិការលក់ដោយច្រក I/O 
- បញ្ជាក់លេខលក្ខខណ្ឌ solder ដោយ SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100 និង SEL200។
- ចាប់ផ្តើមប្រតិបត្តិការ soldering ដោយសញ្ញា START ។ (ការពន្យារពេលលើសពី 100msec គឺចាំបាច់ពីការបញ្ជាក់លេខលក្ខខណ្ឌ solder)
- នៅពេលដែលវាទទួលបានសញ្ញា START សញ្ញា READY ក្លាយជាទាប។
- នៅពេលដែលវាទទួលបានសញ្ញា START សញ្ញា RUNNING ក្លាយជាកម្រិតខ្ពស់។
- វារៀបចំសម្រាប់ solder ។
- នៅពេលដែលការរៀបចំ soldering ត្រូវបានបញ្ចប់ ACK ត្រូវបានបញ្ចេញជាជីពចរ។
- វាចាប់ផ្តើមរលាយ។
- នៅពេលដែលវារកឃើញសញ្ញា LIVE MOVEEND វាបញ្ចប់ការផ្សារ។
- នៅពេលដែល soldering ត្រូវបានបញ្ចប់ COUNTER OUT ត្រូវបានបញ្ចេញជាជីពចរ។
- បន្ទាប់ពី COUNTER OUT ត្រូវបានបញ្ចេញជាជីពចរ END ត្រូវបានបញ្ចេញជាជីពចរ។
- បន្ទាប់ពី COUNTER OUT ត្រូវបានបញ្ចេញជាជីពចរ សញ្ញា READY ក្លាយជាកម្រិតខ្ពស់។
- បន្ទាប់ពី COUNTER OUT ត្រូវបានបញ្ចេញជាជីពចរ សញ្ញា RUNNING ក្លាយជាទាប។
* វាមិនចាំបាច់ទេដែលសញ្ញា START ត្រូវបានបញ្ចេញជាជីពចរ។ (លើកលែងតែប្រតិបត្តិការ LAN)
ការរៀបចំនៃការផ្សារដែកមានដូចខាងក្រោម។
- វាគ្រប់គ្រងសីតុណ្ហភាពទៅទី 2 ការត្រួតពិនិត្យសីតុណ្ហភាព ការកំណត់សីតុណ្ហភាព ឬការកំណត់សីតុណ្ហភាព។
- វាផ្តល់ចំណីខ្សែភ្លើងដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 1 / ល្បឿន។
- វាបញ្ច្រាស់លួស solder ដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 1 / ល្បឿន។
- វាបន្ថយជាតិដែក។
- វារង់ចាំដោយពេលវេលាកំដៅមុន។
ប្រតិបត្តិការផ្សារដែកមានដូចខាងក្រោម។
- វាផ្តល់ចំណីដល់ខ្សែភ្លើងដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 2 / ល្បឿន។
- វារង់ចាំសញ្ញានៃការបញ្ចប់ការ soldering ។
- វាបញ្ច្រាស់លួស solder ស្របតាមចំនួន solder ទី 2 / ការកំណត់ល្បឿន។
- វារង់ចាំយោងទៅតាមការកំណត់ពេលវេលាកំដៅ។
- វាឡើងដែក។
- វាគ្រប់គ្រងសីតុណ្ហភាពទៅសីតុណ្ហភាពកំណត់ ឬរង់ចាំការកំណត់សីតុណ្ហភាព។ (នៅពេលដែលពេលវេលារង់ចាំត្រូវបានកំណត់ វាគ្រប់គ្រងសីតុណ្ហភាពបន្ទាប់ពីពេលវេលារង់ចាំបានកន្លងផុតទៅ។ )
13.6.2 ប្រតិបត្តិការលក់ដោយច្រកទំនាក់ទំនងសៀរៀល
វាត្រូវកំណត់លេខ WK ដែលសមស្របនៅក្នុងការកំណត់លក្ខខណ្ឌ Solder ជាមុន។
 13.7 ប្រតិបត្តិការ Soldering Pre-solder ពិសេស
13.7 ប្រតិបត្តិការ Soldering Pre-solder ពិសេស
13.7.1 ប្រតិបត្តិការលក់ដោយច្រក I/O
- បញ្ជាក់លេខលក្ខខណ្ឌ solder ដោយ SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100 និង SEL200។
- ចាប់ផ្តើមប្រតិបត្តិការ soldering ដោយសញ្ញា START ។
(ការពន្យារពេលលើសពី 100msec គឺចាំបាច់ពីការបញ្ជាក់លេខលក្ខខណ្ឌ solder) - នៅពេលដែលវាទទួលបានសញ្ញា START សញ្ញា READY ក្លាយជាទាប។
- នៅពេលដែលវាទទួលបានសញ្ញា START សញ្ញា RUNNING ក្លាយជាកម្រិតខ្ពស់។
- វាចាប់ផ្តើមលក់មុន។
- នៅពេលដែលការបិទមុនត្រូវបានបញ្ចប់ END ត្រូវបានបញ្ចេញជាជីពចរ។
- នៅពេលដែលការលក់មុនត្រូវបានបញ្ចប់ សញ្ញា READY ក្លាយជាកម្រិតខ្ពស់។
- នៅពេលដែលការលក់មុនត្រូវបានបញ្ចប់ សញ្ញា RUNNING ក្លាយជាទាប។
* វាមិនចាំបាច់ទេដែលសញ្ញា START ត្រូវបានបញ្ចេញជាជីពចរ។ (លើកលែងតែប្រតិបត្តិការ LAN)
ប្រតិបត្តិការផ្សារដែកមានដូចខាងក្រោម។
- វាគ្រប់គ្រងសីតុណ្ហភាពទៅសីតុណ្ហភាពកំណត់។
- វាផ្តល់ចំណីខ្សែភ្លើងដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 1 / ល្បឿន។
- វាបញ្ច្រាស់លួស solder ដោយអនុលោមតាមការកំណត់ចំនួន solder ទី 1 / ល្បឿន។
13.7.2 ប្រតិបត្តិការលក់ដោយច្រកទំនាក់ទំនងសៀរៀល
វាត្រូវកំណត់លេខ WK ដែលសមស្របនៅក្នុងការកំណត់លក្ខខណ្ឌ Solder ជាមុន។ 13.8 ប្រតិបត្តិការសីតុណ្ហភាពពិសេសនៃ Soldering Set
13.8 ប្រតិបត្តិការសីតុណ្ហភាពពិសេសនៃ Soldering Set
នៅពេលដែលវាដំណើរការប្រតិបត្តិការ Set Temp វាសរសេរជាន់ពីលើសីតុណ្ហភាពកំណត់សម្រាប់ Set Temp ទៅសីតុណ្ហភាពកំណត់ធម្មតា។
13.8.1 ប្រតិបត្តិការជួរ
នៅពេលដែលសីតុណ្ហភាពស្ថិតនៅក្នុងជួរ thqe នៃជួរសីតុណ្ហភាពរោទិ៍ខ្ពស់ និងជួរសីតុណ្ហភាពរោទិ៍ទាប សញ្ញា END ត្រូវបានបញ្ចេញ។
នៅពេលដែលវាស្ថិតនៅក្នុងជួររួចហើយ សញ្ញា END ត្រូវបានបញ្ចេញភ្លាមៗ។  * វាមិនចាំបាច់ទេដែលសញ្ញា START ត្រូវបានបញ្ចេញជាជីពចរ។ (លើកលែងតែប្រតិបត្តិការ LAN)
* វាមិនចាំបាច់ទេដែលសញ្ញា START ត្រូវបានបញ្ចេញជាជីពចរ។ (លើកលែងតែប្រតិបត្តិការ LAN)
13.8.2 ការកំណត់តម្លៃប្រតិបត្តិការ
នៅពេលដែលសីតុណ្ហភាពត្រូវបានវិនិច្ឆ័យថាជាសីតុណ្ហភាពល្អបំផុតសម្រាប់ការកំណត់សីតុណ្ហភាព (SV) សញ្ញា END ត្រូវបានបញ្ចេញ។ * វាមិនចាំបាច់ទេដែលសញ្ញា START ត្រូវបានបញ្ចេញជាជីពចរ។ (លើកលែងតែប្រតិបត្តិការ LAN)
