1. Introduction
This manual provides essential instructions for the safe and effective use of the Burndy B-2189 BCS-23 Type Mold Splice. This product is designed for creating exothermic connections, specifically for joining a vertical cable drop to a vertical steel surface. Please read this manual thoroughly before installation and operation to ensure proper usage and to prevent potential hazards.
2. Product Overview
The Burndy B-2189 BCS-23 is an exothermic welding mold engineered for specific electrical connection applications. It facilitates a permanent, high-quality electrical bond between a 1/0 cable and a vertical steel surface. A key design feature is that the cable is positioned off the surface during the splicing process.
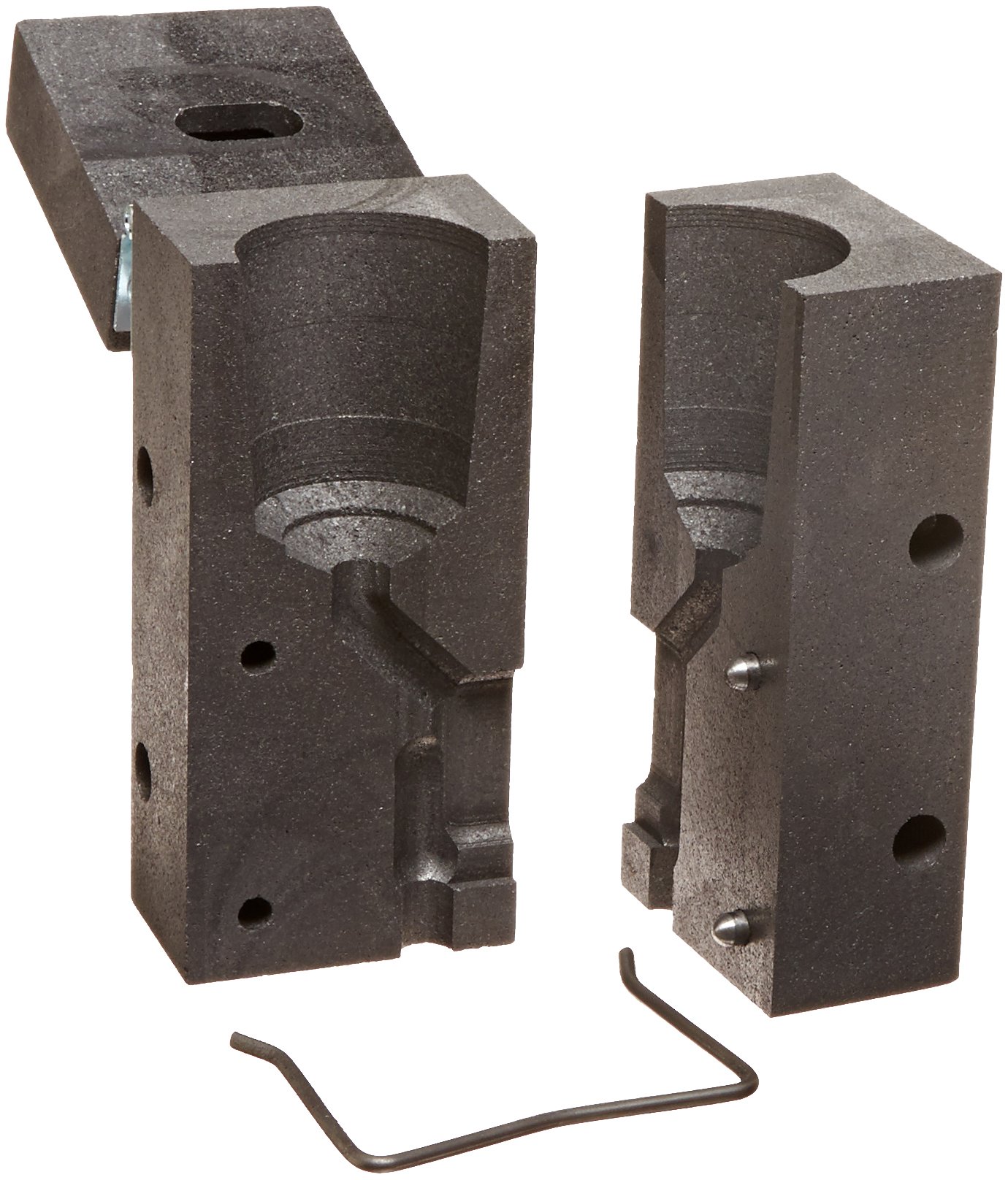
Figure 1: The Burndy B-2189 BCS-23 Mold Splice. This image displays the rectangular, dark gray mold, highlighting the integrated metal handle on one side and the various openings designed for cable insertion and ignition during the exothermic welding process.
Key Features:
- Designed for vertical cable drop to vertical steel surface connections.
- Suitable for 1/0 cable size.
- Constructed from durable materials for repeated use.
