Introduction
The TREEYX 520TSCP is a versatile 4-in-1 welding and cutting machine designed for various metalworking tasks. It integrates Plasma Cutting, TIG Welding, and MMA (Stick) Welding functions into a single compact unit. This manual provides essential information for the safe and effective operation, setup, and maintenance of your TREEYX 520TSCP machine.
Key features include a large LED digital display, IGBT inverter technology for stable output, and a pulse function for TIG welding. The machine is suitable for working with carbon steel, stainless steel, and low-alloy steel.

Image: The TREEYX 520TSCP machine, illustrating its compact dimensions (371mm x 153mm x 232mm) and various application examples such as welding carports, metal structures, pipes, and fences. A table of product parameters is also visible, detailing welding types, input voltage, current ranges, and weld/cut thicknesses.
Safety Information
Always prioritize safety when operating welding and cutting equipment. Failure to follow safety precautions can result in serious injury or death.
- Electric Shock: Welding and plasma cutting can cause fatal electric shock. Ensure proper grounding, wear dry gloves, and inspect cables for damage. Do not operate in wet conditions.
- Fumes and Gases: Welding and cutting produce fumes and gases that can be hazardous to health. Work in a well-ventilated area or use local exhaust ventilation.
- Arc Rays: Arc rays can burn eyes and skin. Always wear a welding helmet with appropriate shade, safety glasses, and protective clothing.
- Fire and Explosion: Sparks, hot slag, and hot metal can cause fires. Keep flammable materials away from the work area. Have a fire extinguisher readily available.
- Burns: Hot metal and equipment can cause severe burns. Wear protective gloves and clothing.
- Noise: Some operations may produce high noise levels. Wear hearing protection.
- Compressed Air/Gas: For plasma cutting and TIG welding, ensure gas cylinders are secured and connections are leak-free.
Read and understand all safety warnings and instructions provided with consumables and accessories.
Product Overview
The TREEYX 520TSCP machine features advanced internal components for efficient and stable performance, along with an intuitive control panel for ease of use.
Internal Components
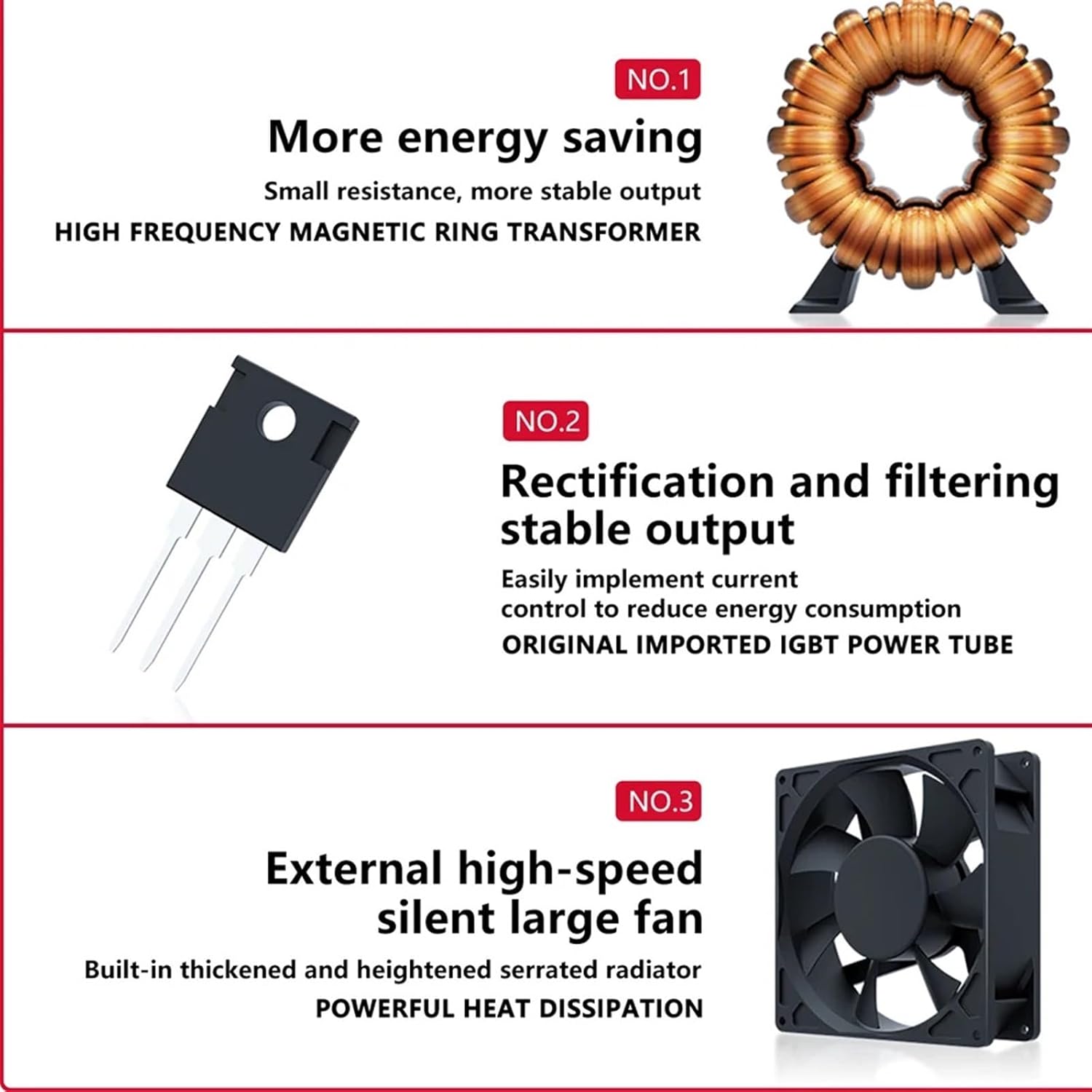
Image: Illustration of key internal components. NO.1 shows a high-frequency magnetic ring transformer, indicating energy saving and stable output. NO.2 displays an original imported IGBT power tube, responsible for rectification, filtering, and stable output, reducing energy consumption. NO.3 highlights an external high-speed silent large fan, featuring a thickened and heightened serrated radiator for powerful heat dissipation.