* វាមិនចាំបាច់ទេដែលសញ្ញា START ត្រូវបានបញ្ចេញជាជីពចរ។ (លើកលែងតែប្រតិបត្តិការ LAN)
13.8.3 គ្មានការត្រួតពិនិត្យប្រតិបត្តិការ
សញ្ញា END ត្រូវបានបញ្ចេញភ្លាមៗបន្ទាប់ពីចាប់ផ្តើម។ នៅពេលនេះ សញ្ញា READY នៅតែទាប។ នៅពេលសីតុណ្ហភាពស្ថិតក្នុងជួរសីតុណ្ហភាពនៃការជូនដំណឹងកម្រិតខ្ពស់ និងសីតុណ្ហភាពនៃការជូនដំណឹងទាប សញ្ញា READY នឹងក្លាយជាកម្រិតខ្ពស់។ នៅពេលដែលវាស្ថិតនៅក្នុងជួររួចហើយ សញ្ញា READY ក្លាយជាកម្រិតខ្ពស់ភ្លាមៗ។ * វាមិនចាំបាច់ទេដែលសញ្ញា START ត្រូវបានបញ្ចេញជាជីពចរ។ (លើកលែងតែប្រតិបត្តិការ LAN)
* វាមិនចាំបាច់ទេដែលសញ្ញា START ត្រូវបានបញ្ចេញជាជីពចរ។ (លើកលែងតែប្រតិបត្តិការ LAN)
13.8.4 កំណត់ប្រតិបត្តិការ Temp ដោយច្រកទំនាក់ទំនងសៀរៀល
វាត្រូវកំណត់លេខ WK ដែលសមស្របនៅក្នុងការកំណត់លក្ខខណ្ឌ Solder ជាមុន។ នៅក្នុងប្រតិបត្តិការ Range និង No Check ពេលដែល “Alarm Temperature Range Low < PV< Alarm Temperature Range High” ការឆ្លើយតបនៃពាក្យបញ្ជា f ត្រឡប់ 0។ នៅពេលដែលលើកលែងតែវា វាត្រឡប់ 1 ។
នៅក្នុងប្រតិបត្តិការ Range និង No Check ពេលដែល “Alarm Temperature Range Low < PV< Alarm Temperature Range High” ការឆ្លើយតបនៃពាក្យបញ្ជា f ត្រឡប់ 0។ នៅពេលដែលលើកលែងតែវា វាត្រឡប់ 1 ។
នៅក្នុងប្រតិបត្តិការកំណត់តម្លៃ នៅពេលដែល PV ត្រូវបានវិនិច្ឆ័យថាជាសីតុណ្ហភាពល្អបំផុត ការឆ្លើយតបនៃពាក្យបញ្ជាត្រឡប់ 0 ។ នៅពេលដែលលើកលែងតែវា វាត្រឡប់ 1 ។
13.9 ប្រតិបត្តិការសំអាត
13.9.1 ប្រតិបត្តិការលក់ដោយច្រក I/O 
- បញ្ជាក់លេខលក្ខខណ្ឌ solder ដោយ SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100 និង SEL200។
- ចាប់ផ្តើមប្រតិបត្តិការ soldering ដោយសញ្ញា START ។ (ការពន្យារពេលលើសពី 100msec គឺចាំបាច់ពីការបញ្ជាក់លេខលក្ខខណ្ឌ solder)
- នៅពេលដែលវាទទួលបានសញ្ញា START សញ្ញា READY ក្លាយជាទាប។
- នៅពេលដែលវាទទួលបានសញ្ញា START សញ្ញា RUNNING ក្លាយជាកម្រិតខ្ពស់។
- វាចាប់ផ្តើមសម្អាត។
- នៅពេលការសម្អាតត្រូវបានបញ្ចប់ END ត្រូវបានបញ្ចេញជាជីពចរ។
- នៅពេលការសម្អាតត្រូវបានបញ្ចប់ សញ្ញា READY ក្លាយជាកម្រិតខ្ពស់។
- នៅពេលការសម្អាតត្រូវបានបញ្ចប់ សញ្ញា RUNNING ក្លាយជាទាប។
* វាមិនចាំបាច់ទេដែលសញ្ញា START ត្រូវបានបញ្ចេញជាជីពចរ។ (លើកលែងតែប្រតិបត្តិការ LAN)
ប្រតិបត្តិការសម្អាតមានដូចខាងក្រោម។
- ដែកត្រូវឡើងឬចុះតាមការកំណត់។
- ផ្លុំខ្យល់ត្រូវបានបើកអំឡុងពេលកំណត់។
- វារង់ចាំខណៈពេលដែលពេលវេលាកំណត់បន្ទាប់ពីការផ្លុំខ្យល់។
- នៅពេលដែលការសម្អាតត្រូវបានកំណត់ទៅចុះក្រោម ដែកនឹងកើនឡើង។ (នៅពេលការសម្អាតត្រូវបានកំណត់ឡើង ដែកនៅតែលើកឡើង។)
13.9.2 ប្រតិបត្តិការលក់ដោយច្រកទំនាក់ទំនងសៀរៀល
វាត្រូវកំណត់លេខ WK ដែលសមស្របនៅក្នុងការកំណត់លក្ខខណ្ឌ Solder ជាមុន។ ប្រសិនបើវាដំណើរការសម្អាតនៅទីតាំងដែលដែកត្រូវបានបន្ទាប ដែកផ្លាស់ទីឡើងលើបន្ទាប់ពីការសម្អាតត្រូវបានបញ្ចប់។
ប្រសិនបើវាដំណើរការសម្អាតនៅទីតាំងដែលដែកត្រូវបានបន្ទាប ដែកផ្លាស់ទីឡើងលើបន្ទាប់ពីការសម្អាតត្រូវបានបញ្ចប់។
ប្រសិនបើវាអនុវត្តការសម្អាតនៅទីតាំងដែលដែកឡើង ដែកនៅតែលើកឡើងបន្ទាប់ពីការសម្អាតត្រូវបានបញ្ចប់។
13.10 ប្រតិបត្តិការកំហុស
13.10.1 បញ្ឈប់ប្រតិបត្តិការ (ឈប់ធម្មតា) 
- នៅពេលដែលវារកឃើញសញ្ញា STOP កំឡុងពេលប្រតិបត្តិការដោយស្វ័យប្រវត្តិ វាឈប់ដំណើរការ ហើយសញ្ញា RUNNING ក្លាយទៅជាទាប។
- ពេលប្រហែល 400ms ត្រូវបានឆ្លងកាត់បន្ទាប់ពីវារកឃើញសញ្ញា STOP សញ្ញា READY ក្លាយជាកម្រិតខ្ពស់។
- បន្ទាប់ពីសញ្ញា READY ក្លាយជាកម្រិតខ្ពស់ វាអាចចាប់ផ្តើមលក់ដោយសញ្ញា START។
* វាមិនចាំបាច់ទេដែលសញ្ញា START ត្រូវបានបញ្ចេញជាជីពចរ។ (លើកលែងតែប្រតិបត្តិការ LAN)
- នៅពេលដែលវារកឃើញសញ្ញា STOP កំឡុងពេលប្រតិបត្តិការដោយស្វ័យប្រវត្តិ វាឈប់ដំណើរការ ហើយសញ្ញា RUNNING ក្លាយទៅជាទាប។
- ពេលប្រហែល 400ms ត្រូវបានឆ្លងកាត់បន្ទាប់ពីវារកឃើញសញ្ញា STOP សញ្ញា READY ក្លាយជាកម្រិតខ្ពស់។
- បន្ទាប់ពីសញ្ញា READY ក្លាយជាកម្រិតខ្ពស់ វាអាចចាប់ផ្តើមលក់ដោយសញ្ញា START។
* វាមិនចាំបាច់ទេដែលសញ្ញា START ត្រូវបានបញ្ចេញជាជីពចរ។ (លើកលែងតែប្រតិបត្តិការ LAN)
- នៅពេលដែលវារកឃើញសញ្ញា EMR វាឈប់រលាយ ហើយសញ្ញា RUNNING ក្លាយជាទាប។
- នៅពេលដែលវារកឃើញសញ្ញា EMR ទាប សញ្ញា END ត្រូវបានបញ្ចេញ។
- នៅពេលដែលវារកឃើញសញ្ញា RESET ក្នុងលក្ខខណ្ឌដែលសញ្ញា EMR គឺខ្ពស់ សញ្ញា READY ក្លាយជាកម្រិតខ្ពស់។