- Ensures a reliable and permanent electrical connection.
3. Safety Information
Exothermic welding involves high temperatures and molten metal. Adherence to safety protocols is critical to prevent injury and property damage.
- Personal Protective Equipment (PPE): Always wear appropriate PPE, including safety glasses or face shield, heat-resistant gloves, and long-sleeved clothing made of natural fibers.
- Ventilation: Perform welding in a well-ventilated area to disperse fumes.
- Flammable Materials: Keep all flammable materials away from the welding area.
- Moisture: Ensure the mold, cables, and steel surface are completely dry. Moisture can cause molten metal to explode.
- Ignition: Use only approved ignition sources and follow manufacturer's instructions for the welding material.
- Hot Surfaces: Molds and connections will remain hot for an extended period after welding. Allow sufficient cooling time before handling.
- First Aid: Have a first aid kit readily available and know how to use it.
4. Setup
Proper setup is crucial for a successful and safe exothermic connection.
- Inspect the Mold: Before each use, inspect the B-2189 BCS-23 mold for any damage, cracks, or excessive wear. Ensure the mold halves close tightly. Clean any carbon residue from previous welds using a mold cleaning brush.
- Prepare the Cable: Strip the insulation from the 1/0 cable according to the specifications for the welding material being used. Clean the exposed conductor thoroughly with a wire brush to remove any oxidation or contaminants.
- Prepare the Steel Surface: Clean the vertical steel surface where the connection will be made. Remove all paint, rust, grease, and other foreign materials down to bright, bare metal. Ensure the surface is dry.
- Position the Cable: Insert the prepared cable into the mold cavity. Ensure the cable is correctly seated and that the mold is positioned so the cable is off the vertical steel surface, as per the BCS-23 design.
- Secure the Mold: Close the mold halves firmly around the cable and against the steel surface. Use the appropriate clamping device (not included with the mold) to hold the mold securely in place, preventing molten metal leakage.
- Install Retaining Disc: Place the steel retaining disc (if required by your welding material) at the bottom of the crucible section of the mold.
5. Operating Instructions
Follow these steps carefully to perform an exothermic weld using the B-2189 BCS-23 mold.
- Pour Welding Material: Open the welding material package and pour the entire contents into the crucible section of the mold. Do not overfill or underfill.
- Apply Starting Powder: Sprinkle a small amount of starting powder (if provided with your welding material) over the welding material in the crucible.
- Ignite: Using a flint igniter or other approved ignition source, ignite the starting powder. Stand clear of the mold during ignition and the reaction.
- Wait for Reaction: The exothermic reaction will occur rapidly, melting the welding material and forming a molten pool that flows into the weld cavity, fusing the cable to the steel surface.
- Cooling Period: Allow the mold and the newly formed connection to cool for the recommended time (typically 30-60 seconds, refer to welding material instructions). Do not attempt to open the mold prematurely.
- Open Mold: Once cooled, carefully unclamp and open the mold. Remove the mold from the connection.
- Inspect Connection: Visually inspect the completed connection for any defects, such as porosity, incomplete fill, or excessive flashing. A properly made connection will be smooth and solid.
6. Maintenance
Regular maintenance extends the life of your Burndy B-2189 BCS-23 mold and ensures consistent weld quality.
- Cleaning: After each use, and once the mold has cooled, clean the mold cavity and crucible thoroughly with a mold cleaning brush to remove all slag and carbon residue. Do not use wire brushes on the mold cavity as this can damage the graphite.
- Storage: Store the mold in a dry, clean environment. Protect it from moisture and physical damage.
- Inspection: Periodically inspect the mold for wear, cracks, or damage. Replace the mold if significant wear or damage is observed, as this can affect weld quality and safety.
- Hinge and Clamp Maintenance: Keep the hinge pins and clamping surfaces clean and free of debris to ensure smooth operation and proper mold closure.
7. Troubleshooting
This section addresses common issues encountered during exothermic welding.
| Problem | Possible Cause | Solution |
|---|---|---|
| Incomplete Weld / Porosity |
|
|
| Molten Metal Leakage |
|
|
| Difficulty Igniting |
|
|
8. Specifications
- Model Number: B-2189
- Type: BCS-23 Mold Splice
- Application: Vertical Cable Drop to Vertical Steel Surface
- Cable Size: 1/0
- Material: Steel (Note: While product specifications list 'Steel', exothermic molds are typically graphite. This may refer to a component or the surface it connects to.)
- Package Quantity: 1 unit
- Product Dimensions: Approximately 2.54 x 2.54 x 2.54 cm (1 x 1 x 1 inches) (Note: These dimensions appear unusually small for a mold of this type.)
- Package Weight: 1.5 kg
- Country of Origin: United States
9. Warranty and Support
For information regarding product warranty, technical support, or replacement parts, please contact Burndy customer service directly. Refer to the official Burndy website or product packaging for the most current contact details and warranty terms.