Control Panel and Connections
Familiarize yourself with the front panel controls and connection points before operation.

Image: The front panel of the TREEYX 520TSCP machine. It features a large LED digital display for current, a "MODE" button to switch between MMA (arc welder), TIG (tig welder), and CUT (plasma cutter) functions. A "PULSE" button is present for pulse settings. A central knob adjusts current (MIN to MAX). Indicators for pulse peak current, pulse base current, frequency, duty, and gas delay adjustment are also visible.
- LED Digital Display: Shows current settings and other parameters.
- MODE Button: Selects between MMA, TIG, and CUT functions.
- PULSE Button: Activates and adjusts pulse settings for TIG welding (Pulse Peak Current, Pulse Base Current, Frequency, Duty).
- Current Adjustment Knob: Controls the output current (Amps).
- Gas Delay Adjustment: Sets the post-flow gas time for TIG and Plasma cutting.
- Front Panel Connectors: Specific connectors for welding torches, ground clamp, and plasma torch.
Setup
Proper setup is crucial for safe and effective operation. Ensure the machine is placed on a stable, level surface with adequate ventilation.
Power Connection
- Connect the machine to a suitable power supply (110V/220V ±15%).
- Ensure the power outlet is properly grounded and can handle the machine's input power capacity (7.5KVA).
- Use appropriate circuit protection.
Accessory Connections
The machine supports various connections depending on the selected mode.

Image: Demonstrates the connection setups for different modes. The CUT section shows the plasma torch connected to the positive terminal and the ground clamp to the negative. The TIG section illustrates the TIG torch connected to the negative terminal and the ground clamp to the positive, with a gas hose connection. The MMA section shows the electrode holder connected to the positive terminal and the ground clamp to the negative.
- Ground Clamp: Always connect the ground clamp securely to the workpiece or work table.
- Plasma Cutting (CUT):
- Connect the plasma torch to the designated connector (typically positive).
- Connect the ground clamp to the negative terminal.
- Connect an air compressor to the machine's air inlet. Ensure air pressure is within the recommended range (0.4-0.6 MPa).
- TIG Welding:
- Connect the TIG torch to the negative terminal.
- Connect the ground clamp to the positive terminal.
- Connect an inert gas cylinder (e.g., Argon) to the machine's gas inlet.
- Install the appropriate tungsten electrode (1.0/1.6/2.0/2.4/3.0mm) into the TIG torch. Sharpen the tungsten head for better welding results.
- MMA (STICK) Welding:
- Connect the electrode holder to the positive terminal.
- Connect the ground clamp to the negative terminal.
- Insert the appropriate welding electrode (2.5/3.2mm) into the holder.
Operating Instructions
After proper setup, you can begin operating the machine. Always wear appropriate Personal Protective Equipment (PPE).
General Operation Steps
- Turn on the machine's power switch.
- Press the "MODE" button to select the desired function (CUT, TIG, or MMA).
- Adjust the current using the main adjustment knob according to the material thickness and welding/cutting requirements.
- For TIG and CUT modes, ensure gas/air supply is open and set correctly.
- Begin welding or cutting, maintaining proper technique.
- After use, turn off the machine and disconnect power.
Plasma Cutting (CUT)
- Max Cutting Thickness: 1/2 inch (12mm).
- Current Range: 10-40 Amps.
- Materials: Stainless steel, alloy steel, mild steel, copper, aluminum.
- Procedure:
- Select CUT mode.
- Set desired cutting current and air pressure (0.4-0.6 MPa).
- Position the plasma torch nozzle close to the workpiece.
- Initiate the arc and move the torch steadily along the cut line.
- The "Arc Arc technology" allows cutting without the tip touching the metal, reducing slag and improving cut quality.
TIG Welding
- Current Range: 10-180 Amps.
- Materials: Stainless steel, carbon steel, low-alloy steel.
- Suitable Thickness: 0.8-4.0mm for stainless steel, 1.5-6mm for carbon steel.