- បន្ទាប់ពីសញ្ញា READY ក្លាយជាកម្រិតខ្ពស់ វាអាចចាប់ផ្តើមលក់ដោយសញ្ញា START។
- នៅពេលដែលវារកឃើញសញ្ញា EMR ទាប មុខងារគ្រប់គ្រងសីតុណ្ហភាពក៏បិទផងដែរ។
- នៅពេលដែលសញ្ញា READY ឡើងខ្ពស់ វាចាប់ផ្តើមគ្រប់គ្រងសីតុណ្ហភាពម្តងទៀត។
* វាមិនចាំបាច់ទេដែលសញ្ញា START ត្រូវបានបញ្ចេញជាជីពចរ។ (លើកលែងតែប្រតិបត្តិការ LAN)
10.3 ប្រតិបត្តិការកំហុសរបស់ SOLDER (Solder Shortage, solder ស្ទះ) 
- នៅពេលដែលវារកឃើញ solder shortage ឬ solder ស្ទះ សញ្ញា SOLDER ERROR ក្លាយជា High ។
- នៅពេលដែលវារកឃើញ solder shortage ឬ solder ស្ទះ សញ្ញា RUNNING ក្លាយជាទាប។
- នៅពេលដែលវារកឃើញ solder shortage ឬ solder ស្ទះ សញ្ញា END ត្រូវបានបញ្ចេញ។
- នៅពេលដែលវារកឃើញសញ្ញា RESET សញ្ញា READY ក្លាយជាកម្រិតខ្ពស់។
- នៅពេលដែលវារកឃើញសញ្ញា RESET សញ្ញា SOLDER ERROR ក្លាយជាទាប។
- បន្ទាប់ពីសញ្ញា READY ក្លាយជាកម្រិតខ្ពស់ វាអាចចាប់ផ្តើមលក់ដោយសញ្ញា START។
- នៅពេលដែលវារកឃើញ solder shortage ឬ solder ស្ទះ មុខងារគ្រប់គ្រងសីតុណ្ហភាពក៏បិទផងដែរ។
- នៅពេលដែលសញ្ញា READY ឡើងខ្ពស់ វាចាប់ផ្តើមគ្រប់គ្រងសីតុណ្ហភាពម្តងទៀត។
* វាមិនចាំបាច់ទេដែលសញ្ញា START ត្រូវបានបញ្ចេញជាជីពចរ។ (លើកលែងតែប្រតិបត្តិការ LAN)
13.10.4 ប្រតិបត្តិការកំហុសអង្គភាពដែក (កំហុសសីតុណ្ហភាពដែក) 
- នៅពេលដែលសីតុណ្ហភាពនៃចុងដែកលើសពីជួរសីតុណ្ហភាពរោទិ៍ វាឈប់រលាយ។
- នៅពេលសីតុណ្ហភាពនៃព័ត៌មានជំនួយដែកហួសពីជួរសីតុណ្ហភាពនៃការជូនដំណឹង សញ្ញាកំហុសអង្គភាពដែកនឹងមានកម្រិតទាប។
- នៅពេលដែលសីតុណ្ហភាពនៃចុងដែកលើសពីជួរសីតុណ្ហភាពរោទិ៍ សញ្ញា RUNNING ក្លាយជាទាប។
- នៅពេលដែលសីតុណ្ហភាពនៃចុងដែកលើសពីជួរសីតុណ្ហភាពរោទិ៍ សញ្ញា END ត្រូវបានបញ្ចេញ។
- សីតុណ្ហភាពនៃចុងដែកគឺហួសពីជួរសីតុណ្ហភាពរោទិ៍ សញ្ញា IRON UNIT ERROR ក្លាយជាកម្រិតខ្ពស់។
- នៅពេលដែលសីតុណ្ហភាពនៃចុងដែកឡើងដល់សីតុណ្ហភាពរោទិ៍កម្រិតខាងលើ ឬច្រើនជាងនេះ មុខងារគ្រប់គ្រងសីតុណ្ហភាពនឹងបិទ។
- នៅពេលដែលវាលើសពីសីតុណ្ហភាពរោទិ៍កម្រិតខាងលើ ប្រសិនបើវាទាបជាងសីតុណ្ហភាពរោទិ៍កម្រិតខាងលើ ហើយសញ្ញា IRON UNIT ERROR ឡើងខ្ពស់ វាចាប់ផ្តើមគ្រប់គ្រងសីតុណ្ហភាពម្តងទៀត។
- នៅពេលដែលសីតុណ្ហភាពនៃចុងដែកមានកម្រិតទាបជាងសីតុណ្ហភាពរោទិ៍កម្រិតទាប វាបន្តគ្រប់គ្រងសីតុណ្ហភាព។
* វាមិនចាំបាច់ទេដែលសញ្ញា START ត្រូវបានបញ្ចេញជាជីពចរ។ (លើកលែងតែប្រតិបត្តិការ LAN)
13.10.5 ប្រតិបត្តិការកំហុសអង្គភាពដែក (កំហុសឧបករណ៍ចាប់សញ្ញា)
- នៅពេលដែលវាអនុវត្តការគ្រប់គ្រងសម្រាប់ការកើនឡើង ឬបន្ថយជាតិដែក ប្រសិនបើប្រតិបត្តិការមិនបានបញ្ចប់ក្នុងកំឡុងពេលកំណត់ដោយការកំណត់កំហុសរបស់ឧបករណ៍ចាប់សញ្ញាដែកឡើង/ចុះ វានឹងក្លាយជាកំហុសរបស់ឧបករណ៍ចាប់សញ្ញា។
- នៅពេលដែលមានកំហុសឧបករណ៍ចាប់សញ្ញាកើតឡើង វាឈប់ដំណើរការ។
- នៅពេលមានបញ្ហាឧបករណ៍ចាប់សញ្ញាកើតឡើង សញ្ញា IRON UNIT ERROR ធ្លាក់ចុះទាប។
- នៅពេលដែលមានកំហុសឧបករណ៍ចាប់សញ្ញាកើតឡើង សញ្ញា RUNNING ក្លាយជាទាប។
- នៅពេលដែលមានកំហុសឧបករណ៍ចាប់សញ្ញាកើតឡើង សញ្ញា END ត្រូវបានបញ្ចេញ។
- នៅពេលដែលវារកឃើញសញ្ញា RESET សញ្ញា READY ក្លាយជាកម្រិតខ្ពស់។
- នៅពេលដែលសញ្ញា READY ក្លាយជាកម្រិតខ្ពស់ វាអាចចាប់ផ្តើមប្រតិបត្តិការដោយសញ្ញា START។
- នៅពេលដែលមានកំហុសឧបករណ៍ចាប់សញ្ញាកើតឡើង មុខងារគ្រប់គ្រងសីតុណ្ហភាពនឹងបិទ។
- នៅពេលដែលសញ្ញា READY ក្លាយជាកម្រិតខ្ពស់ វាចាប់ផ្តើមគ្រប់គ្រងសីតុណ្ហភាពម្តងទៀត។
* វាមិនចាំបាច់ទេដែលសញ្ញា START ត្រូវបានបញ្ចេញជាជីពចរ។ (លើកលែងតែប្រតិបត្តិការ LAN)
ការពន្យល់អំពីមុខងារ
14.1 ការកំណត់ការទទួលការកែតម្រូវ PV
[មុខងារ]
នៅពេលដែលមុខងារកែតម្រូវ PV (PVF1) គឺ “0” វាគុណនឹងការបញ្ចូល PV (តម្លៃបញ្ចូលសីតុណ្ហភាព) ដោយតម្លៃកែតម្រូវ។
[ការកំណត់ Exampលេ]
នៅពេលដែល PV គឺ 100 ℃ ប្រសិនបើការកំណត់ការកែតម្រូវ PV កើនឡើងត្រូវបានកំណត់ទៅ 1.200 (ដង) វាអាចកែតម្រូវ PV ទៅ "100 ℃ (មុនការកែតម្រូវ PV) × 1.200 ដង = 120 ℃" ។
 14.2 ការកំណត់សូន្យកែតម្រូវ PV
14.2 ការកំណត់សូន្យកែតម្រូវ PV
[មុខងារ] នៅពេលដែលមុខងារកែតម្រូវ PV (PVF1) គឺ “0” វាគុណនឹងការបញ្ចូល PV (តម្លៃបញ្ចូលសីតុណ្ហភាព) ដោយតម្លៃកែតម្រូវ។
[ការកំណត់ Exampលេ]
នៅពេលដែល PV គឺ 100 ℃ ប្រសិនបើការកែតម្រូវ PV សូន្យត្រូវបានកំណត់ទៅ 10 (℃) វាអាចកែតម្រូវ PV ទៅ "100 ℃ (មុនការកែ PV) + 10 ℃ = 110 ℃" ។
* រូបមន្តរួមបញ្ចូលគ្នារវាង "ការកំណត់ការកែតម្រូវ PV" និង "ការកំណត់សូន្យកែតម្រូវ PV" មានដូចខាងក្រោម។ "(PV មុនពេលកែតម្រូវ × ការកំណត់ការកែតម្រូវ PV) + ការកែតម្រូវ PV សូន្យការកំណត់ = PV បន្ទាប់ពីការកែតម្រូវ"
14.3 PV XY ការកំណត់ការកែតម្រូវពីរចំណុច
មុខងារ
នៅពេលដែលមុខងារកែតម្រូវ PV (PVF1) គឺ “1” វាអាចកែតម្រូវ PV ដោយសម្រេចនូវចំនុចណាមួយនៃតម្លៃបញ្ចូលក្នុងជួរបញ្ចូល។
[ការកំណត់ Exampលេ]
នៅពេលដែល PV គឺ 100 ℃ វាកំណត់ទៅ 120 ℃ ហើយនៅពេលដែល PV គឺ 300 ℃ វាកំណត់ទៅ 250 ℃
មុនពេលកែ៖ PX1=100 (℃), PX2=300 (℃)
បន្ទាប់ពីការកែតម្រូវ៖ PY1=120 (℃), PY2=250 (℃)
តាមរយៈការកំណត់ដូចខាងលើ វាអាចកែតម្រូវដូចគំនូរខាងក្រោម។  14.4 មុខងារលៃតម្រូវដោយស្វ័យប្រវត្តិ
14.4 មុខងារលៃតម្រូវដោយស្វ័យប្រវត្តិ
មុខងារ
ការលៃតម្រូវដោយស្វ័យប្រវត្តិគឺជាមុខងារដែលវាធ្វើប្រតិបត្តិការ ON/OFF ទៅកាន់វត្ថុបញ្ជាដោយបង្ខំ ហើយវាគណនាប៉ារ៉ាម៉ែត្រ PID ដ៏ល្អប្រសើរមួយទៅសីតុណ្ហភាពដែលបានកំណត់ដោយស្វ័យប្រវត្តិ ហើយកំណត់វា។
ប៉ារ៉ាម៉ែត្រ PID ត្រូវបានរក្សាទុកដោយស្វ័យប្រវត្តិបន្ទាប់ពីការលៃតម្រូវដោយស្វ័យប្រវត្តិត្រូវបានបញ្ចប់ជាធម្មតា។  មុខងារកំហុសរង្វិលជុំ 14.5
មុខងារកំហុសរង្វិលជុំ 14.5
មុខងារ
វាគឺជាមុខងារដែលរកឃើញកំហុសលទ្ធផល។
នៅពេលដែលវាបំពេញការកំណត់កម្រិត PV កំហុសរង្វិលជុំ និងកម្រិតនៃការកំណត់បរិមាណប្រតិបត្តិការកំហុសរង្វិលជុំ វាវិនិច្ឆ័យការប្រែប្រួល PV សម្រាប់ការកំណត់ពេលវេលាកំហុសរង្វិលជុំនីមួយៗ។
នៅពេលដែលបំរែបំរួល PV មានទំហំតូចជាង Loop error PV variation វារកឃើញកំហុសរង្វិលជុំ។
នៅពេលដែលការកំណត់បំរែបំរួលកំហុសរង្វិលជុំគឺ "0" វាដំណើរការតែការវិនិច្ឆ័យពេលវេលាដោយការកំណត់ពេលវេលាកំហុសរង្វិលជុំប៉ុណ្ណោះ។
វារកឃើញកំហុសរង្វិលជុំនៅពេលដែលពេលវេលាដែលពេញចិត្ត Loop error PV threshold ការកំណត់ និងកម្រិតនៃការកំណត់បរិមាណប្រតិបត្តិការ Loop error លើសពីការកំណត់ Loop error time។
ប្រតិបត្តិការ Exampឡេ
ការដោះស្រាយបញ្ហា
15.1 បញ្ហាចម្បង ហេតុផលបរាជ័យ និងដំណោះស្រាយដែលបានណែនាំ
| បញ្ហា | ហេតុផលបរាជ័យ | ដំណោះស្រាយដែលបានណែនាំ |
|
OMEGA មិនទទួលបានថាមពលទេ។ |
លេខកូដថាមពលត្រូវបានផ្តាច់។ | ពិនិត្យការភ្ជាប់ខ្សែថាមពល។ |
| ហ្វុយហ្ស៊ីបត្រូវបានផ្លុំ។ | ជំនួសដោយ 3 Amp fuse ។ | |
| ការត្រួតពិនិត្យ PCB ត្រូវបានខូច។ | ទាក់ទង Apollo Seiko ឬភ្នាក់ងាររបស់យើងសម្រាប់ការជួសជុល។ | |
| ចុងដែកមិនកំដៅឱ្យបានត្រឹមត្រូវ | ម៉ាស៊ីនកំដៅត្រូវបានខូច។ | ជំនួសដោយម៉ាស៊ីនកម្តៅថ្មី។ |
| ឧបករណ៍ភ្ជាប់កំដៅត្រូវបានផ្តាច់។ | ពិនិត្យការតភ្ជាប់ម៉ាស៊ីនកំដៅ។ | |
| ខ្សែកំដៅត្រូវបានខូច។ | ជំនួសដោយខ្សែកំដៅថ្មី។ | |
| ព័ត៌មានជំនួយគឺនៅចុងបញ្ចប់នៃជីវិត។ | ជំនួសដោយចុងដែកថ្មី។ | |
| ការកំណត់ប៉ារ៉ាម៉ែត្រមិនត្រឹមត្រូវទេ។ | ពិនិត្យប៉ារ៉ាម៉ែត្រប្រព័ន្ធ និងបញ្ចូលតម្លៃត្រឹមត្រូវ។ | |
| ការត្រួតពិនិត្យ PCB ត្រូវបានខូច។ | ទាក់ទងទៅ Apollo Seiko ឬភ្នាក់ងាររបស់យើងសម្រាប់ការជួសជុល។ | |
| Solder មិនត្រូវបានចុកត្រឹមត្រូវ។ | ដងថ្លឹងដោះចេញគឺជាទីតាំងខាងលើ។ | បន្ថយដងថ្លឹងដោះចេញ។ |
| កាំបិតកាត់ចំណីនៅទំនេរ។ | លៃតម្រូវទីតាំងនៃកាំបិត។ | |
| ការកំណត់ល្បឿនគឺ '0' ។ | ពិនិត្យប៉ារ៉ាម៉ែត្រប្រព័ន្ធ។ | |
| ម៉ូតូខូច។ | ទាក់ទង Apollo Seiko ឬភ្នាក់ងាររបស់យើងសម្រាប់ការជួសជុល។ | |
| ការត្រួតពិនិត្យ PCB ត្រូវបានខូច។ | ទាក់ទង Apollo Seiko ឬភ្នាក់ងាររបស់យើងសម្រាប់ការជួសជុល។ | |
| ឧបករណ៍បញ្ជាសីតុណ្ហភាពមិនអាចកែតម្រូវបានទេ។ | ម៉ាស៊ីនកម្តៅត្រូវបានខូច។ | ជំនួសដោយម៉ាស៊ីនកម្តៅថ្មី។ |
| ឧបករណ៍បញ្ជាសីតុណ្ហភាពត្រូវបានខូច។ | ទាក់ទង Apollo Seiko ឬភ្នាក់ងាររបស់យើងសម្រាប់ការជួសជុល។ | |
| ខ្សែកំដៅត្រូវបានខូច។ | ជំនួសដោយខ្សែថ្មី។ | |
| ខ្សែកំដៅត្រូវបានផ្តាច់។ | ពិនិត្យការភ្ជាប់ខ្សែ។ | |
| ភាពមិនប្រក្រតីនៃសីតុណ្ហភាពមិនបាត់ទេ។ | ឧបករណ៍បញ្ជាសីតុណ្ហភាពត្រូវបានខូច។ | ទាក់ទង Apollo Seiko ឬភ្នាក់ងាររបស់យើងសម្រាប់ការជួសជុល។ |
| តម្លៃរោទិ៍សីតុណ្ហភាពខាងលើ/ទាបគឺមិនត្រឹមត្រូវ។ | ពិនិត្យប៉ារ៉ាម៉ែត្រប្រព័ន្ធហើយបញ្ចូលតម្លៃត្រឹមត្រូវ។ | |
| ឯកតាដែកមិនផ្លាស់ទីឡើងលើ/ចុះក្រោម។ | ខ្យល់មិនត្រូវបានផ្គត់ផ្គង់ដល់អង្គភាពទេ។ | ពិនិត្យការផ្គត់ផ្គង់ខ្យល់។ |
| ការត្រួតពិនិត្យ PCB ត្រូវបានខូច។ | ទាក់ទង Apollo Seiko ឬភ្នាក់ងាររបស់យើងសម្រាប់ការជួសជុល។ | |
| OMEGA មិនដំណើរការពីការបញ្ចូល I/O ទេ។ | ប្រភេទនៃការកំណត់ប៉ារ៉ាម៉ែត្រប្រព័ន្ធគឺខុស។ | កំណត់ប្រភេទ “STA” លើកលែងតែការរួមបញ្ចូលមនុស្សយន្ត APOLLO SEIKO ។ |