- Tungsten Rods: 1.0/1.6/2.0/2.4/3.0mm.
- Pulse Function:

Image: Compares TIG welding with and without the pulse function. The "Real welding" section on the left shows a weld bead with a distinct fish scale pattern, indicating the pulse function is enabled, resulting in a beautiful and smooth weld. The right section shows a weld bead that is disordered and uneven when the pulse function is turned off.
The pulse function improves welding aesthetics and quality, and extends tungsten life. Use the "PULSE" button to activate and adjust pulse parameters (peak current, base current, frequency, duty cycle).
- Foot Pedal Function: The machine supports an optional foot pedal (not included) to reduce welding fatigue and provide precise current control.
MMA (STICK) Welding
- Current Range: 10-180 Amps.
- Electrode Rods: 2.5/3.2mm.
- Features: Hot arc starting, Anti-Stick, deep welding pool, nice welding surface with few sparks.
- Procedure:
- Select MMA mode.
- Set desired welding current based on electrode size and material thickness.
- Strike an arc and maintain a consistent arc length and travel speed.
Maintenance
Regular maintenance ensures the longevity and safe operation of your TREEYX 520TSCP machine.
- Cleaning: Periodically clean the machine's exterior and ventilation openings to prevent dust and debris buildup. Use compressed air to blow out internal dust if necessary, ensuring the machine is unplugged.
- Cable Inspection: Regularly inspect all welding cables, torches, and the ground clamp for cuts, cracks, or loose connections. Replace damaged components immediately.
- Air Filter (for Plasma): If applicable, clean or replace the air filter for the plasma cutting air supply to ensure clean, dry air.
- Consumables: Replace plasma torch consumables (nozzles, electrodes) and TIG torch consumables (collets, collet bodies, ceramic cups, tungsten electrodes) as they wear out.
- Storage: Store the machine in a clean, dry environment when not in use.
Troubleshooting
This section provides solutions to common issues you might encounter.
| Problem | Possible Cause | Solution |
|---|---|---|
| Machine does not power on. | No power supply; Power switch off; Faulty power cable. | Check power connection and outlet; Turn on power switch; Inspect and replace power cable if damaged. |
| No arc/poor arc starting. | Poor ground connection; Incorrect current setting; Worn consumables; Incorrect gas flow (TIG/CUT). | Ensure ground clamp is clean and secure; Adjust current; Replace plasma torch nozzle/electrode or TIG tungsten; Check gas/air supply and flow rate. |
| Unstable arc/poor weld quality. | Incorrect current/voltage; Contaminated workpiece; Improper technique; Worn consumables. | Adjust settings; Clean workpiece; Review welding/cutting technique; Replace consumables. |
| Overheating indicator on. | Exceeded duty cycle; Blocked ventilation; High ambient temperature. | Allow machine to cool down; Clear ventilation openings; Operate in a cooler environment. |
| Plasma cutter not cutting through. | Low air pressure; Worn plasma consumables; Incorrect cutting speed; Material too thick. | Check air pressure and flow; Replace nozzle/electrode; Adjust cutting speed; Verify material thickness is within machine's capacity. |
If problems persist after attempting these solutions, contact customer support.
Specifications
Detailed technical specifications for the TREEYX 520TSCP machine.
Image: A table detailing the product parameters for the TREEYX 520TSCP. It lists Model: 520TSCP, Welding Type: TIG/CUT/MMA/Pulse, Input Voltage: 110/220V±15%, Input Current: 10A. Current ranges are specified as TIG: 10-160A, CUT: 10-40A, MMA: 10-140A. Weld/Cut Thicknesses are TIG: 1-10MM, CUT: 1-12MM, MMA: 1-10MM. Efficiency: 85%, Duty Cycle: 60%, Air Pressure: 0.4-0.6Mpa, Weight: 10KG. Dimensions are also shown as 371mm (length), 153mm (width), 232mm (height).
| Parameter | Value |
|---|---|
| Model | 520TSCP |
| Welding Type | 4-in-1 (Plasma Cutter, TIG, MMA, Pulse) |
| Input Voltage | 110/220V ±15% |
| Efficiency | 85% |
| Input Power Capacity | 7.5KVA |
| Duty Cycle | 60% |
| Plasma Cutting Current Range | 10-40A |
| Plasma Cutting Max Thickness | 12mm (1/2 inch) |
| TIG Welding Current Range | 10-180A |
| TIG Welding Thickness (Stainless Steel) | 0.8-4.0mm |
| TIG Welding Thickness (Carbon Steel) | 1.5-6mm |
| MMA Welding Current Range | 10-180A |
| MMA Welding Thickness | 1-10mm |
| Air Pressure (CUT) | 0.4-0.6 MPa |
| Dimensions (L x W x H) | 371mm x 153mm x 232mm |
| Weight | 10 KG |
Warranty and Support
For warranty information and technical support, please refer to the documentation included with your purchase or contact TREEYX customer service. Keep your purchase receipt as proof of purchase.
Customer Service: Please refer to your product packaging or the manufacturer's official website for contact details.