| បន្ទះប៉ះត្រូវបានបើកទោះបីជាប្រភពថាមពលត្រូវបានបិទក៏ដោយ។ | ប្រភពថាមពល 24V ត្រូវបានផ្គត់ផ្គង់ទៅ 30, 32, 38 និង 40 pin នៃ I/O ។ | នៅពេលដែលវាត្រូវបានប្រើដោយប្រភពថាមពលខាងក្រៅ I/O កំណត់ DS1 ទៅ ON (យោងទៅ 12.1 ការរៀបចំស្ថានីយរបស់ឧបករណ៍ភ្ជាប់) ។ បន្ទាប់មកភ្ជាប់ 24V នៃប្រភពថាមពលខាងក្រៅទៅ 34 pin នៃ I/O, 0V នៃប្រភពថាមពលខាងក្រៅទៅ 38 ឬ 40 pin។ |
15.2 បញ្ជីសារកំហុស
| ទេ | លេខខុស | ការពិពណ៌នា | លក្ខខណ្ឌកើតឡើង / លក្ខខណ្ឌនៃការងើបឡើងវិញ | |
| 1 | អ៊ែរ ៤ | កំហុសក្នុងការចងចាំ | លក្ខខណ្ឌកើតឡើង ស្ថានភាពការងើបឡើងវិញ លក្ខខណ្ឌប្រតិបត្តិការ លក្ខខណ្ឌកើតឡើង | ៖ EEPROM មានកំហុសនៅពេលវាបើកថាមពល។ ជួសជុលបន្ទះ PCB ។ វាមិនអាចដំណើរការបានទេ។ ៖ មានកំហុសនៅសៀគ្វីបញ្ចូល។ |
| 2 | កំហុស 1] | កំហុស A/D | ប្រតិបត្តិការស្ថានភាពស្តារឡើងវិញ | ៖ ដំណើរការបន្ទះប៉ះ ឬការបញ្ចូលសញ្ញា RESET ៖ ប្រសិនបើវារកឃើញកំហុស វាឈប់ដំណើរការភ្លាមៗ។ |
| 3 | អ៊ែរ ៤ | កំហុសក្នុងការលៃតម្រូវដោយស្វ័យប្រវត្តិ | ស្ថានភាពនៃការកើតឡើង ស្ថានភាពស្តារឡើងវិញ |
៖ លទ្ធផលមិនផ្លាស់ប្តូររយៈពេល 5 នាទី ឬច្រើនជាងនេះទេ កំឡុងពេលកំណត់ដោយស្វ័យប្រវត្តិ។ វាត្រូវបានបញ្ឈប់ដោយកំហុសមួយទៀត។ ដំណើរការបន្ទះប៉ះ ឬការបញ្ចូលសញ្ញា RESET |
| 4 | អ៊ែរ ៤ | ផ្តាច់ឧបករណ៍ចាប់សញ្ញា | ប្រតិបត្តិការ លក្ខខណ្ឌកើតឡើង លក្ខខណ្ឌនៃការងើបឡើងវិញ ប្រតិបត្តិការ |
៖ ប្រសិនបើវារកឃើញកំហុស វាឈប់ដំណើរការភ្លាមៗ។ ៖ ការត្រួតពិនិត្យការបញ្ចូលសីតុណ្ហភាពត្រូវបានផ្តាច់។ ដំណើរការបន្ទះប៉ះ ឬការបញ្ចូលសញ្ញា RESET ប្រសិនបើវារកឃើញកំហុស វាឈប់ដំណើរការភ្លាមៗ។ |
| ស្ថានភាពនៃការកើតឡើង | : សីតុណ្ហភាពវាស់គឺតិចជាង -50 ℃ ឬ | |||
| 5 | អ៊ែរ ៤ | កំហុសឧបករណ៍ចាប់សញ្ញា | ស្ថានភាពស្តារឡើងវិញ | ប្រតិបត្តិការ ស្ថានភាពនៃការកើតឡើង |
សីតុណ្ហភាពវាស់គឺតិចជាង -50 ℃ឬច្រើនជាង 600 ℃។ ដំណើរការបន្ទះប៉ះ ឬការបញ្ចូលសញ្ញា RESET ការត្រួតពិនិត្យត្រូវបានបញ្ឈប់។ |
| 6 | អ៊ែរ ៤ | កំដៅដុត | ស្ថានភាពស្តារឡើងវិញ | សីតុណ្ហភាពវាស់មិនផ្លាស់ប្តូរសីតុណ្ហភាពថេរក្នុងរយៈពេលថេរទេ។ ដំណើរការបន្ទះប៉ះ ឬការបញ្ចូលសញ្ញា RESET ប្រសិនបើវារកឃើញកំហុស វាឈប់ដំណើរការភ្លាមៗ។ |
| ប្រតិបត្តិការ | ប្រសិនបើវារកឃើញកំហុស វាឈប់ដំណើរការភ្លាមៗ។ | |||
| 7 | អ៊ែរ ៤ | កំហុស COMM ខាងក្នុង | ស្ថានភាពនៃការកើតឡើង ប្រតិបត្តិការស្ថានភាពស្តារឡើងវិញ |
៖ ផ្ទាំងបញ្ជា និងបន្ទះបង្ហាញមិនអាចទំនាក់ទំនងបានត្រឹមត្រូវរយៈពេលប្រាំវិនាទី លើកលែងតែអេក្រង់ដំបូង។ វាបើកថាមពលម្តងទៀត ឬទំនាក់ទំនងអាចចាប់ផ្តើមឡើងវិញបានត្រឹមត្រូវ។ ប្រសិនបើវារកឃើញកំហុស វាឈប់ដំណើរការភ្លាមៗ។ |
| 8 | អ៊ែរ ៤ | បន្ទាន់ | លក្ខខណ្ឌកើតឡើង លក្ខខណ្ឌនៃការងើបឡើងវិញ លក្ខខណ្ឌប្រតិបត្តិការ |
វារកឃើញសញ្ញាឈប់សង្គ្រោះបន្ទាន់ត្រូវបានបញ្ចូល។ វាទទួលបាន "ពាក្យបញ្ជាបញ្ឈប់ការសង្គ្រោះបន្ទាន់" ខណៈពេលដែលប្រតិបត្តិការ COM (RS-232C) ។ ដំណើរការបន្ទះប៉ះ ឬការបញ្ចូលសញ្ញា RESET នៅពេលដែលសញ្ញាឈប់សង្គ្រោះបន្ទាន់ត្រូវបានបិទ។ សូមមើល "13.10.2 ប្រតិបត្តិការ EMR (ការបញ្ឈប់បន្ទាន់)" ការគ្រប់គ្រងសីតុណ្ហភាពកំពុងបញ្ឈប់តម្លៃបញ្ចូលសីតុណ្ហភាពគឺច្រើនជាងជួរសីតុណ្ហភាពនៃការជូនដំណឹងខ្ពស់។ ការត្រួតពិនិត្យសីតុណ្ហភាពកំពុងដំណើរការ៖ សីតុណ្ហភាព |
| 9 | អ៊ែរ ៤ | កំហុសម៉ាស៊ីនកម្តៅ | ប្រតិបត្តិការស្ថានភាពស្តារឡើងវិញ | ការគ្រប់គ្រងសីតុណ្ហភាពកំពុងបញ្ឈប់តម្លៃបញ្ចូលសីតុណ្ហភាពគឺច្រើនជាងជួរសីតុណ្ហភាពនៃការជូនដំណឹងខ្ពស់។ ការគ្រប់គ្រងសីតុណ្ហភាពកំពុងប្រតិបត្តិ៖ តម្លៃបញ្ចូលសីតុណ្ហភាពគឺតិចជាងជួរសីតុណ្ហភាពនៃការជូនដំណឹងទាប ឬច្រើនជាងជួរសីតុណ្ហភាពនៃការជូនដំណឹងខ្ពស់។ (លើកលែងតែពេលដែលការគ្រប់គ្រងសីតុណ្ហភាពនៃការកំណត់ការគ្រប់គ្រងសីតុណ្ហភាពទី 2 ។ ) * នៅពេលដែលវាតិចជាងជួរសីតុណ្ហភាពរោទិ៍ទាបភ្លាមៗបន្ទាប់ពីចាប់ផ្តើមការគ្រប់គ្រងសីតុណ្ហភាព កំហុស HEATER មិនបានកើតឡើងទេ។ (ការរង់ចាំលំដាប់) វាចូលទៅក្នុងជួរសីតុណ្ហភាពនៃការជូនដំណឹង ឬដំណើរការបន្ទះប៉ះ។ នៅពេលតម្លៃបញ្ចូលសីតុណ្ហភាពលើសពីជួរសីតុណ្ហភាពរោទិ៍ខ្ពស់៖ ប្រសិនបើវារកឃើញកំហុស វាឈប់ដំណើរការភ្លាមៗ។ នៅពេលតម្លៃបញ្ចូលសីតុណ្ហភាពតិចជាងជួររោទិ៍៖ វាបន្តគ្រប់គ្រង។ |
| ទេ | លេខខុស | ការពិពណ៌នា | លក្ខខណ្ឌកើតឡើង / លក្ខខណ្ឌនៃការងើបឡើងវិញ | |
| 10 | អ៊ែរ ៤ | SOLDER SHORTAGE | លក្ខខណ្ឌកើតឡើង ប្រតិបត្តិការស្ថានភាពការងើបឡើងវិញ | វារកឃើញ solder shortagអ៊ី កំណត់ការបញ្ចូលសញ្ញាឡើងវិញ យោងទៅ “13.10.3 ប្រតិបត្តិការកំហុស SOLDER (Solder shortage / solder ស្ទះ) |
| 11 | អ៊ែរ ៤ | SOLDER ស្ទះ | លក្ខខណ្ឌកើតឡើង ប្រតិបត្តិការស្ថានភាពការងើបឡើងវិញ | វារកឃើញ solder ស្ទះ។ ដំណើរការបន្ទះប៉ះ ឬការបញ្ចូលសញ្ញា RESET យោងទៅ “13.10.3 ប្រតិបត្តិការកំហុស SOLDER (Solder shortage / solder ស្ទះ) |
| 12 | អ៊ែរ ៤ | អស់ពេលឧបករណ៍ចាប់សញ្ញាខាងលើ | លក្ខខណ្ឌកើតឡើង ប្រតិបត្តិការស្ថានភាពការងើបឡើងវិញ | វាមិនអាចរកឃើញទីតាំងខាងលើដែកក្នុងរយៈពេលកំណត់ U/D Time បន្ទាប់ពីសំណើឡើង/ចុះដែកត្រូវបានបញ្ចេញ។ ដំណើរការបន្ទះប៉ះ ឬការបញ្ចូលសញ្ញាកំណត់ឡើងវិញ យោងទៅ "13.10.5 ប្រតិបត្តិការកំហុសរបស់អង្គភាពដែក (កំហុសឧបករណ៍ចាប់សញ្ញា)" |
| 13 | អ៊ែរ ៤ | អស់ពេលឧបករណ៍ចាប់សញ្ញាទាប | លក្ខខណ្ឌកើតឡើង ប្រតិបត្តិការស្ថានភាពការងើបឡើងវិញ | វាមិនអាចរកឃើញទីតាំងទាបជាងដែកក្នុងរយៈពេលកំណត់នៃ U/D Time បន្ទាប់ពីសំណើឡើង/ចុះដែកត្រូវបានបញ្ចេញ។ ដំណើរការបន្ទះប៉ះ ឬការបញ្ចូលសញ្ញាកំណត់ឡើងវិញ យោងទៅ "13.10.5 ប្រតិបត្តិការកំហុសរបស់អង្គភាពដែក (កំហុសឧបករណ៍ចាប់សញ្ញា)" |
| 14 | អ៊ែរ ៤ | កំហុសក្នុងការសរសេរ | លក្ខខណ្ឌកើតឡើង ប្រតិបត្តិការស្ថានភាពការងើបឡើងវិញ | ផ្ទាំងបញ្ជាមិនអាចទទួលបានតម្លៃកំណត់ដែលត្រូវបានបញ្ចូលដោយបន្ទះនៃបន្ទះបង្ហាញឱ្យបានត្រឹមត្រូវទេ។ ដំណើរការបន្ទះប៉ះ ឬការបញ្ចូលសញ្ញា RESET វាបន្តប្រតិបត្តិការដោយស្វ័យប្រវត្តិ និងការគ្រប់គ្រងទិន្នផលរបស់ម៉ាស៊ីនកម្តៅ។ |
| 15 | អ៊ែរ ៤ | កំហុសក្នុងការផ្ទុក | លក្ខខណ្ឌកើតឡើង៖ ប្រតិបត្តិការលក្ខខណ្ឌនៃការស្តារឡើងវិញ | នៅពេលការផ្លាស់ប្តូរអេក្រង់នៃអេក្រង់ប៉ារ៉ាម៉ែត្រប្រព័ន្ធ អេក្រង់ការកំណត់លក្ខខណ្ឌនៃការលក់ និងអេក្រង់ការលៃតម្រូវដោយស្វ័យប្រវត្តិ វាមិនអាចទទួលបានតម្លៃត្រឹមត្រូវពីផ្ទាំងបញ្ជាបានទេ។ ដំណើរការបន្ទះប៉ះ ឬការបញ្ចូលសញ្ញា RESET វាបន្តប្រតិបត្តិការដោយស្វ័យប្រវត្តិ និងការគ្រប់គ្រងទិន្នផលរបស់ម៉ាស៊ីនកម្តៅ។ |
- តម្លៃមិនត្រូវបានជួសជុលនៅពេលដែលវាដំណើរការដើម្បីអានតម្លៃកំណត់ដោយការទំនាក់ទំនងខាងក្រៅខណៈពេលដែលមានកំហុសអង្គចងចាំកើតឡើង។
- ការបញ្ឈប់ប្រតិបត្តិការគឺស្ថិតនៅក្នុងស្ថានភាពនៃការណែនាំរបស់ OMEGA-1 "10.1.1 ការបញ្ឈប់ប្រតិបត្តិការដោយស្វ័យប្រវត្តិ"។:
បញ្ជីកូដ ASCII
| ខាងលើ
ទាបជាង |
១៧០០០ ម៉ោង។ | ១៧០០០ ម៉ោង។ | ១៧០០០ ម៉ោង។ | ១៧០០០ ម៉ោង។ | ១៧០០០ ម៉ោង។ | ១៧០០០ ម៉ោង។ | ១៧០០០ ម៉ោង។ | ១៧០០០ ម៉ោង។ |
| ១៧០០០ ម៉ោង។ | NUL | DLE | លំហ | 0 | @ | P | ` | p |
| ១៧០០០ ម៉ោង។ | សូ | DC1 | ! | 1 | A | Q | a | q |
| ១៧០០០ ម៉ោង។ | STX | DC2 | “ | 2 | B | R | b | r |
| ១៧០០០ ម៉ោង។ | អិល។ អេ | DC3 | # | 3 | C | S | c | s |
| ១៧០០០ ម៉ោង។ | អេតូ | DC4 | $ | 4 | D | T | d | t |
| ១៧០០០ ម៉ោង។ | ENQ | ណាក់ | % | 5 | E | U | e | u |
| ១៧០០០ ម៉ោង។ | អេក | SYN | & | 6 | F | V | f | v |
| ១៧០០០ ម៉ោង។ | បែល | ETB | ' | 7 | G | W | g | w |
| ១៧០០០ ម៉ោង។ | BS | អាច | ( | 8 | H | X | h | x |
| ១៧០០០ ម៉ោង។ | HT | EM | ) | 9 | I | Y | i | y |
| 0 អា | LF | SUB | * | : | J | Z | j | z |
| ០ ប៊ី | VT | អេស.ស៊ី | + | ; | K | [ | k | { |
| 0 ស៊ី | FF | FS | , | < | L | ¥ | l | | |
| ០ ឌី | CR | GS | – | = | M | ] | m | } |
| ០ អេ | SO | RS | . | > | N | ^ | n | ~ |
| ០ ហ្វ | SI | US | / | ? | O | _ | o | ឌែល |
* របៀបមើលបញ្ជីកូដ ASCII
(លេខកូដ ASCII) = (ខាងលើ) + (ខាងក្រោម) ឧ) ពេល “A”: (41h) = (40h) + (01h) ពេល “m”: (6Dh) = (60h) + (0Dh)
ថែទាំ
តម្រូវការត្រួតពិនិត្យប្រចាំថ្ងៃ មានដូចខាងក្រោម៖
ចំណាំ៖ នៅពេលត្រួតពិនិត្យ សូមបិទភ្លើង ហើយត្រជាក់ចុងដែក។
- អត្ថិភាពនៃខ្សែភ្លើង៖ ប្រសិនបើខ្សែដែកមិនគ្រប់គ្រាន់ សូមប្តូរទៅខ្សែថ្មី។
- ពាក់ចុងដែក
ប្រសិនបើលទ្ធផល soldering មិនស្ថិតស្ថេរ សូមប្តូរវាទៅថ្មី។ រយៈពេលនៃជីវិតរបស់ចុងដែកគឺអាស្រ័យលើពេលវេលាកំដៅ ចំណុចផ្តល់ចំណី និងល្បឿនរបស់ solder ។
ការបំបែកឧបករណ៍កំដៅ - មូលហេតុនៃការបែកម៉ាស៊ីនកំដៅនៅពេលលីត្រamp សម្រាប់ការបង្ហាញកំហុសសីតុណ្ហភាពបានបើក ហើយឧបករណ៍បញ្ជាសីតុណ្ហភាពគឺធម្មតាមានដូចខាងក្រោម៖
(1) ការបំបែកនៃម៉ាស៊ីនកំដៅ។ ផ្លាស់ប្តូរធុងដែក
(2) ការបំបែកខ្សែបញ្ជូនត។ ផ្លាស់ប្តូរខ្សែដែក។
(3) ចុងដែកត្រូវបានពាក់។ ផ្លាស់ប្តូរធុងដែក - សម្ពាធខ្យល់
ត្រូវប្រាកដថាសម្ពាធខ្យល់ប្រសិនបើវាគ្រប់គ្រាន់។ (0.4-0.6MPa) 5) ការស្ទះនៃសំណុំបំពង់ ប្រសិនបើផ្នែកខាងលើ (ផ្នែកខាងចេញ) នៃបំពង់បានស្ទះជាមួយនឹង flux ឬ solder wire សូមដោះចេញ ហើយសម្អាតវាដោយអាល់កុល។ - ចលនាឡើង/ចុះ សូមប្រាកដថា ចលនាឡើង/ចុះនៃឯកតាដែកនៃឯកតាដែកគឺរលូន។ ដូចគ្នានេះផងដែរត្រូវប្រាកដថាប្រសិនបើមិនមានលំហូរជាប់នៅក្នុងផ្នែកផ្លាស់ទី។
- កាំបិតកាត់ និងកន្ត្រៃសម្រាប់ដាក់ខ្សែលួស សូមប្រាកដថា flux ឬ solder មិនជាប់នឹងផ្នែកខាងលើទេ។ បើដូច្នេះ សូមសម្អាតវាដោយប្រើជក់ទន់ (លង្ហិន) និងអាល់កុល ។
- បន្ទាប់ពីរាល់ 5,000 ពិន្ទុ solder ពិនិត្យសីតុណ្ហភាពចុង solder ជាមួយទែម៉ូម៉ែត្រ។ ប្រសិនបើមានភាពខុសគ្នារវាងសីតុណ្ហភាពដែលបានវាស់ និងពិតប្រាកដ សូមធ្វើការក្រិត TCL1 នៅក្នុងប៉ារ៉ាម៉ែត្រប្រព័ន្ធ។
- ជារៀងរាល់ខែ ត្រូវប្រាកដថាខ្សែភ្លើងរត់តាមបំពង់លួស។ បើមិនដូច្នោះទេសូមសម្អាតបំពង់ខាងក្នុងឬជំនួស។
- ជារៀងរាល់ឆ្នាំផ្ញើទែម៉ូម៉ែត្រទៅភ្នាក់ងារដែលមានការអនុញ្ញាតសម្រាប់ការក្រិតតាមខ្នាត។
ការកែតម្រូវ និងតម្រឹមរបស់ឧបករណ៍បំប្លែង ZSB (ជម្រើស)
(ក្នុងករណី Pinch Roller លៃតម្រូវកម្ពស់តែប៉ុណ្ណោះ។ )
លៃតម្រូវឧបករណ៍បញ្ចូល ZSB ដូចខាងក្រោម:
ជម្រៅនៃការកាត់របស់ ZSB blade ត្រូវតែកែតម្រូវឱ្យបានត្រឹមត្រូវ ដើម្បីដំណើរការបានត្រឹមត្រូវ។ កែតម្រូវ និងសម្អាតវារាល់ពេលមុនពេលប្រើប្រាស់។
- ដោះគម្របចេញបន្ទាប់ពីបាត់បង់វីសកំណត់ចំនួនប្រាំ។

- បន្ធូរវីសដែលបានកំណត់ "1" សម្រាប់ការតម្រឹមអ័ក្សកាត់ និងគ្រាប់កំណត់ "2" ដើម្បីកែតម្រូវទីតាំងរបស់ផ្លុំ។ បនា្ទាប់មករំកិលទីតាំងរបស់ផ្លុំផ្លុំឱ្យផ្គូផ្គងផ្ន្រកកណ្តាលន្រដាប់ប៊លនិង V grove របស់ roller ទាប។

- រឹតបន្តឹងវីសដែលបានកំណត់ "1" ។
- ភ្ជាប់ម្ជុលបង្វិលដូចដែលវានៅដដែលដោយគ្មានគម្រប ហើយបន្ទាប់មកកំណត់ខ្សែលួស។

- រុញដងថ្លឹងទៅមុខ/បញ្ច្រាស ហើយដាក់ខ្សែលួស បន្ទាប់មកត្រូវប្រាកដថា កាំបិតកាត់បង្កើតរន្ធនៅចំកណ្តាលនៃខ្សែដែក។ ប្រសិនបើរន្ធមិនស្ថិតនៅចំកណ្តាលទេ សូមកែតម្រូវទីតាំងរបស់កាំបិតកាត់ បន្ទាប់មកដាក់ខ្សែលួស ហើយពិនិត្យមើលវា។

- កាត់ខ្សែលួសដោយរន្ធកាត់កែង ហើយពិនិត្យមើលផ្នែកឈើឆ្កាង។ ត្រូវប្រាកដថាកាំបិតកាត់ចូលទៅក្នុងស្នូល flux ។
ប្រសិនបើជម្រៅនៃការកាត់មិនគ្រប់គ្រាន់ ឬជ្រៅពេក សូមបន្ធូរគ្រាប់ "4" បន្ទាប់មកលៃតម្រូវវីសកែតម្រូវ "3" សម្រាប់ជម្រៅកាត់ដើម្បីជ្រាបចូលទៅក្នុងស្នូលលំហូរ។
បន្ទាប់ពីនោះចិញ្ចឹម solder ម្តងទៀតកាត់លួសហើយពិនិត្យមើលផ្នែកឈើឆ្កាងម្តងទៀត។
- បំពេញការលៃតម្រូវការតម្រឹមនិងជម្រៅនៃ blade កាត់និងបង្កើនសីតុណ្ហភាពនៃចុងដែក។ បនា្ទាប់មករលាយខ្សភ្លើងជាមួយរន្ធ។ ហើយត្រូវប្រាកដថាលំហូរចេញមកពីរន្ធ។

- ដាក់គម្របត្រឡប់មកវិញហើយរឹតបន្តឹងវីសចំនួនប្រាំ។
ការគ្រប់គ្រងព័ត៌មានជំនួយដែក
សេចក្តីផ្តើម
Soldering គឺជាបច្ចេកទេសមួយដែលភ្ជាប់លោហៈមួយទៅលោហៈផ្សេងទៀតដោយប្រតិកម្មអាឡឺម៉ង់។
សម្ភារៈ solder រលាយ ប៉ុន្តែសម្ភារៈម្តាយ (បំណែកដែកនៅលើដុំការងារ) មិនរលាយដោយការ soldering ។
មានកត្តាសំខាន់បី (កត្តាដ៏អស្ចារ្យបីនៃការផ្សារដែក) សម្រាប់ប្រតិកម្មអាឡែហ្ស៊ីដូចខាងក្រោម:
ការសម្អាតផ្ទៃលោហៈ
ការបង្កើតស្រទាប់យ៉ាន់ស្ព័រដែលដោយការរលាយ solder និងភ្ជាប់ទៅនឹងផ្ទៃលោហៈប្រភពកំដៅដែលគួរតែត្រូវបានរក្សានៅក្នុងសីតុណ្ហភាពសមរម្យដើម្បីបង្កើតស្រទាប់ alloy ដោយ soldering ។
ព័ត៌មានជំនួយដែក solder គឺទាក់ទងទៅនឹងការបង្កើតស្រទាប់ alloy និងប្រភពកំដៅ។ ដូច្នេះ វាមានសារៈសំខាន់ខ្លាំងណាស់សម្រាប់ការថែទាំល្អនៃព័ត៌មានជំនួយ ដើម្បីធ្វើឱ្យ soldering មានស្ថេរភាព។
គន្លឹះនៃការលក់អាប៉ូឡូ (ម៉ូដែល DS, DN, SB, SG និង DX) បានដឹងពីដំណើរការខ្ពស់ និងអាយុវែងដោយប្រើទង់ដែងគ្មានអុកស៊ីហ្សែនជាសម្ភារៈម្តាយដែលមានបន្ទះដែកពិសេស និងប្រុងប្រយ័ត្នបន្ទាប់ពីការព្យាបាល។
ជាធម្មតាជីវិតរបស់ព័ត៌មានជំនួយគឺប្រហែល 20,000 ពិន្ទុ។ ទោះយ៉ាងណាក៏ដោយប្រសិនបើវាត្រូវបានប្រើប្រាស់លើសពី 380 C ឬ
ប្រសិនបើ solder ដែលមានទីតាំងដាក់ចំណីមិនល្អ នោះអាយុជីវិតត្រូវបានកាត់បន្ថយយ៉ាងខ្លាំងដល់ប្រហែល 5,000 ពិន្ទុដែលបណ្តាលមកពី "ការច្រេះបន្ទះដែក"។ ដូច្នេះសូមប្រើវាតាមលក្ខខណ្ឌសមស្រប។
- ភ្ជាប់ចុងដែក បន្ទាប់មកថ្នាំកូតជ័រវីនីលនៅលើចុងដែកត្រូវបានប្រេះ និងរបកចេញក្នុងអំឡុងពេលសីតុណ្ហភាពកើនឡើង។ សូមប្រើវាបន្ទាប់ពីធ្វើការលក់មុនដោយ solder រួមទាំង flux ។
- ចុងដែកគួរតែត្រូវបានដាក់នៅទីតាំងដែកបន្ទាប់ពី solder មុននៅលើចុងដែក។ ប្រសិនបើព័ត៌មានជំនួយត្រូវបានទុកចោលនៅកន្លែងឈរដោយគ្មាន solder បន្ទាប់ពីសម្អាត នោះព័ត៌មានជំនួយនឹងកត់សុី និងមិនអាចសើមជាមួយនឹង solder បានទេ។

- ប្រសិនបើវត្ថុរាវ ឬសំណល់អុកស៊ីតមួយចំនួនត្រូវបានទុកនៅលើចុងដែក សូមយកវាចេញដោយផ្នែកខាងក្រោយនៃគែមកាត់ ដូចជាឧបករណ៍កាត់ស្រាលៗ។ កុំ file ចុងដែកដោយសារតែបន្ទះដែកអាចរបកចេញ បន្ទាប់មកចុងដែកមិនអាចសើមជាមួយ solder បានទេ។
ប្រសិនបើព័ត៌មានជំនួយមិនសើមជាមួយ solder ....
យកមុន solder នៅលើព័ត៌មានជំនួយទាំងស្រុង។
ដុសចុងដែកស្រាលៗជាមួយច្រាសលួសស្ពាន់។
រលាយ solder ថ្មី រួមទាំង flux នៅលើចុង ឬជ្រលក់ចុងដែកចូលទៅក្នុងសក្តានុពល soldering មួយ។ យកអេប៉ុងសើមចេញ។ ធ្វើមុនលក់ឆាប់ៗ
ព័ត៌មានជំនួយនឹងសើមជាមួយ solder ដោយដំណើរការខាងលើ។
- ពិនិត្យចុងដែកដោយភ្នែករាល់ពេលកំណត់
អុកស៊ីដត្រូវបានទុកនៅលើចុងដែក។ ការសិក្សាអំពីចំនួននៃការសម្អាតខ្យល់។ "ការកើនឡើង solder" លើសពីតំបន់ solder plated ។ ដំណើរការខុសប្រក្រតីកើតឡើងដោយការបន្សល់នូវសារធាតុច្រេះដោយធាតុក្លរួនៅក្នុងលំហូរ។ ជំនួសចុងដែក។
លំហូរ solder មិនល្អ ដោះការដាក់មុននៅលើចុងដែកទាំងស្រុង។ ត្រជាក់វាទៅសីតុណ្ហភាពបន្ទប់ ហើយយកអុកស៊ីតកម្មចេញដោយក្រដាសខ្សាច់។ បនា្ទាប់មកបើកវាម្តងទៀតហើយធ្វើការដាក់មុនទៅនឹងផ្ទៃចុងដែកកំឡុងពេលសីតុណ្ហភាពកើនឡើង។ ការផ្លាស់ប្តូរចុងដែក ត្រូវការផ្លាស់ប្តូរចុងដែកដោយការ corrosion នៃធាតុក្លរួនៅក្នុង flux និងការពាក់បាតុភូត។ - ពិនិត្យរកមើលពិការភាពនៃការផ្សារ
| ភាពមិនល្អឥតខ្ចោះនៃការតភ្ជាប់អគ្គិសនីដោយភ្នាស flux ។ | លាងសម្អាតផ្ទៃ និងធ្វើឱ្យចុងដែកមានសីតុណ្ហភាពខ្ពស់ និងកំដៅបានយូរ។ |
| ផ្ទៃ soldering រដុប | ពិការភាពនេះកើតឡើងប្រសិនបើសីតុណ្ហភាពកំដៅខ្ពស់ឬទាប។ លៃតម្រូវវាទៅសីតុណ្ហភាពត្រឹមត្រូវ។ |
| Soldering យកចេញហើយចេញមកដោយសារតែ solder មិនរលាយ។ | សtagអ៊ីនៃកំដៅ |
| លំហូរ solder | វាអាចមានដំណើរការខុសប្រក្រតី ប្រសិនបើសីតុណ្ហភាពកំដៅឡើងខ្ពស់ ពេលវេលាកំដៅយូរ ឬលើសពីបរិមាណចំណីដែលត្រូវបានផ្គត់ផ្គង់។ |
មានពិការភាព solder ជាច្រើន លើកលែងតែការរៀបរាប់ខាងលើដូចខាងក្រោម: "Solder shortage", "Icicle", "Solder over", "Burning film" ជាដើម។
សូមជ្រើសរើសលក្ខខណ្ឌសមស្របដោយមើលតាមរយៈស្ថានភាព solder ។
របៀបផ្លាស់ប្តូរគន្លឹះដែក
ប្រភេទ DX, X-*** 
- ត្រូវប្រាកដថា "បិទ" គ្រឿង ហើយទុកឱ្យប្រអប់ព្រីនដែក (DX-HET និង X-tip) ត្រជាក់ចុះ។ ទាញចុះលើ DCX-HET និង X-tip..
- ទាញ X-tip ចេញពី DX-HET ។

- លុបសារធាតុទប់ស្កាត់ការដុតដែលជាប់នៅលើកំពូលនៃ DX-HET ។ វាអាចត្រូវបានជូតដោយក្រណាត់ស្ងួតយ៉ាងងាយស្រួល។

- បញ្ចូលព័ត៌មានជំនួយ X ថ្មីទៅ DX-HET ។
ត្រូវប្រាកដថាសារធាតុទប់ស្កាត់ការឆេះត្រូវបានគេអនុវត្តហើយបញ្ចូលចុង X ថ្មី។
- ដូចដែលបានបង្ហាញនៅខាងឆ្វេងផ្នែកខាងលើនៃ DX-HET មិនត្រូវបានគ្របដណ្តប់ដោយសារធាតុទប់ស្កាត់ការដុតនោះទេ។ ដើម្បីអនុវត្តសារធាតុទប់ស្កាត់ការដុតនៅលើ DX-HET សូមបញ្ចូលចុង X ឡើងវិញ ទាញវាចុះ បង្វិលវាទៅឆ្វេង និងស្តាំច្រើនដង។

- ត្រូវប្រាកដថាសារធាតុទប់ស្កាត់ការដុតត្រូវបានអនុវត្តទៅលើកំពូលទាំងមូលនៃ DX-HET ដូចដែលបានបង្ហាញនៅខាងឆ្វេង។ បន្ទាប់មកបញ្ចូលគន្លឹះ X យ៉ាងរឹងមាំ ខណៈពេលដែលលៃតម្រូវចង្អូរគន្លឹះទៅទីតាំងត្រឹមត្រូវ។
![]() ត្រូវប្រាកដថាបិទថាមពលរបស់អង្គភាព ហើយទុកឱ្យ DCX-HET និង X-tip ត្រជាក់ចុះមុនពេលជំនួស។
ត្រូវប្រាកដថាបិទថាមពលរបស់អង្គភាព ហើយទុកឱ្យ DCX-HET និង X-tip ត្រជាក់ចុះមុនពេលជំនួស។
ប្រភេទ DS-***, DN-***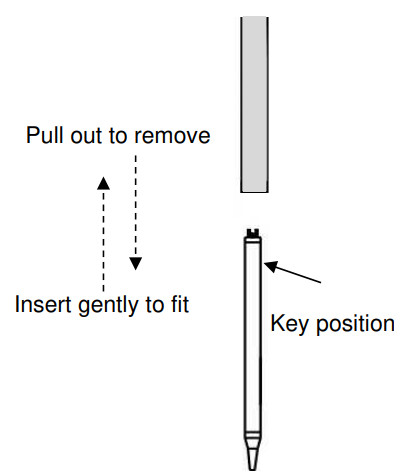
- ត្រូវប្រាកដថាបិទថាមពល ហើយទុកឱ្យប្រអប់ព្រីនដែកត្រជាក់ចុះ។ ទាញចុះលើប្រអប់ដែកដើម្បីយកចេញ។
ប្រសិនបើវាមិនចេញមកទេ ប្រើបំពង់ស៊ីលីកូនដើម្បីទាញវាចុះក្រោមដោយប្រើ "កម្លាំងខ្លះ"។ - ដើម្បីបញ្ចូលប្រអប់ព្រីនធ័រថ្មី សូមបញ្ចូលថ្នមៗរហូតទាល់តែវាទៅដល់ចុងបំពង់ប្រអប់ព្រីន។ បើកវារហូតទាល់តែអ្នកមានអារម្មណ៍ថាមានគ្រាប់ចុចទម្លាក់ ឬចុចចូលទីតាំង។ នៅពេលអ្នកមានអារម្មណ៍ថាវាចុច បញ្ចូលវាយ៉ាងរឹងមាំ។
*កុំបញ្ចូលដែក ខណៈពេលដែលសោស្ថិតនៅក្នុងទីតាំងមិនត្រឹមត្រូវ ឬសោខូច។
- រុញចិញ្ចៀនស៊ីលីកុនពីលើប្រអប់ព្រីនដែក រហូតទាល់តែវាមកដោយផ្ទាល់នៅក្រោមអ្នកកាន់។
![]() ការប្រុងប្រយ័ត្ន
ការប្រុងប្រយ័ត្ន
- ត្រូវប្រាកដថាបិទថាមពល ហើយទុកឱ្យប្រអប់ព្រីនដែកត្រជាក់ចុះ។
- អនុវត្ត "ការលៃតម្រូវដោយស្វ័យប្រវត្តិ" បន្ទាប់ពីជំនួសប្រអប់ដែក។
- ត្រូវប្រាកដថាសីតុណ្ហភាពដែលបង្ហាញនៅលើឧបករណ៍បញ្ជាសីតុណ្ហភាព និងសីតុណ្ហភាពដែលវាស់ដោយទែម៉ូម៉ែត្រចុងត្រូវបានផ្គូផ្គងបន្ទាប់ពីបានជំនួសប្រអប់ព្រីនដែក។
- ប្រសិនបើចិញ្ចៀនស៊ីលីកុនមិនត្រូវបានភ្ជាប់ត្រឹមត្រូវទេនោះវាអាចបណ្តាលឱ្យឆេះ។
បញ្ជីគ្រឿងបន្លាស់ដែលអាចប្រើប្រាស់បាន។
| រូបភាព | ប្រភេទ | ការពិពណ៌នា | សុន្ទរកថា |
|
|
ប្រអប់ព្រីនដែក | ||
|
|
TAL*.*-***S60 | បំពង់ solder កំណត់សម្រាប់ចំណុច / ស្លាយ | |
|
|
ចិញ្ចៀន | ចិញ្ចៀនស៊ីលីកូន (pkt. of 10 PCs) | |
|
|
125M-601 | តម្រងកង្ហារសម្រាប់ OMEGA (pkt. of 5 PCs) |
វាត្រូវបានផ្ដល់អនុសាសន៍ឱ្យជំនួសតម្រងនេះរៀងរាល់ 500 ម៉ោងប្រតិបត្តិការ ប៉ុន្តែសូមកែតម្រូវរយៈពេលជំនួសដោយយោងទៅតាមលក្ខខណ្ឌប្រើប្រាស់ និងបរិយាកាសប្រើប្រាស់របស់អ្នក។ |
|
|
ZSB-1001-40T | រ៉ូឡែត blade សម្រាប់ Φ0.6 ~ 1.6 (40 ធ្មេញ) | |
|
|
ZSB-1001-80T |
រ៉ូឡែត blade សម្រាប់ Φ0.4 ~ 0.5 (80 ធ្មេញ) |
![]() Apollo Seiko Ltd.
Apollo Seiko Ltd.
2271-7 Jinba, Gotenba-shi,
Shizuoka ប្រទេសជប៉ុន 〒412-0047
TEL:+81-(0)550-88-2828
FAX: +81-(0)550-88-2830
អ៊ីមែល៖ sales@apolloseiko.co.jp
URL: https://www.apolloseiko.co.jp
ឯកសារ/ធនធាន
 |
ឧបករណ៍បញ្ជា APOLLO DS3 [pdf] សៀវភៅណែនាំ DS3 Soldering Controller, DS3, Soldering Controller, Controller |